通过焊接制造声学面板的方法与流程
- 国知局
- 2024-08-01 03:29:55
本发明涉及声衰减结构的一般领域。本发明更具体地涉及用于减少在航空器发动机以及燃气轮机或其排气中所产生的噪声的声衰减结构。
背景技术:
1、声衰减结构典型地由可穿透过待被衰减的声波的声学面板或表层以及被称为“封闭板”的全反射板或表层构成,在这两个壁之间布置有多孔体。多孔体通常地由例如蜂窝形状的一组分隔件制成,并且由包括复合中空声学元件(例如锥体)的声学面板制成。这种结构以众所周知的方式形成赫尔姆霍茨(helmholtz)型共振器,其使得能够衰减特定频率范围内的声波。在文献us 5 912 442和gb 2 314 526中特别地描述了这种类型的声衰减结构。
2、为了制作大尺寸的声衰减结构,必须制造大尺寸的声学面板。
3、通过注射和/或冲压常规地制造声学面板。然而,可实现的结构的尺寸受到制造装置的限制,例如受到注射工具的尺寸的限制。
4、由此,为了制造大尺寸的声衰减结构,可能需要组装若干较小的声学子面板,也称为声学部件。
5、使用固定系统,包括例如孔,可以进行声学部件的组装。然而,这种固定系统降低了声学性能和增加了体积。实际上,减小旨在用于声衰减的声学部件的功能面,以允许放置这些固定系统。
6、通过显著地加热声学部件之间的接合部,通过焊接,也可以组装声学部件。然而,通过热扩散,进行焊接还引起远离接合部的声学部件的部分的加热,这导致部件的变形,并且因此导致它们的几何形状的不受控制的改变。
7、因此,尽管高温,必须使用大尺寸的保持工具维持声学部件的几何形状。因此,可获得的声学结构的尺寸受到保持工具的尺寸的限制。
技术实现思路
1、因此,本发明的主要目的是制造大尺寸的声学结构,同时克服上述缺点。
2、根据本发明,借助于用于制造声学面板的方法,实现该目的,该方法包括制造由热塑性材料制成的至少第一声学部件和第二声学部件,第一声学部件和第二声学部件各自包括多个中空声学元件,第一部件包括第一接合边缘,并且第二部件包括第二接合边缘,第一部件和第二部件通过第一和第二接合边缘彼此焊接,以形成声学面板的至少一部分,
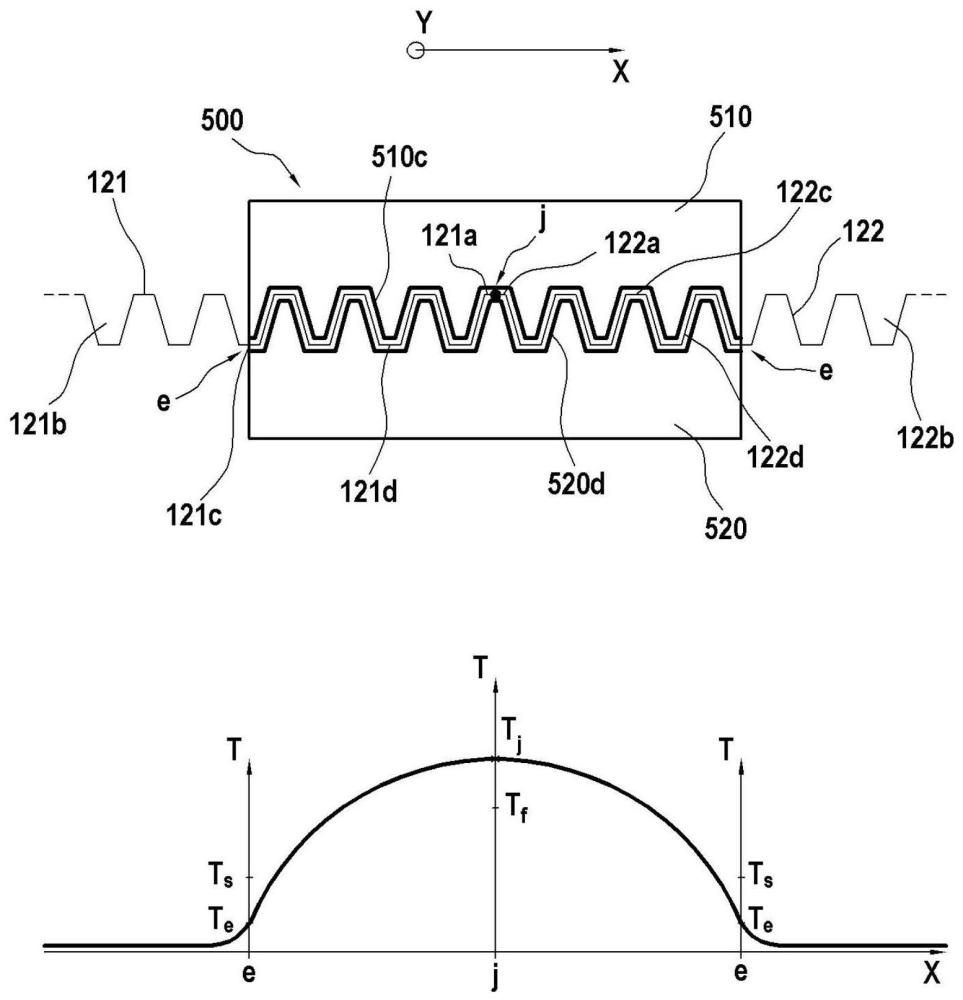
3、该方法的特征在于,在焊接操作期间,工具覆盖包括第一和第二接合边缘的第一和第二部件的部分,以便匹配所覆盖的中空声学元件的几何形状,并且特征在于,将热梯度施加在由工具所覆盖的第一部件和第二部件的部分上,以便将高于热塑性材料的玻璃转变温度或熔化温度的温度施加在第一接合边缘和第二接合边缘上,并且以便将低于或等于热塑性材料的几何稳定温度的温度施加在距离第一接合边缘和第二接合边缘最远的由工具所覆盖的中空声学元件上。
4、因此,为了制造大尺寸的声学面板,特别地令人感兴趣的是通过彼此焊接这些声学部件,组装这些声学部件,以便在不增加体积的情况下从声学角度来维持大的功能面。安装成本也降低,因为可以处理一个大的声学部件而不是若干小的声学部件。最后,通过强烈地限制必要的固定元件的数量和尺寸或者甚至完全消除固定元件,减小声学面板的总质量。
5、部件的接合边缘的焊接需要高温,这可能通过热扩散使声学部件的几何形状变形或改变,包括在远离焊接的部分中。因此,尽管高温,不必使用大尺寸的加热或保持工具维持声学部件的几何结构,本发明提出使用热梯度。
6、因此,仅位于靠近焊接的声学部件的部分经受高温,而在工具出口处,声学部件的温度足够低,以避免它们的几何形状的任何变形或改变。因此,所使用的焊接工具的尺寸显著地小于待制造的声学面板的尺寸,因此使之有可能制造大尺寸的声学面板。所使用的焊接工具也更容易处理,并且可以非常快速地重新使用。因此,它使之有可能在不同的声学部件之间相继地进行若干焊接。
7、根据本发明的一个特定特征,第一部件和第二部件的中空声学元件的一部分位于工具外部。
8、根据本发明的另一特定特征,所述第二接合边缘部分地覆盖第一接合边缘。
9、根据本发明的另一特定特征,沿着第一和第二接合边缘存在额外厚度的材料。
10、根据本发明的另一特定特征,通过执行每个工具温度区域的控制,由脉冲空气形成热梯度。
11、根据本发明的另一特定特征,热塑性材料是聚醚酰亚胺。
12、根据本发明的另一特定特征,施加在第一接合边缘和第二接合边缘上的温度大于420 °c,并且施加在距离第一接合边缘和第二接合边缘最远的由工具所覆盖的中空声学元件上的温度小于215°c。优选地,施加在距离第一和第二接合边缘最远的由工具所覆盖的中空声学元件上的温度小于200°c。
13、在由聚醚酰亚胺(pei)制成的声学部件的情况下,本文描述的温度是特别地相关的。
14、本发明进一步涉及一种用于制造声衰减结构的方法,该方法包括以下步骤:
15、- 根据本发明的方法,制造声学面板,
16、- 制造多孔体,其包括声学面板和形成声腔的多个分隔件,声学面板的每个中空的声学元件容纳在声腔中,以形成声室,
17、- 将多孔体的第一面与声学表层的组装面组装。
18、根据本发明的一个特定特征,所述方法进一步包括组装与声学表层所覆盖的第一面相对的第二面和封闭表层的组装面。
19、本发明进一步涉及一种航空发动机壳体或航空推进组件壳体,包括根据本发明的方法制造的至少一个声衰减结构。
技术特征:1.一种用于制造声学面板(120)的方法,包括由热塑性材料所制成的至少第一声学部件(121)和第二声学部件(122)制造,所述第一声学部件和第二声学部件各自包括多个中空声学元件(121b,122b),第一部件(121)包括第一接合边缘(121a),并且第二部件(122)包括第二接合边缘(122a),第一部件(121)和第二部件(122)通过第一接合边缘(121a)和第二接合边缘(122a)彼此焊接,以形成声学面板(120)的至少一部分,
2.根据权利要求1所述的制造方法,其中,第一部件(121)和第二部件(122)的中空声学元件(121b、122b)的一部分位于工具(500)的外部。
3.根据权利要求1或2所述的制造方法,其中,第二接合边缘(122a)部分地覆盖第一接合边缘(121a)。
4.根据权利要求1或2所述的制造方法,其中,沿着第一接合边缘(121a)和第二接合边缘(122a)存在额外厚度的材料(123)。
5.根据权利要求1至4中任一项所述的制造方法,其中,通过脉冲空气制成热梯度。
6.根据权利要求1至5中任一项所述的制造方法,其中,热塑性材料是聚醚酰亚胺。
7.根据权利要求6所述的制造方法,其中,施加在第一接合边缘(121a)和第二接合边缘(122a)上的温度(tj)大于420°c,并且其中,施加在距离第一接合边缘(121a)和第二接合边缘(122a)最远的由工具(500)所覆盖的中空声学元件(121b,122b)上的温度(te)小于215°c。
8.一种用于制造声衰减结构(100)的方法,包括以下步骤:
9.根据权利要求8所述的制造方法,进一步包括将多孔体的与声学表层(110)所覆盖的第一面相对的第二面与封闭表层(140)的组装面组装。
10.一种航空发动机壳体,包括根据如权利要求8或9所述的方法制造的至少一个声衰减结构(100)。
技术总结本发明涉及一种用于通过焊接热塑性材料的至少两个声学部件(121,122)制造声学面板(120)的方法,其中,在焊接操作期间将热梯度施加到声学部件(121,122),以便将高于材料的玻璃转变温度或熔化温度(T<subgt;f</subgt;)的温度(T<subgt;j</subgt;)施加到待焊接的区域,并且以便将低于或等于材料的几何稳定温度(T<subgt;s</subgt;)的温度(T<subgt;e</subgt;)施加到距离待焊接的区域最远的部分上。技术研发人员:尼古拉·皮埃尔·朗方,雨果·劳伦特·阿尔格拉夫,帕特里克·邓利维受保护的技术使用者:赛峰集团技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212739.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表