一种强制作动活塞导向杆衬套热塑成型装置的制作方法
- 国知局
- 2024-08-01 03:21:56
本技术涉及高分子-金属基复合材料生产设备,尤其涉及一种强制作动活塞导向杆衬套热塑成型装置。
背景技术:
1、某航天器氧箱排气阀中强制作动活塞毛坯结构见图1所示,是排气阀的关键零部件,强制作动活塞包括活塞座和与其连接的导向杆,导向杆上沿周向设有衬套环,设计要求在强制作动活塞导向杆的衬套环上粘接聚全氟乙丙烯塑料衬套,即衬套环上用于热塑聚全氟乙丙烯塑料衬套。与不加衬套的金属-金属配合副相比,强制作动活塞的衬套不仅可以防止金属间粘滞磨损,而且衬套对多余物有抵抗能力,即使多余物进入导向杆间隙,也可减轻或消除多余物对导向杆运动的影响,从而提高排气阀的运动灵活性和可靠性。
2、聚全氟乙丙烯塑料呈化学惰性,属于难粘接的材料,聚全氟乙丙烯塑料与金属粘接包括冷粘和热塑,采用粘接剂进行冷粘,易在后期的使用中出现脱粘等问题;采用热塑需要在加热状态下充分熔融塑化,还要在热塑成型时让塑料充分受压,使其与金属基体粘接良好。
3、因强制作动活塞金属骨架较大,且导向杆为细长型,常常出现导向杆上热塑塑衬套与金属基体的结合强度无法满足工艺要求,成品率低,增加了生产成本。
技术实现思路
1、本实用新型提供一种强制作动活塞导向杆衬套热塑成型装置,该成型装置提高了塑料衬套与金属基体粘结强度,使用寿命长,成品率高,操作简便,生产成本低。
2、实用新型的上述目的是通过以下技术方案得以实现的:
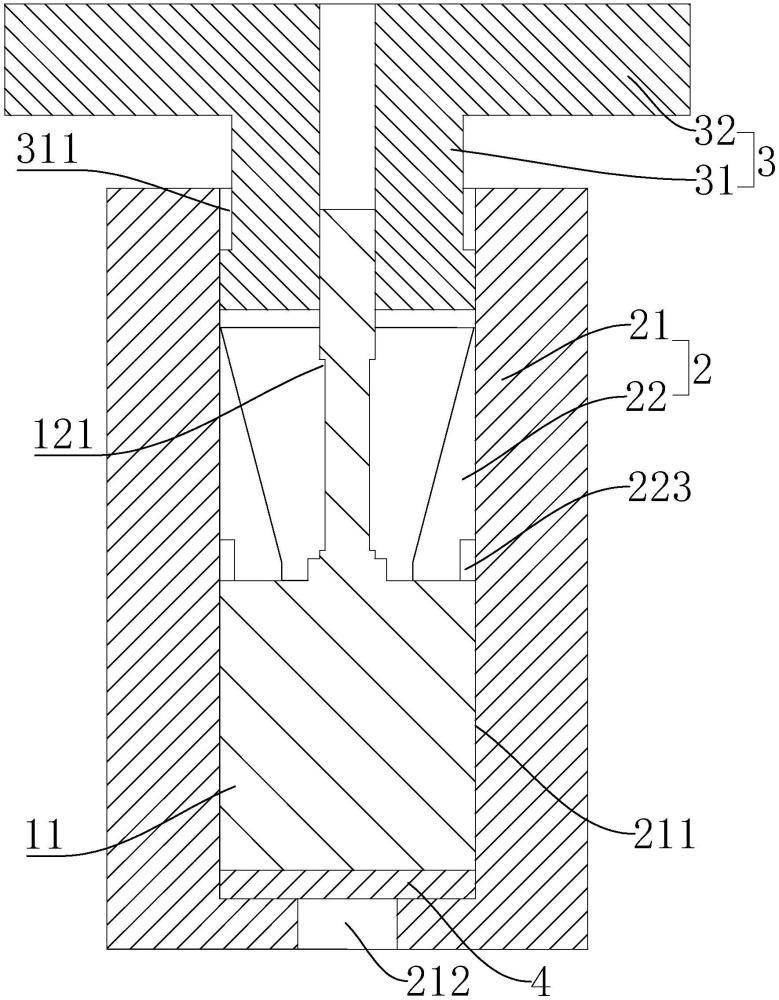
3、一种强制作动活塞导向杆衬套热塑成型装置,包括成型模组和同轴设置的冲头部,所述成型模组包括定模和同轴设置的动模,所述定模呈圆柱状,所述定模设有圆柱形的容置腔,所述容置腔与强制作动活塞的活塞座滑动适配,所述容置腔的开口朝上,所述定模的下端设有连通容置腔的通孔;所述动模整体呈圆柱状,所述动模中央设有上下贯通的热塑腔,所述动模滑设在容置腔内,所述动模沿其轴线所在的平面将动模分为两个对合的动模体,两个所述动模体的对合面两侧开设有相对的分模槽,两相对的所述分模槽共同围成楔形的分模腔;所述冲头部包括同轴固连的冲头和压盘,所述冲头部沿轴向设有与强制作动活塞的导向杆适配的引导孔,所述冲头滑设在强制作动活塞上方的容置腔中。
4、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述热塑腔呈上大下小的锥形,所述热塑腔的轴线与动模的轴线同轴。
5、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述分模腔设有两个,两个所述分模腔对称分布在动模的底端。
6、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述分模腔包括两对,一对所述分模腔位于动模的底端,另一对所述分模腔位于动模的中部。
7、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述分模腔呈外大内小的楔形腔。
8、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述引导孔贯穿冲头部。
9、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述动模的高度大于强制作动活塞的活塞座上表面到强制作动活塞的衬套环顶部的距离。
10、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述冲头与压盘一体成型。
11、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述冲头靠近压盘一端设有缩颈台阶。
12、上述的强制作动活塞导向杆衬套热塑成型装置,其中,所述容置腔的底部与强制作动活塞的活塞座之间设有底板,所述底板滑设在容置腔内。
13、综上所述,本实用新型的有益技术效果为:
14、本实用新型通过设置成型模组和同轴设置的冲头部,成型模组包括定模和与其同轴的动模,定模设有与强制作动活塞的活塞座滑动适配的容置腔,容置腔的开口朝上,定模的下端设有连通容置腔的通孔;动模滑设在容置腔内,动模中央设有上下贯通的热塑腔,动模沿其轴线所在的平面将动模分为两个对合的动模体,两个动模体的对合面两侧开设有相对的分模槽,两相对的分模槽共同围成分模腔;冲头部沿轴向设有与强制作动活塞的导向杆适配的引导孔,冲头部的冲头滑设在强制作动活塞上方的容置腔中。成型装置提高了塑料衬套与金属基体的粘结强度,提高寿命长,成品率高,操作简便,降低了生产成本。
技术特征:1.一种强制作动活塞导向杆衬套热塑成型装置,其特征在于,包括成型模组和同轴设置的冲头部,所述成型模组包括定模和同轴设置的动模,所述定模呈圆柱状,所述定模设有圆柱形的容置腔,所述容置腔与强制作动活塞的活塞座滑动适配,所述容置腔的开口朝上,所述定模的下端设有连通容置腔的通孔;所述动模整体呈圆柱状,所述动模中央设有上下贯通的热塑腔,所述动模滑设在容置腔内,所述动模沿其轴线所在的平面将动模分为两个对合的动模体,两个所述动模体的对合面两侧开设有相对的分模槽,两相对的所述分模槽共同围成分模腔;所述冲头部包括同轴固连的冲头和压盘,所述冲头部沿轴向设有与强制作动活塞的导向杆适配的引导孔,所述冲头滑设在强制作动活塞上方的容置腔中。
2.根据权利要求1所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述热塑腔呈上大下小的锥形,所述热塑腔的轴线与动模的轴线同轴。
3.根据权利要求1所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述分模腔设有两个,两个所述分模腔对称分布在动模的底端。
4.根据权利要求1所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述分模腔包括两对,一对所述分模腔位于动模的底端,另一对所述分模腔位于动模的中部。
5.根据权利要求3或4所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述分模腔呈外大内小的楔形腔。
6.根据权利要求1所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述引导孔贯穿冲头部。
7.根据权利要求1所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述动模的高度大于强制作动活塞的活塞座上表面到强制作动活塞的衬套环顶部的距离。
8.根据权利要求1所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述冲头与压盘一体成型。
9.根据权利要求8所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述冲头靠近压盘一端设有缩颈台阶。
10.根据权利要求1所述强制作动活塞导向杆衬套热塑成型装置,其特征在于,所述容置腔的底部与强制作动活塞的活塞座之间设有底板,所述底板滑设在容置腔内。
技术总结本技术涉及高分子‑金属基复合材料生产设备技术领域,公开了一种强制作动活塞导向杆衬套热塑成型装置,包括成型模组和冲头部,成型模组包括定模和动模,定模设有与强制作动活塞的活塞座滑动适配的容置腔,容置腔的开口朝上,定模下端设有连通容置腔的通孔;动模滑设在容置腔内,动模设有上下贯通的热塑腔,动模沿其轴线所在的平面将动模分为两个对合的动模体,两个动模体的对合面两侧开设有相对的分模槽,两相对的分模槽共同围成分模腔;冲头部沿轴向设有与强制作动活塞的导向杆适配的引导孔,冲头部的冲头滑设在强制作动活塞上方的容置腔中。该成型装置提高了塑料衬套与金属基体粘结强度,使用寿命长,成品率高,操作简便,生产成本低。技术研发人员:张杰刚,陈慧敏,梁兵,马少雄,李连达,王月,杨昊宸,赵显辉,刘丹,赵丽娟受保护的技术使用者:北京航天爱锐科技有限责任公司技术研发日:20231117技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212443.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表