用于成型复合材料客车车体的模具及车体成型方法与流程
- 国知局
- 2024-08-01 03:31:24
本发明涉及复合材料成型,更具体地说,涉及一种用于成型复合材料客车车体的模具及车体成型方法。
背景技术:
1、在客车制造企业,为增加配件通用性,降低车辆制造成本,往往采取一种龙门曲线(车辆横截面外轮廓线)作为系列车型的通用龙门曲线,仅通过增减车身长度来改变载客量。
2、采用复合材料成型客车侧围或顶盖是客车轻量化的一种有效解决方案,由于客车侧围包含有车窗、车门等结构,客车顶盖包含有空调进出风口、安全逃生口等结构,因此、在实际生产制造中,龙门曲线相同车身长度不同的复合材料客车侧围或顶盖需要根据车身长度制造独立的模具用于客车侧围或顶盖的成型。
3、在现有的生产制过程中,一般是根据不同的客车设计要求来选用与之相对应的模具,因此一套模具仅能用于成型一种客车车体,当需要生产制造另一种客车车体时,又得制造另一套与之对应的模具,这无疑大大增加了制造生产的成本。
技术实现思路
1、(一)要解决的技术问题
2、本发明要解决的技术问题是现有的用于成型复合材料客车车体的模具的通用性差,使得制造成本增加。
3、(二)技术方案
4、为实现上述目的,本发明采用的技术方案是:
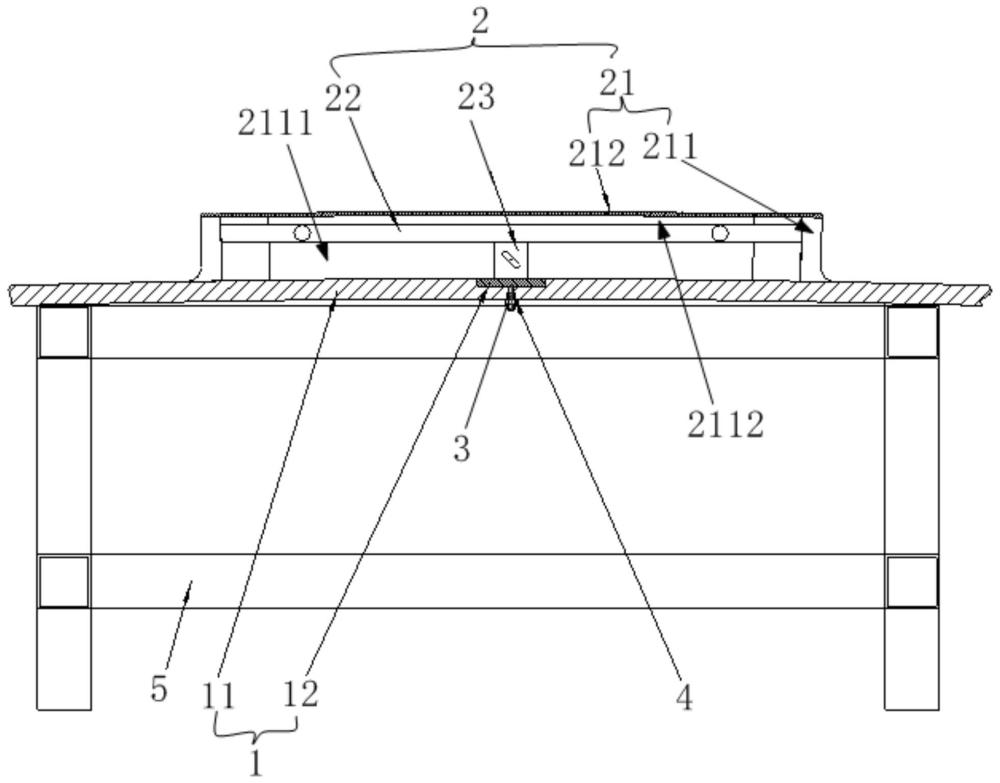
5、第一方面,本发明提供一种用于成型复合材料客车车体的模具,包括底模和多个活块;底模包括具有预设龙门曲线型面的模具壳体,以及嵌于所述模具壳体的型面表面的磁性板材,所述磁性板材沿所述模具壳体的长度方向布设;所述活块包括框架、滑轨以及磁力座,所述磁力座的一端吸附于所述磁性板材,所述磁力座的另一端滑动连接于所述滑轨,所述滑轨的长度方向垂直于所述磁性板材的长度方向,所述框架固定连接于所述滑轨。
6、优选地,所述模具壳体包括左侧围模具、右侧围模具以及顶盖模具;所述框架包括车窗框架、车门框架、空调进风口框架、空调出风口框架以及逃生出口框架。
7、优选地,所述模具壳体与所述磁性板材一体成型。
8、优选地,还包括螺柱和螺母,所述模具壳体上设有孔洞,所述螺柱的一端固定连接于所述磁性板材,所述螺柱的另一端穿过所述孔洞并与所述螺母螺纹连接,以将所述磁性板材与所述模具壳体紧固。
9、优选地,所述框架包括侧模和盖板,所述侧模设有容置腔和与所述容置腔相连通的开口,所述滑轨连接于所述容置腔的内壁,所述盖板连接于所述侧模以将所述开口封闭。
10、优选地,所述磁性板材的长度与所述模具壳体的长度相等。
11、优选地,所述磁性板材具有用于吸附所述磁力座的外型面,所述外型面为裸露面,且所述外型面与所述模具壳体的型面连接构成所述预设龙门曲线型面。
12、优选地,还包括架体,所述模具壳体连接于所述架体形成一体式框架结构。
13、第二方面,本发明还提供一种车体成型方法,通过上述技术方案中任一种所述的用于成型复合材料客车车体的模具来实现复合材料客车车体的成型,所述车体成型方法包括以下步骤:
14、s1、将底模和与之对应的多个活块进行组装,使得每个活块的磁力座能够吸附于磁性板材;
15、s2、沿所述磁性板材的长度方向移动所述磁力座,实现活块在底模的长度方向上的横向定位;
16、s3、横向定位完成后,使所述磁力座通磁,以将所述磁力座吸附固定于所述磁性板材的对应位置处;
17、s4、驱动所述框架沿滑轨的长度方向移动,将所述框架移动至预设位置处后,锁紧所述框架,使得所述框架与所述磁力座的相对位置固定,实现活块在底模的高度方向上的纵向定位;
18、s5、纵向定位完成后,将增强体材料铺覆于所述底模和所述活块的外型面上,然后灌注树脂,固化成型,获得所述复合材料客车车体。
19、优选地,所述复合材料客车车体包括左侧围车体、右侧围车体以及顶盖车体,所述车体成型方法还包括以下步骤:
20、s6、将所述左侧围车体连接固定于所述顶盖车体的左侧,将所述右侧围车体连接固定于所述顶盖车体的右侧,以形成复合材料客车车身。
21、(三)有益效果
22、本发明的上述技术方案至少具有如下优点:
23、1、模具壳体的制作难度降低,模具壳体仅为对应预设龙门曲线的单向延展,没有凹陷或凸台。
24、2、通过改变不同尺寸活块的在底模上的摆放位置,能快速形成对应长度的客车侧围模具或客车顶盖模具,组装便捷。
25、3、各活块通过磁力座磁吸固定在模具壳体的型面上,固定牢固且不损伤模具表面,同时方便拆装,拆装后的模具壳体能再次回收用于其他具有相同预设龙门曲线的车体的制造,大大节省了模具生产的成本,快速响应车型切换生产节拍,非常适合中小批量客车车体的生产。
26、4、通过在磁性板材上磁吸固定活块,既可保证模具壳体的气密性,又可避免采用螺栓固定活块带来的模具制造难度。
27、5、框架通过磁力座吸附固定于磁性板材上,通过沿模具壳体的长度方向布设的磁性板材,可以实现框架在模具壳体的长度方向上位置的调节;磁力座的另一端滑动连接于滑轨,滑轨的长度方向垂直于磁性板材的长度方向,通过调节磁力座在滑轨上位置,可以实现框架在模具壳体的高度方向上位置的调节,通过上述方式的配合,可以实现框架在模具壳体上无损伤的定位。
技术特征:1.一种用于成型复合材料客车车体的模具,其特征在于,包括:
2.如权利要求1所述的用于成型复合材料客车车体的模具,其特征在于,所述模具壳体包括左侧围模具、右侧围模具以及顶盖模具;所述框架包括车窗框架、车门框架、空调进风口框架、空调出风口框架以及逃生出口框架。
3.如权利要求1所述的用于成型复合材料客车车体的模具,其特征在于,所述模具壳体与所述磁性板材一体成型。
4.如权利要求1所述的用于成型复合材料客车车体的模具,其特征在于,还包括螺柱和螺母,所述模具壳体上设有孔洞,所述螺柱的一端固定连接于所述磁性板材,所述螺柱的另一端穿过所述孔洞并与所述螺母螺纹连接,以将所述磁性板材与所述模具壳体紧固。
5.如权利要求1所述的用于成型复合材料客车车体的模具,其特征在于,所述框架包括侧模和盖板,所述侧模设有容置腔和与所述容置腔相连通的开口,所述滑轨连接于所述容置腔的内壁,所述盖板连接于所述侧模以将所述开口封闭。
6.如权利要求1所述的用于成型复合材料客车车体的模具,其特征在于,所述磁性板材的长度与所述模具壳体的长度相等。
7.如权利要求1所述的用于成型复合材料客车车体的模具,其特征在于,所述磁性板材具有用于吸附所述磁力座的外型面,所述外型面为裸露面,且所述外型面与所述模具壳体的型面连接构成所述预设龙门曲线型面。
8.如权利要求1所述的用于成型复合材料客车车体的模具,其特征在于,还包括架体,所述模具壳体连接于所述架体形成一体式框架结构。
9.一种车体成型方法,其特征在于,通过如权利要求1-8任一种所述的用于成型复合材料客车车体的模具来实现复合材料客车车体的成型,所述车体成型方法包括以下步骤:
10.如权利要求9所述的一种车体成型方法,其特征在于,所述复合材料客车车体包括左侧围车体、右侧围车体以及顶盖车体,所述车体成型方法还包括以下步骤:
技术总结本发明提供了一种用于成型复合材料客车车体的模具及车体成型方法,其中,模具包括底模和多个活块;底模包括具有预设龙门曲线型面的模具壳体,以及嵌于模具壳体的型面表面的磁性板材,磁性板材沿模具壳体的长度方向布设;活块包括框架、滑轨以及磁力座,磁力座的一端吸附于磁性板材,磁力座的另一端滑动连接于滑轨,滑轨的长度方向垂直于磁性板材的长度方向,框架固定连接于滑轨。采用本发明方案制造的模具,能实现一个侧围底模生产不同长度的侧围车体,一个顶盖底模生产不同长度的顶盖车体,大幅降低模具成本,快速响应车型切换生产节拍,非常适合中小批量的生产。技术研发人员:丁晓春,岳海阔,肖志远,刘宾宾,胡孝才受保护的技术使用者:中航复合材料有限责任公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/212871.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。