一种热塑性氟塑料管材挤出机定径套及其制备方法与流程
- 国知局
- 2024-08-01 03:13:37
本发明属于塑料管生产,具体涉及一种热塑性氟塑料管材挤出机定径套及其制备方法。
背景技术:
1、热塑性氟塑料以其优异的耐热性、耐化学药品性、耐候性、不黏性、低摩擦因数、电气特性和易加工性被广泛应用于冶金化工、航空航天、电子半导体等工业领域。热塑性氟塑料主要包括聚四氟乙烯(ptfe)、聚偏氟乙丙烯(pvdf)、聚全氟乙丙烯(fep)、乙烯-四氟乙烯共聚物(etfe)、交联乙烯-四氟乙烯共聚物(x-etfe)、四氟乙烯-全氟烷基乙烯基醚共聚物(pfa)等。
2、由于热塑性氟塑料分子结构中含有氟原子,因此在挤出加工过程中,其熔融流体会对接触到的挤出设备零部件表面产生明显的化学腐蚀。且加工温度越高,挤出时间越长,树脂的热降解越剧烈,这种腐蚀会愈发严重。对应用在电子半导体领域的超净高纯试剂输送系统来说,金属腐蚀所导致的金属离子及脱落物大量存在于含氟聚合物部件之中,会直接导致其工艺失效,造成损失。因此,热塑性氟塑料设备零部件通常要采用特殊的耐腐蚀合金,如hastelloy c、monel 400、xaloy306等。然而目前耐腐蚀合金的应用主要集中于机筒衬里、螺杆、锥形过渡、十字机头和模具等部位,对定径套部位未有足够重视。相应设备仍然采用市面常见的铜质或铍铜质定径套,且结构简单,生产出来的管材定型时间短,外径尺寸不稳定,生产速度低,废品率高,严重影响生产效率。
3、此外,目前通用的定径套主要为结构比较简单的铜套,管坯进入定径装置后通过真空箱内的喷淋水或浸浴水进行冷却,其结构设计简单,生产的管材外径尺寸不稳定,表面易产生波纹、麻点、裂痕,严重影响管材的外观质量。
4、因此,需要提供一种针对上述现有技术不足的改进技术方案。
技术实现思路
1、本发明的目的在于提供一种热塑性氟塑料管材挤出机定径套及其制备方法,以解决现有的铜质或铍铜质定径套不耐腐蚀、用于热塑性氟塑料挤出时产品废品率高等问题。
2、为了实现上述目的,本发明提供如下技术方案:
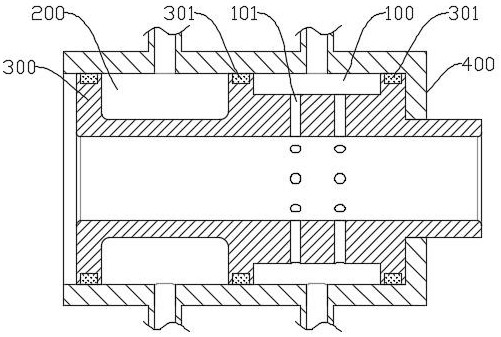
3、一种热塑性氟塑料管材挤出机定径套,所述定径套外壁沿轴向依次设有真空定径区和冷却区,所述定径套外壁还设有密封环,所述真空定径区和冷却区被密封环隔开,所述真空定径区设有若干周向通孔,所述通孔与定径套的内孔连通,所述定径套由钨粉、铜粉的复合粉体经过热压烧结得到,所述钨粉、铜粉的质量比为1:1~9:1,所述铜粉为树枝状颗粒的电解铜粉。
4、优选的,所述铜粉的平均粒径为1μm~40μm,纯度>99.5%。
5、优选的,所述钨粉的平均粒径为0.5μm~20μm,所述钨粉的纯度>99%。
6、优选的,所述钨粉、铜粉的质量比为4:1~9:1。
7、优选的,所述密封环的外壁设有凹槽,所述凹槽内设有密封圈。
8、本发明还提供任一上述的一种热塑性氟塑料管材挤出机定径套的制备方法,包括如下步骤:
9、步骤一,将钨粉及铜粉在球磨机中进行湿式球磨;
10、步骤二,湿式球磨后的金属粉放入真空烘箱中干燥,得到复合粉体;
11、步骤三,将复合粉体放入石墨模具中进行热压烧结,得到管坯;
12、步骤四,对管坯进行机加工、表面抛磨,直至表面粗糙度达到0.2μm,即可得到热塑性氟塑料管材挤出机定径套。
13、优选的,步骤一中,以钨球为球磨球,以无水乙醇为球磨介质,球料比为4:1~10:1,球磨时间为10h~60h。
14、优选的,步骤一中,球料比为5:1~6:1,球磨时间为24h~48h。
15、优选的,步骤三中,在石墨模具中进行热压烧结,所述石墨模具的纯度≥99.9%,密度≥1.75g/cm3,热压烧结温度为1250℃~1500℃,压力为25mpa~100mpa,热压烧结时间为1h~3h。
16、优选的,步骤三中,热压烧结温度为1350℃~1450℃,压力为30mpa~35mpa,热压烧结时间为1.5h~2h。
17、有益效果:
18、(1)本发明提供了一种热塑性氟塑料管材挤出机定径套,该定径套的冷却区与其内孔隔开,使冷却水不与穿过内孔的塑料管直接接触,从而解决了采用喷淋、浸浴方式冷却塑料管时冷却不均匀的问题,生产的塑料管尺寸更加稳定,表面不易产生波纹、麻点和裂痕,良品率提高。
19、(2)该定径套采用特定的钨铜合金制备,对含有氟离子的腐蚀环境中具有优异的耐受能力,相对于纯铜定径套的耐腐蚀能力大幅提高,能够代替现有的纯铜定径套进行热塑性氟塑料的挤出生产,有效解决纯铜、铍铜材质的定径套在使用过程中容易发生腐蚀的问题,减少金属离子及腐蚀脱落物对产品质量的影响。
20、(3)本发明优选了树枝状颗粒的铜粉作为原料之一,相对于其它形态的铜粉,获得的钨铜合金致密度更高,导热性能、耐腐蚀性能更好,冷却效率高。
技术特征:1.一种热塑性氟塑料管材挤出机定径套,其特征在于,所述定径套外壁沿轴向依次设有真空定径区和冷却区,所述定径套外壁还设有密封环,所述真空定径区和冷却区被密封环隔开,所述真空定径区设有若干周向通孔,所述通孔与定径套的内孔连通,所述定径套由钨粉、铜粉的复合粉体经过热压烧结得到,所述钨粉、铜粉的质量比为1:1~9:1,所述铜粉为树枝状颗粒的电解铜粉;
2.如权利要求1所述的一种热塑性氟塑料管材挤出机定径套,其特征在于,所述铜粉的平均粒径为1μm~40μm,纯度>99.5%。
3.如权利要求1所述的一种热塑性氟塑料管材挤出机定径套,其特征在于,所述钨粉的平均粒径为0.5μm~20μm,所述钨粉的纯度>99%。
4.如权利要求1~3任一所述的一种热塑性氟塑料管材挤出机定径套,其特征在于,所述钨粉、铜粉的质量比为4:1~9:1。
5.如权利要求1~3任一所述的一种热塑性氟塑料管材挤出机定径套,其特征在于,所述密封环的外壁设有凹槽,所述凹槽内设有密封圈。
6.如权利要求1所述的一种热塑性氟塑料管材挤出机定径套的制备方法,其特征在于,步骤一中,以钨球为球磨球,以无水乙醇为球磨介质,球料比为4:1~10:1,球磨时间为10h~60h。
7.如权利要求1所述的一种热塑性氟塑料管材挤出机定径套的制备方法,其特征在于,步骤一中,球料比为5:1~6:1,球磨时间为24h~48h。
8.如权利要求1所述的一种热塑性氟塑料管材挤出机定径套的制备方法,其特征在于,步骤三中,热压烧结温度为1350℃~1450℃,压力为30mpa~35mpa,热压烧结时间为1.5h~2h。
技术总结本发明提供一种热塑性氟塑料管材挤出机定径套,涉及塑料管生产技术领域,该所述定径套外壁沿轴向依次设有真空定径区和冷却区,所述定径套外壁还设有密封环,所述真空定径区和冷却区被密封环隔开,所述真空定径区设有若干周向通孔,所述通孔与定径套的内孔连通,所述定径套由钨粉、铜粉的复合粉体经过热压烧结后机加工得到,所述钨粉、铜粉的质量比为1:1~9:1,所述铜粉为树枝状颗粒的电解铜粉,本发明还公开了上述定径套的制备方法。本发明提供的定径套相对于现有的铜质或铜铍合金材质的定径套具备更好的耐腐蚀性能,尤其对于氟离子的腐蚀具有良好耐受性,适用于热塑性氟塑料的挤出生产,可有效减少金属离子及腐蚀脱落物对产品质量的影响。技术研发人员:马传顺,赵国璋,邓华清,马勳烨受保护的技术使用者:保视丽(上海)新材料科技有限公司技术研发日:技术公布日:2024/6/30本文地址:https://www.jishuxx.com/zhuanli/20240723/212055.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表