一种用于生产导尿管的集成型生产设备及其生产方法与流程
- 国知局
- 2024-08-01 03:13:36
本发明涉及医疗用品生产设备,具体是一种用于生产导尿管的集成型生产设备及其生产方法。
背景技术:
1、导尿管是医院里常用的医疗产品,虽然结构简单,但其生产过程需要经过上料、缩口、涂抹硅油、熔头、插入芯料、打孔、下料等多道工序,传统生产过程中,每道工序都对应一台独立的加工设备,需要较多人力进行设备管理维护,且管料在各独立加工设备之间需要人为进行转移,不仅生产效率低下,成品质量也不理想,尤其考虑到导尿管的应用环境是医院这一特殊场景,需求量大,质量要求高,传统生产过程显然难以满足实际使用需求,基于这种情况,如何才能减少对导尿管加工设备管理维护所需要投入的人力,同时提高生产效率和成品质量,越来越成为相关技术人员急需解决的问题。
技术实现思路
1、为了解决上述技术问题,本发明提供一种用于生产导尿管的集成型生产设备及其生产方法。
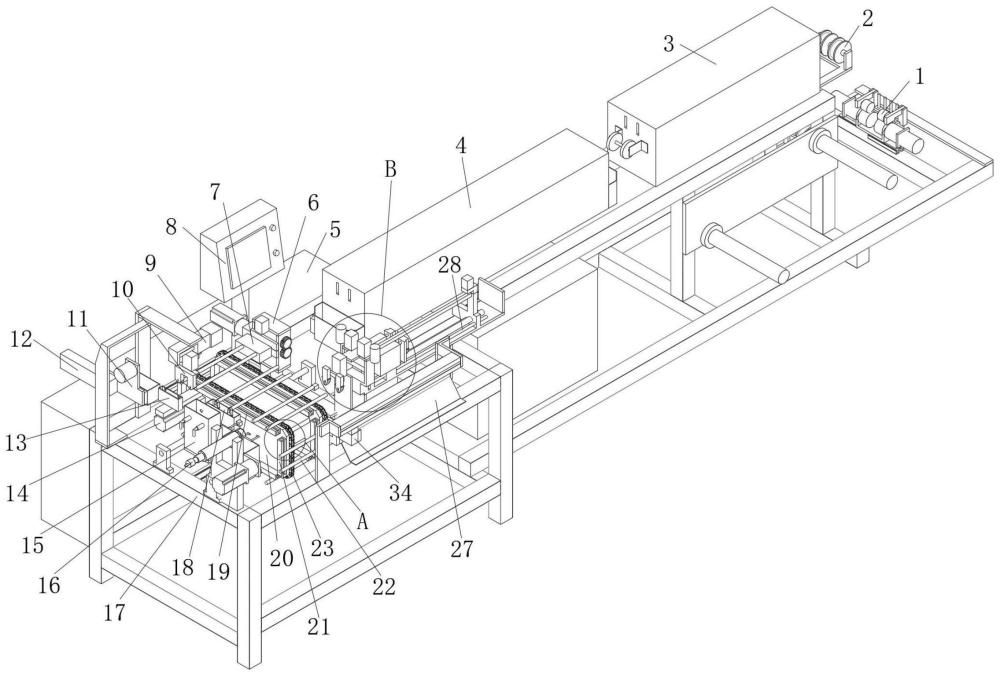
2、一种用于生产导尿管的集成型生产设备,包括下载架,所述下载架上部固定设置上载架,所述上载架两侧对称设置履带,所述履带的走向为前后方向,所述履带之间设置载管,所述载管中空,所述载管的延伸方向为左右方向,所述下载架上部从后向前依次设置缩口装置、硅油盒、熔头装置、打孔装置、芯料收放装置、收料装置,所述缩口装置、硅油盒、熔头装置、打孔装置均位于所述上载架左侧,所述芯料收放装置位于所述上载架右侧,所述收料装置位于所述下载架前部,所述下载架后方固定设置配电箱,所述配电箱上部固定设置操作箱,所述操作箱与所述配电箱电性连接,所述缩口装置、熔头装置、打孔装置、芯料收放装置、收料装置均与所述操作箱、配电箱电性连接。
3、进一步的,所述缩口装置后方固定设置第一气缸,所述缩口装置与所述第一气缸的输出端固定连接,所述第一气缸的输出端的移动方向为前后方向,所述硅油盒下方固定设置第二气缸,所述硅油盒与所述第二气缸的输出端固定连接,所述第二气缸的输出端的移动方向为左右方向,所述第一气缸、第二气缸均与所述操作箱、配电箱电性连接。
4、进一步的,所述硅油盒上方固定设置上电机,所述上电机的输出轴端部固定设置上丝杆,所述上丝杆的延伸方向为左右方向,所述上丝杆外围水平滑动设置上滑块,所述上滑块与所述上丝杆螺纹连接,所述上滑块下部固定设置第一手指气缸,所述第一手指气缸与所述硅油盒的位置相对应,所述上电机、第一手指气缸均与所述操作箱、配电箱电性连接。
5、进一步的,所述熔头装置下方固定设置下电机,所述下电机的输出轴端部固定设置下丝杆,所述下丝杆的延伸方向为左右方向,所述下丝杆外围水平滑动设置下滑块,所述下滑块与所述下丝杆螺纹连接,所述下滑块上部固定设置第二手指气缸,所述第二手指气缸与所述熔头装置的位置相对应,所述下电机、第二手指气缸均与所述操作箱、配电箱电性连接。
6、进一步的,所述下载架前部固定设置第三气缸,所述打孔装置与所述第三气缸的输出端固定连接,所述第三气缸的输出端的移动方向为左右方向,所述第三气缸与所述操作箱、配电箱电性连接。
7、进一步的,所述上载架右方固定设置芯料收放装置,所述芯料收放装置左部左侧固定设置第五气缸安装座,所述第五气缸安装座下部固定设置第五气缸,所述第五气缸的输出端固定设置第四气缸,所述第五气缸的输出端的移动方向为左右方向,所述第四气缸的输出端固定设置第三手指气缸,所述第四气缸的输出端的移动方向为上下方向,所述芯料收放装置左部右侧固定设置第六气缸,所述第六气缸的输出端固定设置第四手指气缸,所述第六气缸的输出端的移动方向为左右方向,所述芯料收放装置右部设置芯料放置空间,所述芯料放置空间上部设置芯料,所述芯料与所述第四手指气缸的位置相对应,所述第三手指气缸、第四手指气缸均与所述打孔装置的位置相对应,所述第四气缸、第五气缸、第六气缸、第三手指气缸、第四手指气缸均与所述操作箱、配电箱电性连接。
8、进一步的,所述下载架前部固定设置收料装置,所述收料装置包括第七气缸,所述第七气缸的输出端固定设置第五手指气缸,所述第七气缸的输出端的移动方向为左右方向,所述第五手指气缸与所述上载架垂直面前方的载管的位置相对应,所述第七气缸下方固定设置收料板,所述第七气缸、第五手指气缸均与所述操作箱、配电箱电性连接。
9、进一步的,所述上载架的水平面上对称固定设置水平滑轨,所述上载架的垂直面上对称固定设置垂直滑轨,所述垂直滑轨与所述水平滑轨的位置相对应,所述履带与所述水平滑轨、垂直滑轨对应位置固定设置限位滑块,所述履带行进过程中,所述限位滑块与所述水平滑轨、垂直滑轨滑动连接。
10、进一步的,所述下载架右方固定设置输送装置,所述输送装置包括前输送电机,所述前输送电机的输出轴端部固定设置动力轮,所述动力轮上方转动设置上压轮,所述输送装置左方固定设置加热导向装置,所述加热导向装置包括安装架,所述安装架上部右侧转动设置固定导轮,所述安装架下部右侧滑动设置调节导轮,所述安装架左侧上部固定设置上接近开关,所述安装架左侧下部固定设置下接近开关,所述加热导向装置左方固定设置加热拉直装置,所述加热拉直装置右部转动设置导向轮,所述加热拉直装置左方固定设置冷却装置,所述冷却装置左方固定设置输送计米装置,所述输送计米装置后部固定设置后输送电机,所述输送计米装置左侧固定设置裁断装置,所述裁断装置包括上升降气缸、下升降气缸,所述上升降气缸的输出端固定设置切刀,所述下升降气缸的输出端固定设置压板,所述裁断装置与所述硅油盒的位置相对应,所述输送装置、加热导向装置、加热拉直装置、冷却装置、输送计米装置、裁断装置均与所述配电箱、操作箱电性连接。
11、本发明的一种用于生产导尿管的集成型生产设备的生产方法为:
12、(1)2卷待加工导尿管管料依次绕过上压轮、固定导轮、调节导轮、导向轮并进入加热拉直装置,上压轮、动力轮夹持管料,后输送电机、前输送电机配合,将管料向左输送,若送料过快则管料于调节导轮处放松使调节导轮下滑并靠近下接近开关,若送料过慢则管料于调节导轮处拉紧使调节导轮上滑并靠近上接近开关,上接近开关、下接近开关将调节导轮的位置信息传至操作箱,操作箱对前输送电机的转速进行自动调节以使送料速度保持稳定,管料依次经加热拉直装置加热拉直,冷却装置冷却,输送计米装置计量长度,计量长度达到设置长度时,下升降气缸的输出端带动压板下移将管料压紧,上升降气缸的输出端带动切刀下移将管料裁断,此时已裁断管料位于裁断装置左方、履带上部最后方2组载管内,且左端外露于载管左端外部;
13、(2)启动第一气缸,第一气缸的输出端推动缩口装置前移,直至缩口装置位于已裁断管料左方,启动第一手指气缸,第一手指气缸将2组已裁断管料夹紧,启动上电机,上电机的输出轴带动上丝杆旋转,上丝杆推动上滑块左移,直至第一手指气缸所夹紧管料的端部移入缩口装置内部,缩口装置对该管料端部进行缩口,缩口完成后,使上电机的输出轴带动上丝杆反向旋转,上丝杆推动上滑块右移,直至已完成缩口的管料回位,第一气缸的输出端带动缩口装置后移回位;
14、(3)启动第二气缸,第二气缸的输出端推动硅油盒右移,直至硅油盒与已缩口管料的缩口位置贴合,硅油盒短暂停留一定时间后,第二气缸的输出端带动硅油盒左移回位,至此已缩口管料完成硅油的涂抹;
15、(4)第一手指气缸将已涂抹硅油的管料释放,履带上部水平部分前移,直至已涂抹硅油的管料移至熔头装置右方;
16、(5)启动第二手指气缸,第二手指气缸将已涂抹硅油的管料夹紧,启动下电机,下电机的输出轴带动下丝杆旋转,下丝杆推动下滑块左移,直至第二手指气缸所夹紧管料的端部移入熔头装置内部,熔头装置对该管料端部进行熔头,熔头完成后,使下电机的输出轴带动下丝杆反向旋转,下丝杆推动下滑块右移,直至已完成熔头的管料回位;
17、(6)第二手指气缸将已熔头管料释放,履带上部水平部分前移,直至已熔头管料移至打孔装置右方;
18、(7)启动第四气缸,第四气缸的输出端推动第三手指气缸下移,直至第三手指气缸与已熔头管料的位置相对应,启动第三手指气缸,第三手指气缸将已熔头管料夹紧,启动第四手指气缸,第四手指气缸将相应芯料夹紧,启动第六气缸,第六气缸的输出端带动第四手指气缸左移,直至芯料插入已熔头管料内部;
19、(8)启动第三气缸,第三气缸的输出端推动打孔装置右移,直至打孔装置将已熔头管料端部收入自身内部,打孔装置对已熔头管料端部进行打孔,直至打孔完成,此过程中,芯料使已熔头管料保持稳定,第三气缸的输出端带动打孔装置左移直至复位,此时已打孔管料的打孔位置位于打孔装置外部;
20、(9)第六气缸的输出端带动第四手指气缸右移,直至芯料移出已打孔管料并复位,第四手指气缸释放芯料;
21、(10)启动第五气缸,第五气缸的输出端带动第四气缸、第三手指气缸和已打孔管料同时右移一定距离;
22、(11)第三手指气缸将已打孔管料释放,履带上部水平部分前移,直至已打孔管料移至上载架前方,此时已打孔管料位于收料装置左方;
23、(12)启动第五手指气缸,第五手指气缸将已打孔管料夹紧,启动第七气缸,第七气缸的输出端带动第五手指气缸右移,直至已打孔管料移出载管,第五手指气缸将已打孔管料释放,已打孔管料落在收料板上,工作人员将该管料取走,即可完成一个完整的生产过程。
24、本发明的一种用于生产导尿管的集成型生产设备及其生产方法的有益效果为:
25、1、缩口装置、硅油盒、熔头装置、打孔装置、芯料收放装置、收料装置集成于一体的设计,结合各装置、气缸、手指气缸、电机与配电箱、操作箱的电性连接,使本设备仅需少量工作人员进行未加工管料的上料、操作箱相关操作和已加工管料的收取,即可完成完整的生产过程,有效地减少了对导尿管加工设备管理维护所需要投入的人力,同时有效地避免了如传统生产过程一般,管料在各独立加工设备之间的人为转移,由此有效地提高了生产效率和生产质量;
26、2、第一气缸、第二气缸、第三气缸为缩口装置、硅油盒、打孔装置的稳定移动提供了很好的结构基础,第六气缸为芯料的稳定移动提供了很好的结构基础,第四气缸、第五气缸为已打孔管料的初步稳定下料提供了很好的结构基础,第七气缸为已打孔管料的最终稳定下料提供了很好的结构基础,第一手指气缸、第二手指气缸、第三手指气缸、第五手指气缸为稳定夹持管料提供了很好的结构基础,第四手指气缸为稳定夹持芯料提供了很好的结构基础,上电机、下电机为第一手指气缸、第二手指气缸的稳定移动提供了很好的结构基础,由此有效地保证了本设备的稳定运转和成品的生产质量。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212052.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表