一种用于轴壳安装的轴孔调节工装及使用方法与流程
- 国知局
- 2024-08-01 06:54:08
本发明涉及船舶建造,特别是涉及一种用于轴壳安装的轴孔调节工装及使用方法。
背景技术:
1、现有生产设计工艺中对于船舶艉轴壳分段是以单个轴孔卧态建造方式,并散贴船舶外板组装而成,艏艉轴孔中心线呈垂直面不偏中的状态,在大组立阶段把肋位号舱壁板为胎架基准面,吊装单个艉轴壳控制其艏艉中心线、内部结构与散贴外板等组合的生产作业,最终完成单个艉轴壳分段建造工艺技术方案。
2、对于大型lng船舶双轴孔艉轴壳分段,其特点是单个分段中以左右两舷各覆盖了艉轴壳孔,且双向轴孔艏艉中心点倾斜偏中呈水平面的梯形框,也即轴孔不与船舶中心线平行,而是左右两侧轴孔对称并与中心线呈一定夹角。与原先单轴孔艉轴壳分段建造技术进行对比后,可以看出双轴孔艉轴壳建造工艺技术难度高于前者。因此,运用原先生产建造工艺技术会造成重大的质量问题,双轴孔艉轴壳精度数据无法满足后道工序快速搭载的生产能力需求,从而使船坞建造阶段会产生大量的返工作业,其生产效率低下等因素无法有效满足船舶建造快速化发展的趋势。
3、因此,需要设计一种辅助工装,以提高轴壳拼装时的对中精度,提高建造效率。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明提供一种用于轴壳安装的轴孔调节工装,所述轴孔调节工装包括:
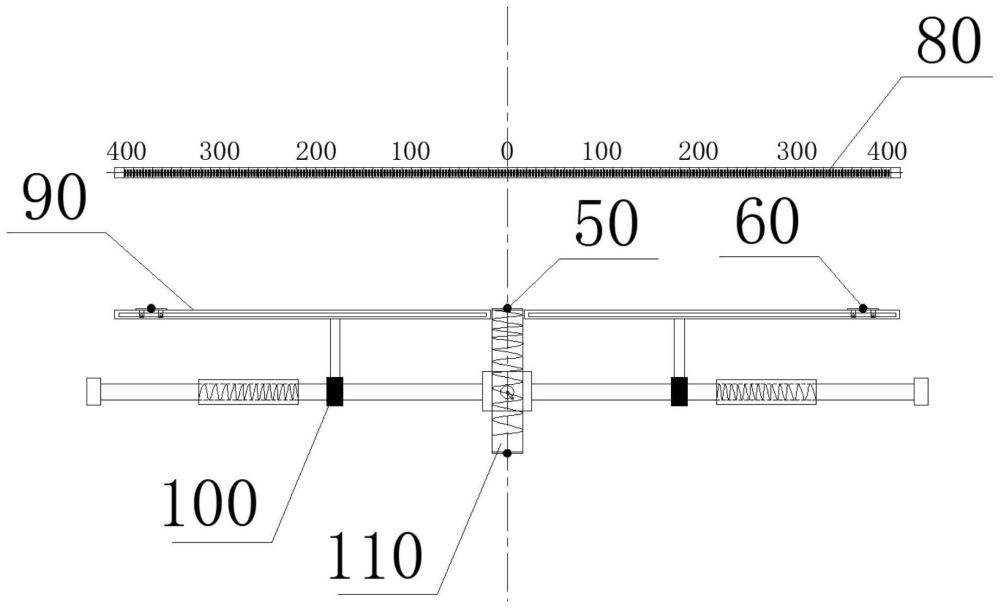
2、十字交叉设置且位于同一平面的横向固定杆及纵向固定杆,横向固定杆与纵向固定杆形成第一交叉点,第一交叉点竖直向上连接至横向移动轨道与纵向移动轨道的第二交叉点,横向移动轨道与纵向移动轨道分别平行设置于横向固定杆及纵向固定杆的上方;
3、所述第二交叉点处固定有第一反射片,第二反射片安装于纵向移动轨道并能够沿所述纵向移动轨道移动;
4、其中,所述横向固定杆及纵向固定杆的端部通过磁铁固定于轴管的轴孔内壁,以在轴管安装至轴壳时,通过第二反射片远离第一反射片的间距控制轴管满足一定的倾斜度。
5、优选地,所述横向固定杆及纵向固定杆均以第一交叉点分隔为两个节段,每个节段中设置有调节阀件,以调整各个节段的长度,使第一交叉点位于轴管轴心处。
6、优选地,每个节段的上方垂直连接有平衡伸缩杆,平衡伸缩杆的上方连接至横向移动轨道或纵向移动轨道,通过伸缩杆的长度调整,实现移动轨道与下方固定杆的平行度调节。
7、优选地,第一交叉点处设置有竖直调节阀杆,竖直调节阀杆的上端连接至横向移动轨道与纵向移动轨道的第二交叉点,所述竖直调节阀杆能够调节固定杆与移动轨道之间的上下间距。
8、本发明还提供一种所述的轴孔调节工装的使用方法,包括如下步骤:
9、s1、将艉轴管与艏部铸钢件沿长度方向进行同轴连接拼装,形成轴管组合件,控制其长度满足精度数据后,在轴管组合件靠近艏部铸钢件的端口处安装所述轴孔调节工装,所述轴孔调节工装由磁铁吸住轴管组合件内壁,操控调节阀件调节各个节段长度以使第一交叉点处于轴管组合件的轴心处;
10、s2、将艉部铸钢件吊装至角钢胎架上固定,以艏部铸钢件朝上的姿态吊装轴管组合件与艉部铸钢件竖向组装拼接,形成艏艉组合件,于艉部铸钢件远离艏部铸钢件的端口处安装另一所述轴孔调节工装,从而在艏艉组合件的上下端口均安装有所述轴孔调节工装,所述轴孔调节工装的横向移动轨道与纵向移动轨道分别沿横向与纵向设置;
11、控制上下两个轴孔调节工装的中心点位于同一竖直线,过程中将上方轴孔调节工装中心点处吊线锤,使线锤经过下方轴孔调节工装中心点,从而保证轴管组合件与艉部铸钢件的同轴度。
12、优选地,还包括如下步骤:
13、s3、以所述艉部铸钢件朝上的姿态将所述艏艉组合件反扣于肋位号舱壁板组装拼接成单个艉轴壳下层片体,在位于上端口的轴孔调节工装的中心处吊线锤,调整所述艏艉组合件的姿态使线锤落在位于下端口的轴孔调节工装的纵向移动轨道,以保证不发生横向的偏离,同时利用刻度尺观测第二反射片远离第一反射片的间距值是否在要求范围内,以保证所述艏艉组合件在纵向发生倾斜,确保轴管满足一定的倾斜度;
14、s4、调整艉轴壳下层片体的尺寸姿态满足生产技术要求后进行焊接固定,在施焊完毕后在艉轴壳下层片体安装好吊马位置以吊离胎架,待大组立阶段吊装搭建。
15、优选地,步骤s3中,单个艉轴壳下层片体的高度值通过艏铸钢件距离肋位号舱壁板的间距进行控制。
16、优选地,各步骤的精度要求为:
17、步骤s3中,第二反射片远离第一反射片的间距值与预设要求值的偏差为±0.5mm;
18、步骤s2中,轴管组合件与艉部铸钢件拼接形成单个艏艉组合件的轴心线偏差控制为±1mm;
19、步骤s1中,艉轴管与艏部铸钢件拼装形成单个轴管组合件的长度偏差控制为±3mm。
20、如上所述,本发明提供一种用于轴壳安装的轴孔调节工装及使用方法,该轴孔调节工装包括固定杆、设置于固定杆上方的移动轨道,移动轨道上设置有两个反射片;固定杆通过磁铁固定于轴管的轴孔内壁,以在轴管安装至轴壳时,通过第二反射片远离第一反射片的间距控制轴管满足一定的倾斜度。
21、本发明通过安装调节工装件来辅助拼装双轴孔艉轴壳片体,从而有效控制焊接过程中由双向轴孔中心线艏艉偏中的生产工艺技术,通过艉轴壳双轴孔分别安装轴孔调节工装件所对应十字反射片,在艉轴壳片体吊装以精度控制技术进行快速定位,确保了双轴孔艉轴壳分段建造结束其双轴中心线倾斜偏中的精度数据得到有效的控制,可以大大减少后道搭载安装主轴、螺旋桨和舵叶倾斜偏中的精度问题。
技术特征:1.一种用于轴壳安装的轴孔调节工装,其特征在于,所述轴孔调节工装包括:
2.根据权利要求1所述的轴孔调节工装,其特征在于:所述横向固定杆及纵向固定杆均以第一交叉点分隔为两个节段,每个节段中设置有调节阀件,以调整各个节段的长度,使第一交叉点位于轴管轴心处。
3.根据权利要求1所述的轴孔调节工装,其特征在于:每个节段的上方垂直连接有平衡伸缩杆,平衡伸缩杆的上方连接至横向移动轨道或纵向移动轨道,通过伸缩杆的长度调整,实现移动轨道与下方固定杆的平行度调节。
4.根据权利要求1所述的轴孔调节工装,其特征在于:第一交叉点处设置有竖直调节阀杆,竖直调节阀杆的上端连接至横向移动轨道与纵向移动轨道的第二交叉点,所述竖直调节阀杆能够调节固定杆与移动轨道之间的上下间距。
5.一种如权利要求1-4任一所述的轴孔调节工装的使用方法,其特征在于,包括如下步骤:
6.根据权利要求5所述的使用方法,其特征在于,还包括如下步骤:
7.根据权利要求6所述的使用方法,其特征在于:步骤s3中,单个艉轴壳下层片体的高度值通过艏铸钢件距离肋位号舱壁板的间距进行控制。
8.根据权利要求6所述的使用方法,其特征在于,各步骤的精度要求为:
技术总结本发明提供一种用于轴壳安装的轴孔调节工装及使用方法,该轴孔调节工装包括固定杆、设置于固定杆上方的移动轨道,移动轨道上设置有两个反射片;固定杆通过磁铁固定于轴管的轴孔内壁,以在轴管安装至轴壳时,通过第二反射片远离第一反射片的间距控制轴管满足一定的倾斜度。本发明通过安装调节工装件来辅助拼装双轴孔艉轴壳片体,从而有效控制焊接过程中由双向轴孔中心线艏艉偏中的生产工艺技术,通过艉轴壳双轴孔分别安装轴孔调节工装件所对应十字反射片,在艉轴壳片体吊装以精度控制技术进行快速定位,确保双轴孔艉轴壳分段建造结束其双轴中心线倾斜偏中的精度数据得到有效的控制,大大减少后道搭载安装主轴、螺旋桨和舵叶倾斜偏中的精度问题。技术研发人员:常志军,钟毅,张志华,楼亚华受保护的技术使用者:江南造船(集团)有限责任公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240722/225405.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表