一种手球组件的定位软胶工装装置及组装方法与流程
- 国知局
- 2024-08-01 03:31:26
本发明涉及汽车零部件,具体涉及一种手球组件的定位软胶工装装置及组装方法。
背景技术:
1、汽车手球生产加工多采取顶部面盖与手球支架分开加工再组装的形式,通过将顶部面盖倒置于定位工装上,面盖对应于手球支架的连接面覆有粘接胶体,升降装置夹持手球支架向下移动实现顶部面盖与夹持手球支架的压合。
2、而传统硬质面盖定位工装在装配过程中会出现如下问题:工装如按零部件上公差加工装匹配间隙,对于小于上公差的零部件,会出现定位不准,影响组装合格率;如以零部件下公差加工装匹配间隙,又会出现大于下公差零部件贴合时,对外形磨损或者刮伤等问题,亦影响合格率,尤其为提高手球美观度,顶部面盖多采用水晶等透光材质并将面盖加工成多面体增加光折射,传统定位工装下,手球支架下压过程中易导致水晶面盖应力集中造成面盖破碎。
技术实现思路
1、本发明的目的是为了克服现有技术存在的缺点和不足,而提供一种手球组件的定位软胶工装装置及组装方法。
2、本发明所采取的技术方案如下:
3、本发明的第一个方面提供了一种手球组件的定位软胶工装装置,包括定位座,所述手球组件包括手球支架和面盖,
4、所述定位座上端开设有定位槽,定位槽底部具有与面盖表面形状适配的柔性承托面,定位槽在水平第一方向a上的两侧内壁具有贴合于面盖外壁并限制面盖沿水平第一方向a及其相反方向移动的柔性抵接面。
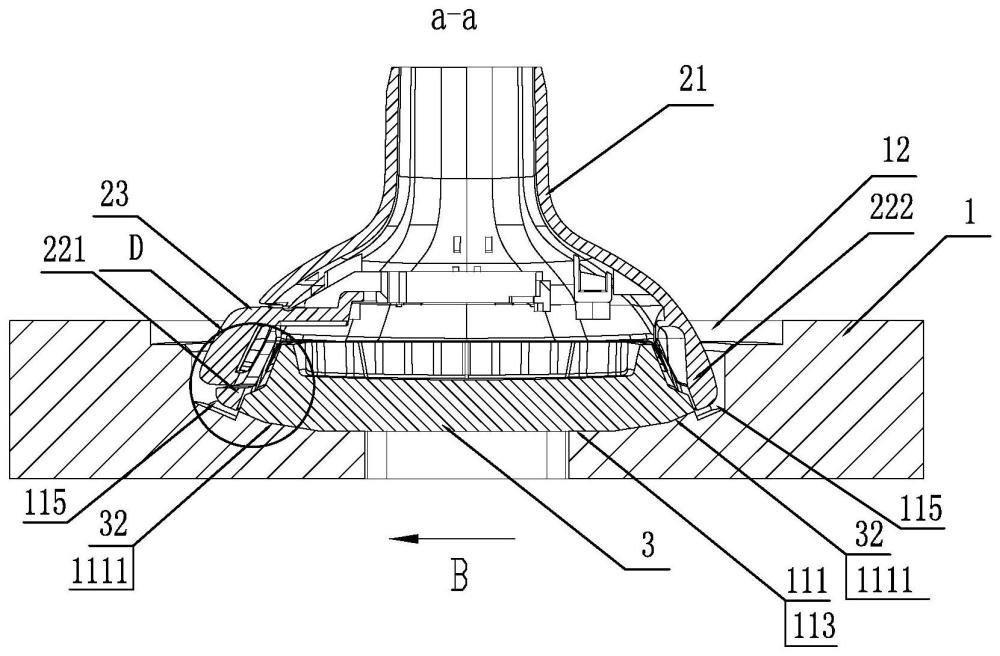
5、优选的,所述面盖于垂直于水平第一方向a的水平第二方向b上的两端向上弯折并与其中央表面之间形成过渡曲面,所述柔性承托面于水平第二方向b上两端对应地具有与过渡曲面形状适配的对心曲面。
6、优选的,面盖两端的过渡曲面对称设置。
7、优选的,所述定位座为一体成型的柔性件。
8、优选的,所述手球支架为空腔结构并包括连成一体的底座连接部和与面盖形状适配的上连接部,
9、所述上连接部对应于面盖的底面向下延伸有第一插合凸部和第二插合凸部,第一插合凸部和第二插合凸部对称地位于面盖水平第二方向b上的相对两侧,
10、第一插合凸部和第二插合凸部相对于彼此的至少部分内侧面与上连接部的底面形成第一贴合面,面盖于水平第一方向a上的两端向上弯折并与其位于水平第二方向b上的两侧面形成第二贴合面,第二贴合面与第一贴合面对应配合,
11、所述手球支架向面盖移动的过程中,具有第一插合凸部和第二插合凸部伸入定位槽且第二贴合面与第一贴合面相抵的第一贴合位置;
12、定位槽在水平第二方向b上的宽度大于上连接部的尺寸使得二者之间具有供手球支架沿水平第二方向b或其相反方向移动的调节间隙。
13、优选的,所述定位座于定位槽上方开设有与定位槽同心设置并连通的容错槽,容错槽尺寸大于定位槽且其内壁与定位槽顶部开口之间形成容错平面,
14、面盖位于柔性承托面上并相贴合时,面盖顶部端面与容错平面位于同一平面。
15、优选的,所述定位槽底部向上延伸有承托凸部,所述承托凸部上表面形成柔性承托面,所述承托凸部与定位槽于水平第二方向b上的两内侧壁之间分别形成可供第一插合凸部、第二插合凸部伸入的柔性缓冲槽。
16、优选的,所述面盖于水平第二方向b上的两端具有第一导向斜面,第一插合凸部、第二插合凸部底部内周对应地设置有与第一导向斜面形成配合的第二导向斜面,
17、所述承托凸部于水平第二方向b上的两侧具有第三导向斜面,所述第三导向斜面与对应一侧的第一导向斜面位于同一平面,
18、第一导向斜面、第三导向斜面和定位槽底面形成v形导向槽,
19、所述上连接部于水平第二方向b上的一侧外部沿水平第二方向b的平行方向设置有延伸至上连接部内部的解锁按钮,
20、当解锁按钮受到向下压力时,解锁按钮作用于第一插合凸部的应力方向指向第一导向斜面和第三导向斜面的交界处。
21、优选的,所述定位座底部中心设置有顶出孔。
22、本发明的第二个方面是提供一种基于如上所述的定位软胶工装装置的手球组件的组装方法,包括以下步骤:
23、s1、将面盖放置于定位座的对应位置上;
24、s2、在面盖的第二贴合面覆上双面胶体;
25、s3、将手球支架移动至对应于面盖的水平位置,手球支架上连接部的一端朝向为下;
26、s4、通过升降装置带动手球支架向下移动与面盖插合,手球支架的第一贴合面与双面胶体粘结;
27、s5、通过顶出孔将粘结后的手球组件顶出,移走手球组件。
28、本发明的有益效果如下:通过非刚性的承托面及抵接面对面盖形成轴向及水平方向上的定位,有效解决工装加工尺寸设置的难题,降低了对手球支架及其升降装置定位的精确度要求,有利于连续化组装生产,同时保护面盖外形,提高加工良品率。
技术特征:1.一种手球组件的定位软胶工装装置,包括定位座(1),所述手球组件包括手球支架(2)和面盖(3),其特征在于:
2.根据权利要求1的一种手球组件的定位软胶工装装置,其特征在于:所述面盖(3)于垂直于水平第一方向(a)的水平第二方向(b)上的两端向上弯折并与其中央表面之间形成过渡曲面(32),所述柔性承托面(111)于水平第二方向(b)上两端对应地具有与过渡曲面(32)形状适配的对心曲面(1111)。
3.根据权利要求2的一种手球组件的定位软胶工装装置,其特征在于:面盖(3)两端的过渡曲面(32)对称设置。
4.根据权利要求1的一种手球组件的定位软胶工装装置,其特征在于:所述定位座(1)为一体成型的柔性件。
5.根据权利要求1或4的一种手球组件的定位软胶工装装置,其特征在于:所述手球支架(2)为空腔结构并包括连成一体的底座连接部(21)和与面盖(3)形状适配的上连接部(22),
6.根据权利要求5的一种手球组件的定位软胶工装装置,其特征在于:所述定位座(1)于定位槽(11)上方开设有与定位槽(11)同心设置并连通的容错槽(12),容错槽(12)尺寸大于定位槽(11)且其内壁与定位槽(11)顶部开口之间形成容错平面(121),
7.根据权利要求5的一种手球组件的定位软胶工装装置,其特征在于:所述定位槽(11)底部向上延伸有承托凸部(113),所述承托凸部(113)上表面形成柔性承托面(111),所述承托凸部(113)与定位槽(11)于水平第二方向(b)上的两内侧壁之间分别形成可供第一插合凸部(221)、第二插合凸部(222)伸入的柔性缓冲槽(115)。
8.根据权利要求7的一种手球组件的定位软胶工装装置,其特征在于:所述面盖(3)于水平第二方向(b)上的两端具有第一导向斜面(33),第一插合凸部(221)、第二插合凸部(222)底部内周对应地设置有与第一导向斜面(33)形成配合的第二导向斜面(224),
9.根据权利要求1的一种手球组件的定位软胶工装装置,其特征在于:所述定位座(1)底部中心设置有顶出孔(13)。
10.一种基于权利要求1-9任一项所述的定位软胶工装装置的手球组件的组装方法,其特征在于,包括以下步骤:
技术总结本发明提供一种手球组件的定位软胶工装装置及组装方法,包括定位座,所述手球组件包括手球支架和面盖,所述定位座上端开设有定位槽,定位槽底部具有与面盖表面形状适配的柔性承托面,定位槽在水平第一方向A上的两侧内壁具有贴合于面盖外壁并限制面盖沿水平第一方向A及其相反方向移动的柔性抵接面。通过非刚性的承托面及抵接面对面盖形成轴向及水平方向上的定位,有效解决工装加工尺寸设置的难题,降低了对手球支架及其升降装置定位的精确度要求,有利于连续化组装生产,同时保护面盖外形,提高加工良品率。技术研发人员:胡斌,刘志红,胡云霞,徐超,方建中,倪佑星,李志明,韩后继,袁道平,黄梦雅,林峰,吴晓昂受保护的技术使用者:浙江长江汽车电子有限公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/212875.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表