一种低温抗老化防水卷材覆膜涂胶设备及其涂胶成型工艺的制作方法
- 国知局
- 2024-08-01 03:13:38
本发明涉及低温抗老化防水卷材加工,具体为一种低温抗老化防水卷材覆膜涂胶设备及其涂胶成型工艺。
背景技术:
1、低温抗老化防水卷材是一种具有特殊性能的防水材料,它在低温环境下具有较好的抗老化性能,然而为了延长低温抗老化防水卷材的使用寿命、减缓低温抗老化防水卷材在外界因素影响下的老化速度和防止外界因素对低温抗老化防水卷材的损伤,在低温抗老化防水卷材加工过程中一般都会用覆膜涂胶设备为低温抗老化防水卷材进行覆膜涂胶操作。
2、现有的低温抗老化防水卷材用覆膜涂胶设备在实际使用过程中,虽然可以对低温抗老化防水卷材进行覆膜涂胶操作,但是不具有对覆膜涂胶加工后的低温抗老化防水卷材表面是否有气泡进行检测和对气泡进行处理的功能,即导致覆膜涂胶加工后的低温抗老化防水卷材质量不能得到保证,从而降低覆膜涂胶设备的使用效果,即降低覆膜涂胶设备的使用效率。
3、因此,我们需要提出新的一种低温抗老化防水卷材覆膜涂胶设备及其涂胶成型工艺,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种低温抗老化防水卷材覆膜涂胶设备及其涂胶成型工艺,以解决上述背景技术提出的现有的低温抗老化防水卷材用覆膜涂胶设备不具有对覆膜涂胶加工后的低温抗老化防水卷材表面是否有气泡进行检测和对气泡进行处理的功能,即导致覆膜涂胶加工后的低温抗老化防水卷材质量不能得到保证,从而降低覆膜涂胶设备的使用效果,即降低覆膜涂胶设备使用效率的问题。
2、为实现上述目的,本发明提供如下技术方案:一种低温抗老化防水卷材覆膜涂胶设备,包括覆膜涂胶机构,所述覆膜涂胶机构上设置有辅助机构;
3、所述辅助机构包括u形架,所述u形架的上侧靠近边缘处安装有连接板,所述连接板的底部中间位置安装有第一摄像头,所述u形架的内壁顶部安装有第二摄像头,所述u形架的内壁两侧均开设有环形孔,两个所述环形孔的内壁均设置有第一电动推杆,两个所述第一电动推杆的外表面固定套接有套环,两个所述第一电动推杆的伸缩端一端均安装有安装板,两个所述安装板的底端均安装有橡胶刮片,所述u形架的内壁顶部开设有两个相对称的圆柱孔,两个所述圆柱孔的内部均活动套接有第二电动推杆,两个所述第二电动推杆的外表面均固定套接有空心块,所述u形架的内部固定有辅助板。
4、优选的,两个所述第二电动推杆的伸缩端一端分别与两个套环的顶部相安装,两个所述空心块的顶部均通过第一螺丝与u形架的内壁顶部相安装,所述辅助板处于两个橡胶刮片的底部之间。
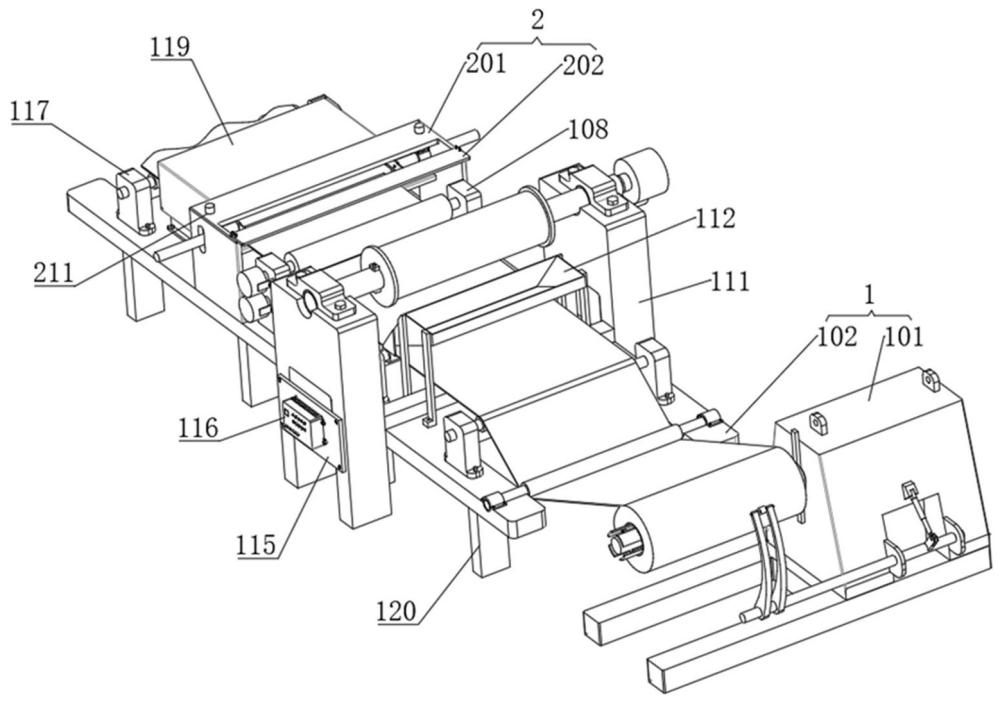
5、优选的,所述覆膜涂胶机构包括卷材放卷机,所述卷材放卷机的正表面设置有工作台,所述u形架通过第二螺丝安装在工作台的顶部,所述工作台的顶部靠近边缘处开设有两个相对称的半圆槽,所述工作台的顶部靠近边缘处安装有两个相对称的固定座。
6、优选的,两个所述半圆槽的内部和两个固定座的内部之间通过第一轴承转动连接有第一传动杆,所述工作台的顶部靠近边缘处安装有两个相对称的第一安装座,两个所述第一安装座的内部之间通过第二轴承转动连接有第二传动杆,所述工作台的顶部安装有压合机,所述工作台的顶部靠近中间位置安装有两个相对称的第二安装座。
7、优选的,两个所述第二安装座的内部之间通过第三轴承转动连接有第三传动杆,所述卷材放卷机的正表面设置有薄膜放卷机,所述薄膜放卷机处于压合机和卷材放卷机之间,所述工作台活动套接在薄膜放卷机的内部,两个所述第二安装座均处于薄膜放卷机的内部。
8、优选的,所述工作台的顶部设置有漏斗管,所述漏斗管的两侧均固定有两个l形架,每个所述l形架均通过第三螺丝安装在工作台的顶部,所述l形架的两侧靠近出料端位置均固定有挡片,所述漏斗管的出料端处于第三传动杆的上方,所述漏斗管的底部边缘处固定有刮板。
9、优选的,所述刮板处于第三传动杆的上方,所述薄膜放卷机的一侧安装有矩形板,所述矩形板的一侧安装有控制器,所述第一摄像头与控制器电性连接,所述第二摄像头与控制器电性连接,两个所述第一电动推杆均与控制器电性连接,两个所述第二电动推杆均与控制器电性连接。
10、优选的,所述工作台的顶部靠近边缘处安装有两个相对称的第三安装座,两个所述第三安装座的内部之间通过第四轴承转动连接有第四传动杆,所述工作台的顶部安装有干燥机,所述干燥机与控制器电性连接,所述压合机处于薄膜放卷机和干燥机之间。
11、优选的,所述辅助机构处于干燥机和压合机之间,所述工作台的底部固定有多个支撑柱,多个所述支撑柱的底部、薄膜放卷机的底部和卷材放卷机的底部均处于同一水平面上,所述卷材放卷机与控制器电性连接,所述压合机与控制器电性连接,所述薄膜放卷机与控制器电性连接。
12、一种低温抗老化防水卷材覆膜涂胶设备的涂胶成型工艺,包括以下步骤:
13、s1、当需要对低温抗老化防水卷材进行覆膜操作时,此时先利用控制器、卷材放卷机和薄膜放卷机的配合,将卷材和薄膜进行放卷操作,随后再利用半圆槽、第一轴承、第一传动杆、固定座、第一安装座、第二轴承、第二传动杆、第三轴承、第二安装座和第三传动杆的配合,让放卷下来的卷材移动到压合机的内部,接着再利用挡片、胶水、漏斗管、l形架、刮板和第三传动杆的配合,在低温抗老化防水卷材上涂敷上胶水;
14、s2、之后再利用压合机的配合,将胶水、低温抗老化防水卷材和薄膜紧密地压合在一起,再接着再利用第一摄像头、控制器内部存储模块事先储存的图像数据和控制器的配合,对覆膜涂胶加工后的低温抗老化防水卷材表面是否有气泡进行检测,再之后再利用控制器计算出的气泡位置、第一电动推杆、u形架、环形孔、第二电动推杆、安装板、橡胶刮片、辅助板和空心块的配合,将覆膜涂胶加工后的低温抗老化防水卷材表面气泡中的空气挤压出去;
15、s3、最后再利用干燥机、第三安装座、第四轴承、第四传动杆、准备的钢丝绳和准备的收卷机的配合,将覆膜涂胶加工后的低温抗老化防水卷材给收卷起来即可。
16、与现有技术相比,本发明的有益效果是:
17、1、本发明通过设置辅助机构,可以对覆膜涂胶加工后的低温抗老化防水卷材表面是否有气泡进行检测,同时还可以对覆膜涂胶加工后的低温抗老化防水卷材表面出现的气泡进行处理,即保证覆膜涂胶加工后的低温抗老化防水卷材质量得到保证,从而可以提高覆膜涂胶设备的使用效果,即提高覆膜涂胶设备的使用效率,当控制器通过第一摄像头和控制器内部存储模块事先储存的图像数据的配合,检测到覆膜涂胶加工后的低温抗老化防水卷材表面有气泡,此时控制器会先利用接收到的图像数据的配合,即可实现计算出气泡的位置,随后再利用第二摄像头、卷材放卷机、压合机、薄膜放卷机和干燥机的配合,即可实现控制覆膜涂胶加工后的低温抗老化防水卷材是否移动;
18、2、本发明当气泡出现在如图1所示的u形架一侧方向时,此时控制器会先利用所对应的第一电动推杆和安装板的配合,即可实现所对应的橡胶刮片移动到气泡的边缘处的上方,随后再利用第二电动推杆、空心块、环形孔、第一电动推杆和安装板的配合,即可实现让橡胶刮片的底部接触到覆膜涂胶加工后的低温抗老化防水卷材表面,接着再利用第一电动推杆、安装板和辅助板的配合,即可实现让覆膜涂胶加工后的低温抗老化防水卷材表面的气泡中的空气被挤压出来,同理当气泡出现在如图1所示的u形架的另一侧方向时,控制器也会通过所对应的第一电动推杆、第二电动推杆、套环、空心块、安装板、橡胶刮片、环形孔和辅助板的配合,即实现将覆膜涂胶加工后的低温抗老化防水卷材表面的气泡中的空气也挤压出来;
19、3、本发明通过设置覆膜涂胶机构,可以对低温抗老化防水卷材进行覆膜涂胶操作,当需要对低温抗老化防水卷材进行覆膜涂胶操作时,此时先利用控制器、卷材放卷机和薄膜放卷机的配合,即可实现薄膜和卷材放卷操作,随后再利用半圆槽、第一轴承、第一传动杆、固定座、第一安装座、第二轴承、第二传动杆、第三轴承、第二安装座和第三传动杆的配合,即可实现将放卷下来的卷材一端导流到压合机内部,接着再利用挡片、胶水、漏斗管、l形架、刮板和第三传动杆的配合,即可实现向低温抗老化防水表面均匀涂敷上胶水,之后再利用压合机的配合,即可实现将覆膜涂胶后的低温抗老化防水卷材向辅助机构方向移动。
20、4、本发明再接着利用辅助机构对其进行检测,并可以对出现气泡的位置进行处理,再之后再利用干燥机的配合,即可对覆膜涂胶后的低温抗老化防水卷材中的胶水进行干燥固化成型操作,最后再利用第三安装座、第四轴承、第四传动杆、准备的钢丝绳和收卷机的配合,即可实现将覆膜涂胶后的低温抗老化防水卷材给收卷起来。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212056.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。