一种电子产品框架一体成型加工方法与流程
- 国知局
- 2024-08-01 03:13:40
本发明涉及电子产品加工方法领域,特别涉及一种电子产品框架一体成型加工方法。
背景技术:
1、在金属的电子产品(如笔记本电脑、平板电脑,一体机等)加工中,一般需要在其框架设置塑胶结构件进而形成螺柱,进而实现壳体(例如c壳(即键盘框)+d壳)之间的相互结合并固定。
2、现有的加工方式有以下几种:
3、1、一种是全cnc加工方式,这种成本很高,基本上被app l e采纳,它是用一种是采用厚铝材t=5-12mm,然后通过cnc直接加工成id预定的螺柱外形形状及结构,但是这种加工方式浪费较多,且需要的加工时间也较长,相应的电能消耗也比较大,工作人员劳动你也较大,cnc设备成本也较高,进而生产售价也较高(40美元);
4、2、当然还有一种成本较低的方案,就是将塑胶框与铝合金壳体通过ab组合胶水将其组合起来,达到客户想要的装配结构,但是这种装配结构与框架之间的位置度因五金及塑胶的制造公差,导致成品装配累积公差比较大,经常导致组装线出现各种结构异常,且壳体的强度及平面度也较差,影响了消费者的体验;但这种工艺价格比较低,制造成本大约控制在14美金左右;
5、例如中国专利cn201110037680.0,但是这种加工方式虽然实现了提高了框架的刚度,但是其加工步骤较多,加工时间较长,其中的加工时间和加工成本为(45分钟),生产售价为(15美元);
6、当然还有铝合金框架和螺柱(可以采用板状结构同时搭载多个螺钉)采用ab胶热熔固定;缺点:位置度无法精准保证;固定不良有开胶脱落风险高;单零部件冲压要求高;各部件累计公差大。
7、其中第一种的螺柱结构虽然结构稳定性好,其抗拉能力也较好,但是其公差较大在±0.15mm以内,其装配间隙依旧较大,因此对位结构也存在着间隙,其中第二种则存在更大的公差在±0.2mm以内。
8、两种的生产方式均存在能源要求较大,一个是加工电能耗费较多,第二种则存在环保性较差(需要塑胶或胶水)。
技术实现思路
1、本发明的主要目的是提出一种电子产品框架一体成型加工方法,旨在改进现有的工艺,既可以实现螺柱的成型与框架接近一体化的效果,且结构稳定,加工时间更少,且更节能环保。
2、为实现上述目的,本发明提出一种电子产品框架一体成型加工方法,包括:
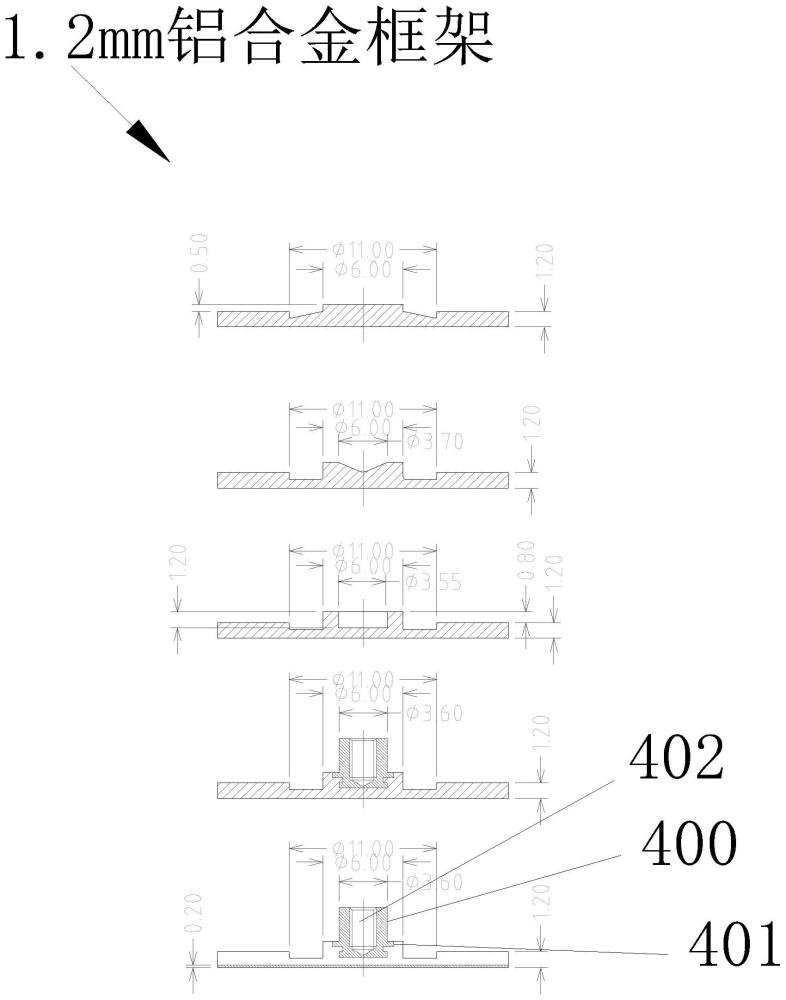
3、应用于电子产品铝合金框架(100)薄壁的铆钉(200)安装,所述铝合金框架(100)具有预定范围的厚度;
4、拉伸步骤,所述拉伸步骤中,上模和下模合模,冲针和成型冲杆施加预定压力,进而使铆柱在挤压力作用下拉伸预定的高度,
5、与此同时,导向倾角(207)在压力下形变为平直面(209),并迫使铆头主体(201)部分与定位孔(300)部分嵌合或非层叠式定位;
6、二次冲压步骤,所述二次冲压步骤中,上模和下模合模,然后成型冲杆和冲针施加二次压力,使形变部(208)形变的同时使铆头主体(201)径向形变以及底部形变,与此同时,所述中心轴孔(203)的高度继续拉伸,进而使铆头主体(201)与定位孔(300)铆合形成铆合层(301)。
7、本发明技术方案与现有技术相比,
8、1、以整体的加工成本以及加工时间与现有技术相比,其加工时间更短,结构强度更高塑胶框+铝合金的强度不同相同厚度的单一铝合金框体强度,且生产成本更低,减少了塑胶材料和胶水的使用有效提高了环保性,特别对于一些对塑料制品管控较严格的地区来说,塑胶产品为白色污染,因此其绿色环保性较差,且回收利用成本较高,减少碳排放,同时生产模具以及生产成本,单价更低,且其单价可以与塑胶配合铝合金框体相当,加工时间为20—35分钟;
9、2、与单一的厚材铝合金框架直接cnc加工成型的结构相比包括了侧壁也是由cnc加工,其加工时间更少,相应的能耗也更低,材料浪费也更少,即电能消耗以及铝合金耗材也更少。
10、3、装配精度更高,即铆柱的位置通过模具的加工中,其轴心基本可以保持不变化,公差可以控制到±0.05mm(即5丝);
11、4、其加工工序比塑胶件的加工方式,工序更少,相应的误差也更少;
12、5、其中该铆钉与现有的铆钉的区别在于,该结构是利用铝合金材质具有良好的可塑性及流动性,利用它这个优点,通过不断的挤压成型,让它不断产生叠料且产品外观面不受到影响,让它产生一定的具备装配功能的面积,再辅助cnc加工工艺,达到客户需求到组装结构。
技术特征:1.一种电子产品框架一体成型加工方法,其特征在于,包括:
2.如权利要求1所述的电子产品框架一体成型加工方法,其特征在于:所述铝合金框架(100)远离定位孔(300)的一侧为外观面(101)。
3.如权利要求1所述的电子产品框架一体成型加工方法,其特征在于:在二次冲压步骤后,第二闭环槽(205)向上凸出形变。
4.如权利要求1所述的电子产品框架一体成型加工方法,其特征在于:
5.如权利要求1所述的电子产品框架一体成型加工方法,其特征在于:所述上模包括第一上模(11)和第二上模(21),所述第一上模(11)包括设有第一中空腔的第一成型冲杆(13)、设于第一中空腔内的第一冲针(14),所述第一冲针(14)和第一冲杆围成与铆柱(202)壁厚相适的第一成型间距(15);
6.如权利要求1所述的电子产品框架一体成型加工方法,其特征在于:
7.如权利要求6所述的电子产品框架一体成型加工方法,其特征在于:所述修形步骤后还包括攻牙步骤,所述攻牙步骤用于铆柱(202)的中心轴孔(203)成型螺纹孔。
8.如权利要求1所述的电子产品框架一体成型加工方法,其特征在于:当铆柱未铆压前,所述中心铆孔的高度为1.2mm-3.8mm。
9.如权利要求6所述的电子产品框架一体成型加工方法,其特征在于:所述修形步骤和二次冲压步骤之间还设有脱料步骤,所述脱料步骤中,所述成型杆和冲针对铆压柱限位,与此同时,上模和下模在氮气弹簧的脱模作用力下,使下模的脱料板和上模同时上移。
10.如权利要求1所述的电子产品框架一体成型加工方法,其特征在于:所述中心轴孔嵌设有第二铆柱,所述第二铆柱设有预定的的高度,所述第二铆柱的底部设有阶梯部,
技术总结本发明公开了一种电子产品框架一体成型加工方法,包括应用于电子产品铝合金框架薄壁的铆钉安装,所述铝合金框架具有预定范围的厚度;拉伸步骤中,上模和下模合模,冲针和成型冲杆施加预定压力,进而使铆柱在挤压力作用下拉伸预定的高度,与此同时,导向倾角在压力下形变为平直面,并迫使铆头主体部分与定位孔部分嵌合或非层叠式定位;二次冲压步骤中,上模和下模合模,然后成型冲杆和冲针施加二次压力,使形变部形变的同时使铆头主体径向形变以及底部形变,与此同时,所述中心轴孔的高度继续拉伸,进而使铆头主体与定位孔铆合形成铆合层。技术研发人员:彭泉水受保护的技术使用者:东莞市品扬五金科技有限公司技术研发日:技术公布日:2024/6/30本文地址:https://www.jishuxx.com/zhuanli/20240723/212062.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表