具有覆盖有多孔膜的排气孔的模制元件和用于制造这种模制元件的方法与流程
- 国知局
- 2024-08-01 03:30:48
本发明涉及一种模制元件和一种用于制造该模制元件的方法。更具体地,本发明涉及轮胎固化模具的模制元件和轮胎固化模具的该模制元件的制造。轮胎表示这样的一种外胎,所述外胎特别地由各种橡胶配混物和增强元件组成,安装在轮辋上并且填充有空气或特定气体,从而与轮辋形成车轮。轮胎还表示这样的一种外胎,所述外胎特别地由各种橡胶配混物和增强元件组成,安装在轮辋上并且未填充空气或特定气体,从而与轮辋形成车轮。固化模具中排气孔的存在对于排出空气是必要的,当模具闭合时,空气可能困在待模制的物体和固化模具之间,并且可能妨碍待模制的物体的材料与固化模具的模制表面相一致。特别地,排气孔在模具不能自然地排出空气的分隔区域中是必要的,如在相对于彼此可移动的两个模制元件的界面处的情况。
背景技术:
1、根据文献wo2016012690,排气孔可以呈现安装在模制元件中形成的孔中的阀的形式。该解决方案的第一个缺点为制造孔然后安装阀所需的时间较长,特别是当模制元件包括多个排气孔时。阀的另一个缺点为它们会在使用该模具制造的轮胎上留下痕迹。
2、文献kr101384920提出使用直接集成在模制元件中并且在模制元件的模制表面侧具有横截面减小的开口的排气孔代替排气阀。更详细地,在模制表面侧上,减小的排气孔的横截面减小的开口的宽度在0.02mm至0.1mm之间。不幸的是,这些排气孔的横截面减小的开口不足以完全防止未来轮胎的橡胶材料渗透到这些排气孔中,并且其也无法对抗轮胎固化产生的烟尘颗粒对这些排气孔的污染。此外,这些横截面减小的排气孔也会在轮胎固化之后在轮胎上留下痕迹和/或毛刺。最后,应当注意,文献kr101384920并未提及用于制造包括这种具有横截面减小的开口的排气孔的模制元件的方法。
3、文献wo2016015927描述了一种用于制造具有排气狭槽的模制元件的方法,所述排气狭槽的宽度在30μm至130μm之间,优选地在30μm至80μm之间。根据该文献wo2016015927,在第一步骤中,在铸造厂中制造不具有排气孔的模制元件,然后在第二步骤中,通过使用激光束,使用包含在水射流中的激光束或者通过电子束除去材料来在模具中产生排气孔。然而,该文献wo2016015927并未提供任何用于完全防止未来轮胎的橡胶材料渗透到这些排气孔中或者用于对抗轮胎固化产生的烟尘颗粒污染这些排气孔的解决方案。
4、类似于刚刚引用的文献,还已知文献ep0591745,其提出了这样的一种解决方案,所述解决方案旨在使轮胎固化模具在不在该模具的模制元件中设置排气孔的情况下进行排气。为此,文献ep0591745规定在制造模制元件时将多孔膜施加至模制元件的模制表面,该多孔膜能够将空气从模制表面引导至位于模制元件上的自然排气路径,例如同一个模具的两个模制元件之间的界面处。由于该文献ep0591745提供的多孔膜施加方法,某些刀槽片的基部被多孔膜覆盖,并且可能构成用于使空气向设置在模制元件背部的间隙排出的路径。
5、在文献ep0591745中描述的排气解决方案(其旨在避免在模制元件中形成排气孔或狭槽)并未向具有多个分隔区域的固化模具提供足够的排气流量。此外,存在于刀槽片基部和模制元件厚度中的多孔膜难以清洗,并且在模具的几个使用周期之后将最终不可逆转地堵塞。最后,由于在文献ep0591745中提供的多孔膜具有100μm至500μm的相对较大的厚度,因此在模制元件的尺寸确定和设计的上游工艺中必须考虑这一点,以免对未来轮胎的尺寸产生不利影响。
技术实现思路
1、本发明的目的为通过提供一种排气解决方案来克服现有技术的排气解决方案的缺点,本发明排气解决方案的制造成本比具有阀的解决方案更低,具有防止受到污染的排气孔,并且能够向具有多个分隔区域的模具提供足够的排气流量,同时避免对确定模制元件尺寸的上游工艺产生不利影响。
2、为此,本发明涉及一种用于制造固化模具的模制元件的方法,所述模制元件包括模制内表面和位于所述模制内表面相对侧的外表面,并且所述模制元件包括至少一个排气孔,空气可以通过所述排气孔在模制元件的模制内表面和外表面之间穿过。
3、根据本发明,制造方法包括以下步骤:
4、a)制造模制元件,并在该模制元件中制造至少一个排气孔,
5、b)将多孔层施加到模制元件的模制内表面和至少一个排气孔通向的区域中,所述多孔层在排气孔的出口处形成多孔覆盖物,并且在步骤b)中施加的多孔层的厚度在5μm至100μm之间,优选地在50μm至100μm之间。
6、有利地,多孔覆盖物减少了可以穿过排气孔的空气的量,但不会完全堵塞排气孔。因此,多孔覆盖物能够显著地限制(或甚至避免)模制材料渗透到排气孔中。此外,由于其孔隙的尺寸较小,多孔覆盖物还能够限制物体(例如轮胎)固化产生的烟尘颗粒对排气孔的污染。
7、有利地,由于还具有非粘性特性,因此多孔层还能够促进从模具中取出物体。
8、有利地,多孔层的较小厚度不会对设计模制元件的上游工艺产生不利的影响。
9、有利地但不必要地,本发明还可以规定:
10、-在步骤b)中施加的多孔层为含氟聚合物层,
11、-在排气孔呈现狭槽的形式的情况下,在步骤a)中制造的狭槽的宽度在30μm至80μm之间,
12、-当排气孔为宽度在30μm至55μm之间的狭槽时,在步骤b)中施加的层的厚度在5μm至20μm之间,并且当排气孔为宽度在55μm至80μm之间的狭槽时,在步骤b)中施加的层的厚度在20μm至50μm之间,
13、-在排气孔呈现狭槽的形式的情况下,在步骤b)中施加的多孔层的厚度大于或等于狭槽的宽度,
14、-在步骤a)中,模制元件通过铸造,通过加工和/或通过增材制造进行制造,
15、-排气孔与模制元件一体制造,通过在模制元件中除去材料而制造,和/或设置在安装在设置在模制元件中的凹部的部件中。
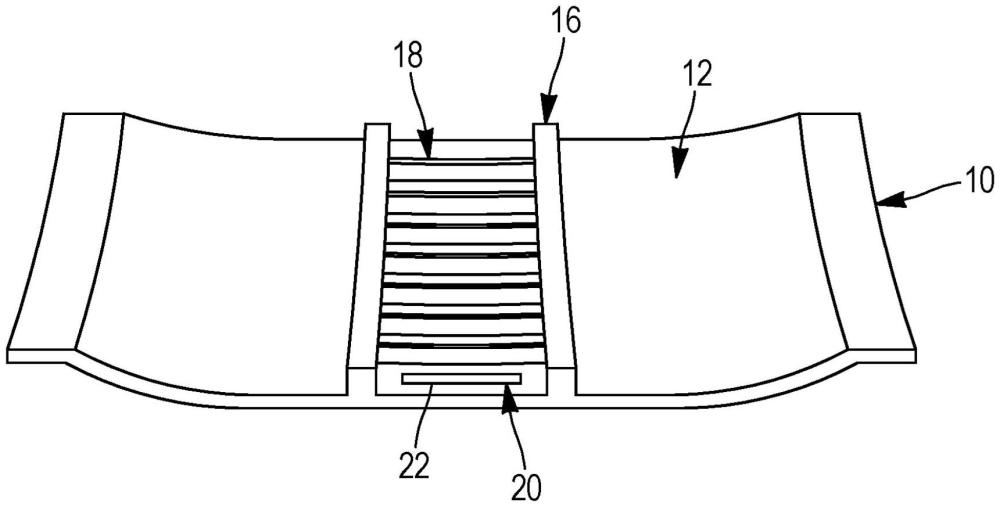
16、本发明还涉及固化模具的模制元件,所述模制元件包括模制内表面和位于所述模制内表面相对侧的外表面,并且所述模制元件包括至少一个排气孔,空气可以通过所述排气孔在模制元件的模制内表面和外表面之间穿过。
17、根据本发明,多孔层存在于模制元件的模制内表面和至少一个排气孔通向的区域中,该多孔层在排气孔的出口处形成多孔覆盖物,所述多孔层的厚度在5μm至100μm之间,优选地在50μm至100μm之间。
18、有利地但不必要地,本发明还可以规定:
19、-在排气孔呈现狭槽的形式的情况下,狭槽的宽度在30μm至80μm之间,
20、-当排气孔为宽度在30μm至55μm之间的狭槽时,多孔层的厚度在5μm至20μm之间,并且当排气孔为宽度在55μm至80μm之间的狭槽时,所述层的厚度在20μm至50μm之间,
21、-在排气孔呈现狭槽的形式的情况下,多孔层的厚度大于或等于狭槽的宽度,
22、-多孔层由含氟聚合物制成。
23、本发明还涉及一种固化模具,特别是轮胎固化模具,所述固化模具包括至少一个如上文限定的模制元件。
24、应当注意,例如从文献fr1192805中已知在轮胎模具的模制元件上使用非粘性层。然而,在本发明之前,通常避免在排气孔上方施加这种非粘性层。为此,在将非粘性层施加至模制元件时,通常会遮蔽排气孔。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212807.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
废旧轮胎处理方法与流程
下一篇
返回列表