用于ABS卷芯管材生产线的控制系统的制作方法
- 国知局
- 2024-08-01 03:29:59
本申请涉及塑料管材生产,尤其是涉及一种用于abs卷芯管材生产线的控制系统。
背景技术:
1、abs卷芯管材由于abs原料的特性,abs卷芯管材具有良好的抗冲击性能和机械强度,在受到冲击时仅会韧性变形。卷芯管材制品生产过程为,管材原料由挤出机混合、熔融后形成熔体物料,连接在挤出机机筒上的计量泵将熔体物料泵送到模具中,模具将熔体物料挤出成管材,管材输送到定径套中定型,再输送到真空箱内冷却,冷却完毕的管材由牵引机输送到打包处。在卷芯管材的生产过程中需要严格控制管材的壁厚,但是用于输送熔体物料的计量泵往往会因为泵前和泵后压力的不稳定,使得计量泵输出的物料不稳定,导致模具挤出的管材壁厚不均,严重影响管材的质量。
技术实现思路
1、本申请的目的是解决现有技术中计量泵输出不稳定、成型管材壁厚不均的问题。
2、为达到上述目的,本申请采用如下技术方案:一种用于abs卷芯管材生产线的控制系统,所述的卷芯管材生产线包括自上游向下游依次分布的挤出机、计量泵和牵引机,所述的计量泵具有输入物料的前端和输出物料的后端,所述的控制系统包括:人机界面、可编程控制器、交换机、从站模块、主机变频器、第一压力传感器和第二压力传感器,所述的交换机通过网线分别与所述的人机界面、可编程控制器和所述的从站模块通讯连接,所述的从站模块添加有辅助模块,所述的辅助模块通过网线分别与所述的主机变频器、第一压力传感器和所述的第二压力传感器通讯连接,所述的主机变频器与所述的挤出机电连接以控制所述的挤出机的转速,所述的第一压力传感器设置在所述的计量泵的前端以检测所述的前端处的熔体压力,所述的第二压力传感器设置在所述的计量泵的后端以检测所述的后端处的熔体压力,所述的可编程控制器用于根据所述的第二压力传感器反馈的检测结果控制所述的主机变频器调节所述的挤出机的转速。
3、在上述技术方案中,进一步优选的,所述的可编程控制器配置有通讯模块,所述的通讯模块为siemens的rs485通讯模块。
4、在上述技术方案中,进一步优选的,所述的控制系统还包括电能表和伺服驱动器,所述的伺服驱动器与所述的牵引机控制连接以调节所述的牵引机的输送速度,所述的电能表设置在所述的生产线的总电源进线处以检测所述的生产线的用电量,所述的伺服驱动器和所述的电能表均与所述的通讯模块通过网线通讯连接。
5、在上述技术方案中,进一步优选的,所述的控制系统还包括计量泵变频器,所述的计量泵变频器与所述的辅助模块通过网线通讯连接,所述的计量泵变频器与所述的计量泵控制连接以控制所述的计量泵匀速转动。
6、在上述技术方案中,进一步优选的,所述的人机界面为siemens的tp1200触摸屏。
7、在上述技术方案中,进一步优选的,所述的可编程控制器为siemens的s7-1200plc。
8、本申请与现有技术相比获得如下有益效果:
9、本申请在计量泵的前端和后端分别设置监测熔体压力的第一压力传感器和第二压力传感器,可编程控制器通过第一压力传感器实时监控计量泵的泵前压力,根据第一压力传感器反馈的泵前压力控制挤出机的挤出速度,使挤出机的挤出量稳定;可编程控制器基于第二压力传感器反馈的实时泵后压力闭环控制计量泵的转速,使计量泵能够稳定输出物料,从而严格控制卷芯管材的壁厚,挤出机和计量泵在可编程控制器的闭环控制下持续、稳定、精准地输出物料,实现卷芯管材连续稳定地生产。
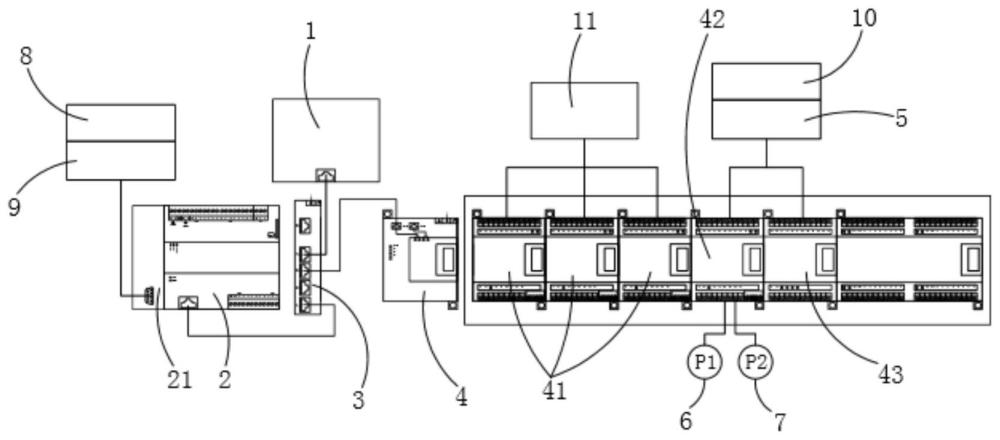
技术特征:1.一种用于abs卷芯管材生产线的控制系统,所述的卷芯管材生产线包括自上游向下游依次分布的挤出机(100)、计量泵(200)和牵引机(300),所述的计量泵(200)具有输入物料的前端和输出物料的后端,其特征在于,所述的控制系统包括:人机界面(1)、可编程控制器(2)、交换机(3)、从站模块(4)、主机变频器(10)、第一压力传感器(6)和第二压力传感器(7),所述的交换机(3)通过网线分别与所述的人机界面(1)、可编程控制器(2)和所述的从站模块(4)通讯连接,所述的从站模块(4)添加有辅助模块,所述的辅助模块通过网线分别与所述的主机变频器(10)、第一压力传感器(6)和所述的第二压力传感器(7)通讯连接,所述的主机变频器(10)与所述的挤出机(100)电连接以控制所述的挤出机(100)的转速,所述的第一压力传感器(6)设置在所述的计量泵(200)的前端以检测所述的前端处的熔体压力,所述的第二压力传感器(7)设置在所述的计量泵(200)的后端以检测所述的后端处的熔体压力,所述的可编程控制器(2)用于根据所述的第二压力传感器(7)反馈的检测结果控制所述的主机变频器(10)调节所述的挤出机(100)的转速。
2.根据权利要求1所述的用于abs卷芯管材生产线的控制系统,其特征在于,所述的可编程控制器(2)配置有通讯模块(21),所述的通讯模块(21)为siemens的rs485通讯模块(21)。
3.根据权利要求2所述的用于abs卷芯管材生产线的控制系统,其特征在于,所述的控制系统还包括电能表(8)和伺服驱动器(9),所述的伺服驱动器(9)与所述的牵引机(300)控制连接以调节所述的牵引机(300)的输送速度,所述的电能表(8)设置在所述的生产线的总电源进线处以检测所述的生产线的用电量,所述的伺服驱动器(9)和所述的电能表(8)均与所述的通讯模块(21)通过网线通讯连接。
4.根据权利要求1所述的用于abs卷芯管材生产线的控制系统,其特征在于,所述的控制系统还包括计量泵变频器(5),所述的计量泵变频器(5)与所述的辅助模块通过网线通讯连接,所述的计量泵变频器(5)与所述的计量泵(200)控制连接以控制所述的计量泵(200)匀速转动。
5.根据权利要求1所述的用于abs卷芯管材生产线的控制系统,其特征在于,所述的人机界面(1)为siemens的tp1200触摸屏。
6.根据权利要求1所述的用于abs卷芯管材生产线的控制系统,其特征在于,所述的可编程控制器(2)为siemens的s7-1200 plc。
技术总结本申请公开一种用于ABS卷芯管材生产线的控制系统,该生产线包括挤出机、牵引机以及具有前端和后端的计量泵,控制系统包括:人机界面、可编程控制器、交换机、从站模块、主机变频器、第一压力传感器和第二压力传感器,交换机分别与人机界面、可编程控制器和从站模块通讯连接,从站模块添加有与主机变频器、第一压力传感器和第二压力传感器通讯连接的辅助模块,主机变频器与挤出机电连接,第一压力传感器检测计量泵前端的熔体压力,第二压力传感器检测计量泵后端的熔体压力,可编程控制器根据第二压力传感器的检测结果控制主机变频器调节挤出机的转速。本申请的挤出机和计量泵在可编程控制器的闭环控制下持续、稳定、精准地输出物料。技术研发人员:何海潮,周明受保护的技术使用者:苏州金纬机械制造有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212744.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。