一种坯料均匀受热的瓶体成型工艺的制作方法
- 国知局
- 2024-08-01 03:30:23
本发明涉及瓶体成型,具体的说是一种坯料均匀受热的瓶体成型工艺。
背景技术:
1、瓶体坯料在拉吹塑成型工艺加工时,因加热装置布置不当,坯料受热不均,使得坯料熔化软化不充分,导致拉伸、吹塑后,坯料变形扩张不稳定,坯料成型壁厚不均,表面不够平滑,使得坯料成品不达标,且加工成型能耗较大,制造耗时较长,效率低。
技术实现思路
1、本发明的目的在于:为了解决瓶体坯料在拉吹塑成型工艺加工时,因加热装置布置不当,坯料受热不均,使得坯料熔化软化不充分,导致拉伸、吹塑后,坯料变形扩张不稳定,坯料成型壁厚不均,表面不够平滑,使得坯料成品不达标,且加工成型能耗较大,制造耗时较长,效率低的问题,而提供一种坯料均匀受热的瓶体成型工艺。
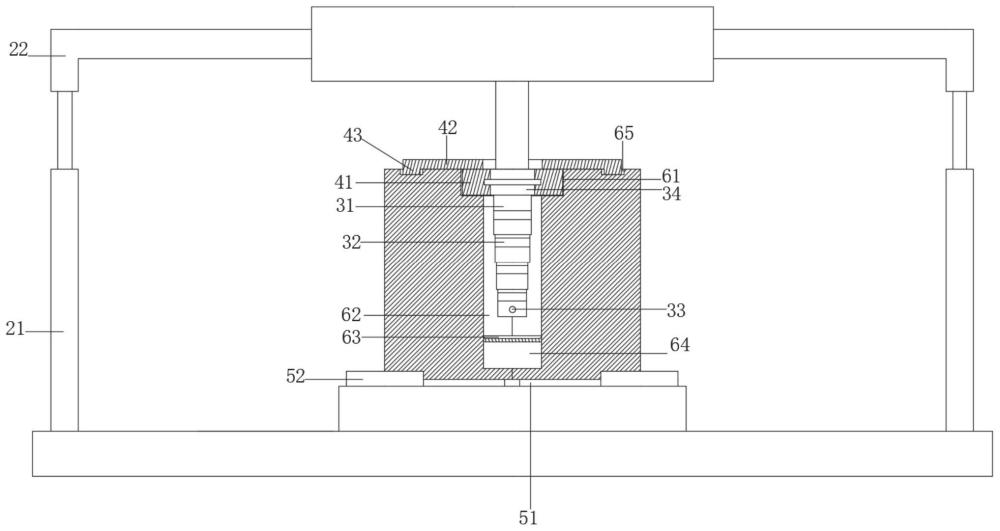
2、为了实现上述目的,本发明采用如下技术方案:一种坯料均匀受热的瓶体成型工艺,瓶体成型工艺基于成型装置进行瓶体坯料加工制造,成型装置包括:口模,通过支架升降连接在工作台上,口模的底部设置可进行伸缩活动的成型杆件,成型杆件上设置吹气口和若干个加热环;合模底座,通过旋转电机旋转连接在工作台上,顶面设置驱动机构;两半圆柱型模体,相对滑动设置于驱动机构上,两半圆柱型的模体拼接中央形成口模腔体和成型腔体,成型腔体底部弹性连接底膜,瓶体成型工艺包括以下步骤:
3、s1装配:驱动两模体闭合,将底膜弹性装填至成型腔体内,坯料放入成型腔体内;
4、s2合模:支架带动口模下移,进行口模与口模腔体闭合;
5、s3预热:加热环对坯料进行加热且加热环设定温度由下至上依次递减,合模底座和模体同步带动坯料沿其轴线旋转;
6、s4拉吹塑成型:成型杆件伸长,配合底膜,将坯料拉长,吹气口向成型腔体内注入气体,使得坯料扩张成型;
7、s5定型开模:进行吹塑后坯料冷却定型,吹气口排气,口模上移,驱动两模体向外移动开模,将吹塑后坯料取出。
8、作为上述技术方案的进一步描述:
9、支架固定于工作台上,支架包括立柱和通过气缸或电机升降连接在立柱上的升降平台。
10、作为上述技术方案的进一步描述:
11、成型杆件呈倒置塔状,包括同轴由上至下布设且由上至下截面尺寸不断缩小的上杆件、若干个中层杆件以及下杆件,成型杆件外侧竖直方向等距布设加热环。
12、作为上述技术方案的进一步描述:
13、上杆件底部设置环形槽,环形槽内侧设置限位凸缘,中层杆件底部与上杆件底部结构相同,下杆件顶部设置凸字型槽,中层杆件顶部与下杆件顶部结构相同,相邻的上杆件、中层杆件和下杆件的环形槽和凸字型槽相互嵌合并通过内侧的弹性套圈进行弹性连接。
14、作为上述技术方案的进一步描述:
15、成型杆件顶部设置连接件,连接件底部设置连接驱动电机的驱动杆,驱动杆穿入成型杆件的内腔体并固定在下杆件的内腔体底部,连接件侧面的凸筋与合模件进行旋转连接。
16、作为上述技术方案的进一步描述:
17、合模件包括与口模腔体进行口模拼合密封的口模合模块和合模盘,合模盘底部设置若干个卡块,卡块卡接在模体顶部的卡槽内。
18、作为上述技术方案的进一步描述:
19、合模底座在驱动机构的外侧设置弧形挡板,弧形挡板内侧设置缓冲垫层。
20、作为上述技术方案的进一步描述:
21、成型腔体在底膜的底部设置弹性块。
22、作为上述技术方案的进一步描述:
23、模体的拼接处设置锁止结构,锁止结构包括设置于两模体同侧的翻板和紧固件,翻板铰接在模体侧面。
24、综上所述,由于采用了上述技术方案,本发明相较于现有技术具备以下有益效果:
25、1、本瓶体成型工艺通过直线电机驱动两模体进行相向合模、相背开模,通过成型杆件侧面的加热环进行坯料内侧各水平层面的均匀加热预热,并通过模体旋转,带动坯料旋转,进一步提高坯料受热均匀性,且通过旋转离心作用,在气体注入后,使得熔化的坯料水平层面均匀的扩张成型,成型杆件对坯料进行拉伸,配合温度梯度设置的加热环加热作用,形成明显的温差,使得气流快速充入,提高成型效率,高温气流向上移动,进行顶部相对低温处热量补充,在保证坯料软化的基础上,降低了能耗,且不同加热温度,形成坯料不同位置的不同软化程度,使得成型杆件进行拉伸时,坯料分布更加均匀,提高坯料壁厚一致性,保证了坯料成型质量。
26、2、成型杆件的倒置塔状设计,适当延长了成型腔体内上升的气流在坯料内侧的停留时间,保证坯料均匀受热和软化熔化效率。
27、3、合模件、锁止结构配合模体,在不影响模体旋转的前提下,使得两模体闭合后相对定位更加稳定。
28、4、底膜与成型腔体弹性连接,便于配合成型杆件拉伸,且模体开模时,可通过反向弹力将成型坯料顶出,使得坯料拉吹塑成型更加高效。
技术特征:1.一种坯料均匀受热的瓶体成型工艺,其特征在于,所述瓶体成型工艺基于成型装置进行瓶体坯料加工制造,所述成型装置包括:口模,通过支架升降连接在工作台上,所述口模的底部设置可进行伸缩活动的成型杆件,所述成型杆件上设置吹气口和若干个加热环;合模底座,通过旋转电机旋转连接在所述工作台上,顶面设置驱动机构;两半圆柱型模体,相对滑动设置于所述驱动机构上,两半圆柱型的所述模体拼接中央形成口模腔体和成型腔体,所述成型腔体底部弹性连接底膜,所述瓶体成型工艺包括以下步骤:
2.根据权利要求1所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述支架固定于所述工作台上,所述支架包括立柱和通过气缸或电机升降连接在所述立柱上的升降平台。
3.根据权利要求1所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述成型杆件呈倒置塔状,包括同轴由上至下布设且由上至下截面尺寸不断缩小的上杆件、若干个中层杆件以及下杆件,所述成型杆件外侧竖直方向等距布设所述加热环。
4.根据权利要求3所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述上杆件底部设置环形槽,所述环形槽内侧设置限位凸缘,所述中层杆件底部与上杆件底部结构相同,所述下杆件顶部设置凸字型槽,所述中层杆件顶部与下杆件顶部结构相同,相邻的所述上杆件、中层杆件和下杆件的环形槽和凸字型槽相互嵌合并通过内侧的弹性套圈进行弹性连接。
5.根据权利要求3所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述成型杆件顶部设置连接件,所述连接件底部设置连接驱动电机的驱动杆,所述驱动杆穿入所述成型杆件的内腔体并固定在所述下杆件的内腔体底部,所述连接件侧面的凸筋与合模件进行旋转连接。
6.根据权利要求5所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述合模件包括与所述口模腔体进行口模拼合密封的口模合模块和合模盘,所述合模盘底部设置若干个卡块,所述卡块卡接在所述模体顶部的卡槽内。
7.根据权利要求1所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述合模底座在所述驱动机构的外侧设置弧形挡板,所述弧形挡板内侧设置缓冲垫层。
8.根据权利要求1所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述成型腔体在所述底膜的底部设置弹性块。
9.根据权利要求1所述的一种坯料均匀受热的瓶体成型工艺,其特征在于,所述模体的拼接处设置锁止结构,所述锁止结构包括设置于两所述模体同侧的翻板和紧固件,所述翻板铰接在所述模体侧面。
技术总结本发明公开了一种坯料均匀受热的瓶体成型工艺,以及相对应的成型装置。本瓶体成型工艺通过直线电机驱动两模体合模开模,成型杆件侧面的加热环进行坯料内侧均匀加热预热,并通过模体和坯料旋转,提高坯料各水平层面受热均匀性,且通过旋转离心作用,在气体注入后,使得熔化的坯料水平层面均匀的扩张成型,倒置塔状设计的成型杆件对坯料进行拉伸,配合温度梯度设置的加热环加热作用,形成明显的温差,使得气流快速充入,提高成型效率,高温气流向上移动,进行顶部热量补充,保证坯料软化,降低了能耗,且形成坯料不同位置的不同软化程度,使得成型杆件进行拉伸时,坯料分布更加均匀,提高了坯料成型质量。技术研发人员:席柏林受保护的技术使用者:苏州锦新纳米科技有限公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/212778.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表