红外加热装置及有机板成型设备的制作方法
- 国知局
- 2024-08-01 03:31:19
本申请涉及有机板成型,特别是涉及一种红外加热装置及有机板成型设备。
背景技术:
1、有机板(连续纤维增强热塑性复合材料板材)是由连续纤维和热塑性树脂组成的起增强作用的复合材料板材,有机板的成型一般需要经过先预热再进行模压等工序。为了节省能源,一般在有机板的整个成型周期内,加热器需要频繁的通断,以在需要对有机板加热时加热器开始工作,无需加热时加热器停止工作。
2、通常,有机板的加热一般采用红外加热的方式,目前的红外加热器一般采用石英管红外加热器,其原理是通电加热石英管里的加热元件到一定温度再通过热对流把热量传给石英管使石英管壁加热到一定的温度后通过石英管壁向外辐射发出红外光。
3、但是,采用石英管加热时,需要加热元件加热再通过石英管辐射红外光,加热效率低,无法满足有机板成型的要求,进而影响有机板的成型效率。散热时,加热元件停止加热,但石英管在残留的对流热量下还会发射红外光,影响散热效果。
技术实现思路
1、基于此,有必要针对目前有机板采用石英管红外加热器加热时存在加热效率低与散热效率低的问题,提供一种红外加热装置及有机板成型设备,其能够在加热时直接辐射中波红外光,省去对流加热的过程,提高加热效率,停止加热时能够及时停止辐射中波红外光,保证散热效果,从而满足有机板的成型需求,提高有机板的成型效率。
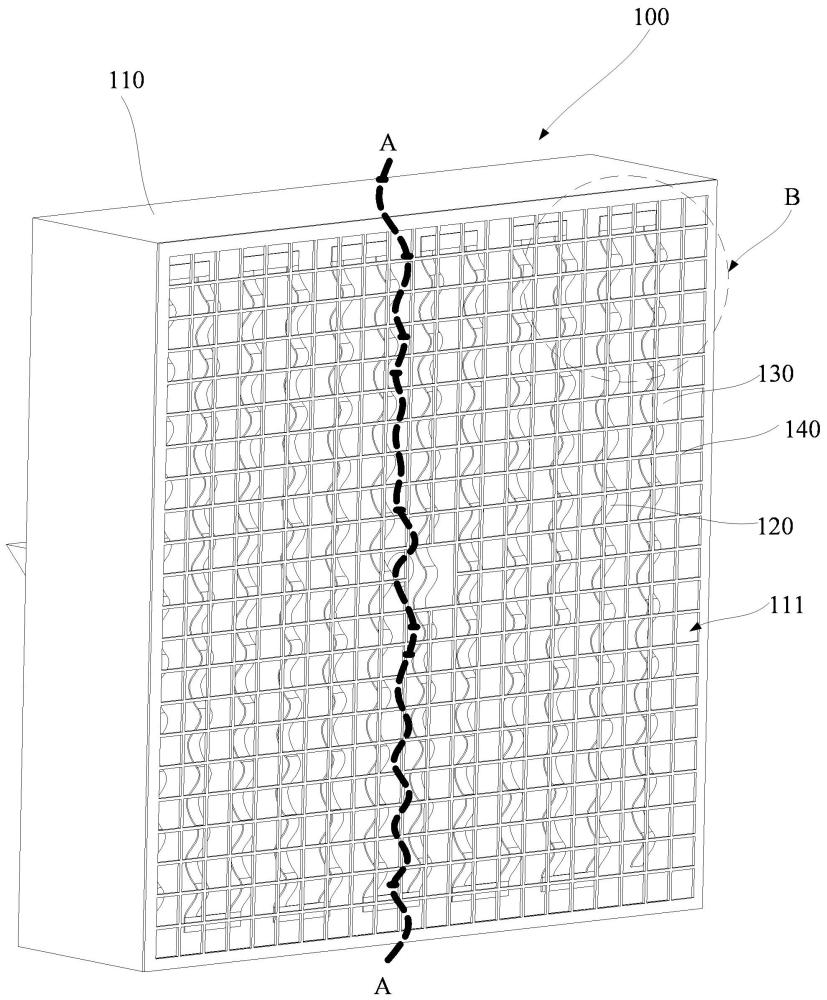
2、一种红外加热装置,包括:
3、安装壳体,所述安装壳体具有容纳空间以及开口,所述容纳空间与所述开口连通;
4、多组红外加热件,沿所述安装壳体的宽度方向间隔设于所述容纳空间中,并与所述开口相对设置,所述红外加热件采用金属箔制成,所述红外加热件加热后辐射中波红外光,并通过所述开口射出;以及
5、绝缘隔热件,设于所述容纳空间中,并位于所述红外加热件远离所述开口的一侧。
6、在本申请的一实施例中,所述红外加热件包括发热部件与支撑部件,所述发热部件沿所述安装壳体的高度尺寸延伸,所述支撑部件设于所述发热部件的两端,并设于所述绝缘隔热件;
7、所述发热部件与所述支撑部件均采用金属箔制成。
8、在本申请的一实施例中,每一所述红外加热件包括两个所述发热部件,两个所述发热部件平行布置,且两个所述发热部件的两端分别连接所述支撑部件。
9、在本申请的一实施例中,所述发热部件呈直线弯折状设置,和/或,所述发热部件呈曲线弯折状设置。
10、在本申请的一实施例中,所述发热部件呈波浪状设置。
11、在本申请的一实施例中,所述红外加热件的厚度尺寸小于等于0.1mm;
12、和/或,所述红外加热件的宽度尺寸为3mm~20mm。
13、在本申请的一实施例中,所述红外加热件采用氧化处理;
14、或者,所述红外加热件的外侧涂覆红外涂层;
15、或者,所述红外发热件的表面不做表面处理。
16、在本申请的一实施例中,所述红外加热件采用电热合金制成;
17、所述红外加热件采用cr20ni80材质、cr20ni35材质、cr20ni30材质、0cr23a15材质、0cr21a16材质或0cr21a16nb材质制成;
18、所述绝缘隔热件采用石膏或硅酸铝制成。
19、在本申请的一实施例中,所述红外加热装置还包括护罩,所述护罩呈网状设置,并设于所述开口处;
20、所述安装壳体具有多个散热槽,多个所述散热槽分布于所述安装壳体背离所述开口的表面;和/或,所述安装壳体还具有固定孔,所述固定孔设于所述安装壳体背离所述开口的表面,以安装于红外加热站的支撑框架;和/或,所述安装壳体还具有测温孔,所述测温孔设于所述安装壳体背离所述开口的表面,所述测温孔用于安装测温仪;和/或,所述红外加热装置还包括接线柱,所述接线柱设于安装壳体,并电连接至所述红外加热件,所述接线柱还电连接外界电源。
21、一种有机板成型设备,包括注塑机以及红外加热站,所述注塑机用于成型加工有机板,所述红外加热站包括支撑框架以及多个如上述任一技术特征所述的红外加热装置,多个所述红外加热装置成行和/或成列设于所述支撑框架,多个所述红外加热装置用于对所述有机板加热。
22、采用上述技术方案后,本申请至少具有如下技术效果:
23、本申请的红外加热装置及有机板成型设备,在该红外加热装置中,安装壳体具有相连通的容纳空间与开口,绝缘隔热件设于容纳空间中,并安装于壳体远离开口的侧壁,多组红外加热件间隔设于安装空间中,并位于绝缘隔热件朝向开口的一侧,红外加热件采用金属箔制成,红外加热件通电加热后能够辐射中波红外光,并通过开口设置,同时,绝缘隔热件能够起到绝缘与隔热的作用,避免安装壳体带电,并避免红外加热件产生的热量从安装壳体与开口相对的一侧向外侧散热,以保证红外加热件产生的热量能够从开口处散发,保证加热效果。
24、该红外加热装置,采用金属箔制成红外加热件,红外加热件通电后,红外加热件能够直接加热并辐射中波红外光,无需使用对流加热后辐射中波红外光,简化热量的传递路径,提高加热效率,以满足有机板成型过程中的加热需求。而且,当红外加热件断电后,红外加热件会立即停止加热,超薄金属箔可实现迅速降温,停止辐射中波红外光,保证散热效果。如此,红外加热件加热后产生的中波红外光可以直接通过开口作用于有机板,停止加热时能够及时停止辐射中波红外光,满足有机板的成型需求,从而保证有机板的成型效率。
技术特征:1.一种红外加热装置,其特征在于,包括:
2.根据权利要求1所述的红外加热装置,其特征在于,所述红外加热件包括发热部件与支撑部件,所述发热部件沿所述安装壳体的高度尺寸延伸,所述支撑部件设于所述发热部件的两端,并设于所述绝缘隔热件;
3.根据权利要求2所述的红外加热装置,其特征在于,每一所述红外加热件包括两个所述发热部件,两个所述发热部件平行布置,且两个所述发热部件的两端分别连接所述支撑部件。
4.根据权利要求2所述的红外加热装置,其特征在于,所述发热部件呈直线弯折状设置,和/或,所述发热部件呈曲线弯折状设置。
5.根据权利要求2所述的红外加热装置,其特征在于,所述发热部件呈波浪状设置。
6.根据权利要求1至5任一项所述的红外加热装置,其特征在于,所述红外加热件的厚度尺寸小于等于0.1mm;
7.根据权利要求1至5任一项所述的红外加热装置,其特征在于,所述红外加热件采用氧化处理;
8.根据权利要求1至5任一项所述的红外加热装置,其特征在于,所述红外加热件采用电热合金制成;
9.根据权利要求1至5任一项所述的红外加热装置,其特征在于,所述红外加热装置还包括护罩,所述护罩呈网状设置,并设于所述开口处;
10.一种有机板成型设备,其特征在于,包括注塑机以及红外加热站,所述注塑机用于成型加工有机板,所述红外加热站包括支撑框架以及多个如权利要求1至9任一项所述的红外加热装置,多个所述红外加热装置成行和/或成列设于所述支撑框架,多个所述红外加热装置用于对所述有机板加热。
技术总结本申请涉及一种红外加热装置及有机板成型设备。该红外加热装置包括:安装壳体,安装壳体具有容纳空间以及开口,容纳空间与开口连通;多组红外加热件,沿安装壳体的宽度方向间隔设于容纳空间中,并与开口相对设置,红外加热件采用金属箔制成,红外加热件加热后辐射中波红外光,并通过开口射出;以及绝缘隔热件,设于容纳空间中,并位于红外加热件远离开口的一侧。红外加热件通电后,红外加热件能够直接加热并辐射中波红外光,无需使用对流加热后辐射中波红外光,简化热量的传递路径,提高加热效率,以满足有机板成型过程中的加热需求,保证散热效果,满足有机板的成型需求,从而保证有机板的成型效率。技术研发人员:邓荣坚,杨恒受保护的技术使用者:广东粤港澳大湾区黄埔材料研究院技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/212863.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。