用于制造用于风力涡轮机叶片的由预制件构建材料制成的预制件元件的方法与流程
- 国知局
- 2024-08-01 03:28:27
本发明涉及一种用于制造用于风力涡轮机叶片的由预制件构建材料制成的预制件元件的方法。
背景技术:
1、如公知的,风力涡轮机尤其是包括附接到轮毂的多个涡轮机叶片。叶片与风相互作用,从而使得轮毂旋转。发电机被耦接到轮毂,该发电机由旋转的轮毂驱动。当今的涡轮机的涡轮机叶片在长度和宽度上具有巨大的尺寸。因此,它们的制造很困难,因为需要搬运大型部件。一种用于生产这种大型叶片的技术使用预制件,该预制件是用于构建相应的叶片壳体的预先形成的较小叶片部件。这些预制的预制件根据叶片所要求的整体几何构型布置和对准并最终被连接或相应地嵌入纤维垫和树脂等中,以用于制造最终的大型叶片或叶片部件。
2、具有例如10-12m的长度和例如3-5m的宽度的通常具有略微弯曲的几何构型的每个预制件在特定模具中被预先制造,该模具限定预制件元件的形状。模具包括相应的形状部件,其中布置如纤维垫的预制件构建材料以及结合剂和可选的芯元件。这些材料通过施加真空而被固定在它们被布置在的相应模具部分中。此真空将构建材料固定在特定装置几何构型中或相应的由模具部分限定的几何构型中,该几何构型对应于所要求的叶片几何构型并且在大多数情况下为托盘状的。对于此真空固定,预制件构建材料例如覆盖有箔,使得真空可被施加到箔和模具部分之间的空间,构建材料被布置在该空间中或该空间上。然后将热供应给构建材料,以便熔化局部布置的结合剂,以用于局部地固定纤维垫和芯元件等,这是通过将它们胶合在由熔融结合剂提供的结合剂基质中。在此加热操作之后,预制件需要被冷却至室温,其后它足够稳定以通过起重机设备或者任何其他类似的搬运或提升装置来搬运,所述装置通常为真空吸力提升设备。
3、生产预制件元件的此方式是相当麻烦的。用于生产预制件的模具在其设置上非常复杂,尤其是因为在每个模具中都需要提供加热和冷却系统。这使得模具非常昂贵,这是考虑到需要大量单独的模具,因为通常需要至少二十个或更多个预制件来生产叶片或叶片部件。
4、此外,由于相应的模具几何构型是针对预制件的相应几何构型而设计,所以当要改变预制件几何构型从而还需要调整加热和冷却设备时,需要对模具的大量返工。
5、此外,由于加热和冷却处理两者都是在预制件构建材料或相应的热预制件元件被布置在模具中的情况下进行的,所以模具被占用。由于加热和冷却过程需要相当长的时间,在这些持续时间长的程序期间整个模具被堵塞,因此生产率非常低。由于模具无法预热,这甚至得到增强。温度处理需要从室温开始,因为在其真空固定之前所有构建材料需要分别布置在模具中,其后才可开始加热。此外,有必要将热预制件冷却至室温,以便确保其对于利用提升设备来搬运它的稳定性。
技术实现思路
1、因此,本发明的一个目的在于提供一种用于制造用于风力涡轮机叶片的预制件元件的改进方法。
2、为了达成此目的,本发明提出一种用于制造用于风力涡轮机叶片的由预制件构建材料制造的预制件元件的方法,其特征在于:该预制件构建材料被布置在密封真空袋中,该真空袋被布置在形状限定的模具中,然后该真空袋被抽空,以将该预制件构建材料真空固定在由该模具限定的该形状中。
3、根据本发明,用于通过加热和冷却处理来生产预制件元件所需的整个构建材料被布置在真空袋中,该真空袋完全地包封或封装该构建材料。真空袋被布置在模具中或形状或形式限定的模具元件中,或直接在模具或形状或形式限定的模具元件中制造,如前所述,其通常具有托盘状的形状。此外,也将构建材料布置在模具中,其中,该布置使得模具或模具元件的形状或凹部等限定构建材料需要布置的要求形状且该形状也是预制件元件要求。在布置构建材料之后,关闭真空袋,使其完全地包封或封装整个构建材料。其后,将真空袋抽空,使得必然是柔性的真空袋材料被吸靠在经压缩的构建材料。由于此布置的整体形状由模具或模具元件的形状来限定,在抽空过程期间真空袋和构建材料也适应此形状,使得当完成抽空时,经抽空的真空袋和经压缩的构建材料被真空固定或冻结在此特定的模具限定的形状或几何构型中。当真空袋被抽空且构建材料由于真空袋中的负压而被牢固地压缩时,整个真空袋装置是非常硬且保持其形状或几何构型,使得最终地在模具中接收非常硬且可转移的真空袋装置,该真空袋装置包括经固定的构建材料,可以将其从模具移除且进一步处理。
4、因此,本发明的方法允许非常有利地生产预制件元件,由于在模具中仅执行将构建材料布置在真空袋中和将构建材料真空固定在真空袋中,使得模具本身仅用于布置和固定构建材料。在将构建材料真空固定在真空袋中之后,可以立即地将具有该材料的硬化真空袋装置从模具移除且转移到加热装置,例如加热烘箱,在加热装置中将构建材料加热或将结合剂熔化以固定或胶合诸如纤维垫的纤维材料和芯元件等在结合剂基质中。在此热处理之后,例如通过冷却处理将预制件冷却至室温,然后可以在构建叶片或叶片部件时加工最终的预制件元件。
5、本发明的方法示出了多种优点。由于模具本身仅用于将构建材料布置在真空袋中,并且通过将真空袋抽空来将其固定,模具中未执行加热或冷却处理。因此,模具设计非常简单,因为不需要在模具处设置加热或冷却设备。另外,由于可以是框架状载体等的模具载体未暴露于任何加热或冷却,它将是尺寸稳定且持续时间更长,由于它仅承载构建材料和真空袋。
6、由于仅在模具中完成封装,并且在完成此真空封装之后立即地移除真空袋装置,紧接着模具可以再次用于通过在模具中布置新的真空袋和构建材料来开始新的构建周期。模具本身只占用很短的时间,其允许显著地增加生产量和产能。由于通常设置一定数量的单独模具,可以实现连续生产。
7、由于加热在分开的加热装置中执行,该加热装置仅用于加热构建材料,此加热装置或烘箱可以被预热,使得其始终保持在相应的处理温度。优选的是,加热装置具有相应的容量,使得可以同时加热多个分开的构建材料装置。构建材料例如被加热到70-90℃的温度。
8、在整个制造过程期间,构建材料被包封或封装在真空袋中且保持真空,使得构建材料永久地真空固定或冻结在其位置或几何构型中。因此,在最终封装和抽空步骤之后,将经抽空和经密封的真空袋装置从模具移除且进一步处理,即加热和冷却,同时真空袋仍包封或封装着构建材料,直到完成最终冷却。因此,构建材料被真空袋牢固地覆盖和保护,因此,真空袋不仅作用成产生真空以将预封装的预制件构建材料保持在其几何构型的目的,而且在整个过程期间作用成保护装置,并且即使在冷却之后,例如当经构建的预制件元件未立即地用于构建叶片或叶片部件而是应该储存在储存区域中直到进一步处理时。真空袋保护构建材料和最终预制件免受灰尘或湿气或任何其他负面影响的环境。
9、真空袋本身为足够柔性的,或是由足够柔性的箔状或垫状材料来构建,其为足够气密性的使得抽空和真空固定是可行的。由于真空袋在整个过程期间包封构建材料,并且尤其是在加热过程期间,真空袋材料也具有足够的耐热性,使得其容易地承受例如70-90°的加热温度。真空袋材料例如是由具有足够耐热性的聚合物制造的聚合物箔,或者例如由涂覆有具有所需温度特性等的聚合物涂覆材料的织物或纤维垫来制造。优选地,使用简单且足够薄的聚合物膜,由于它是重量轻的真空袋解决方案,其允许在模具中容易地搬运和布置真空袋。
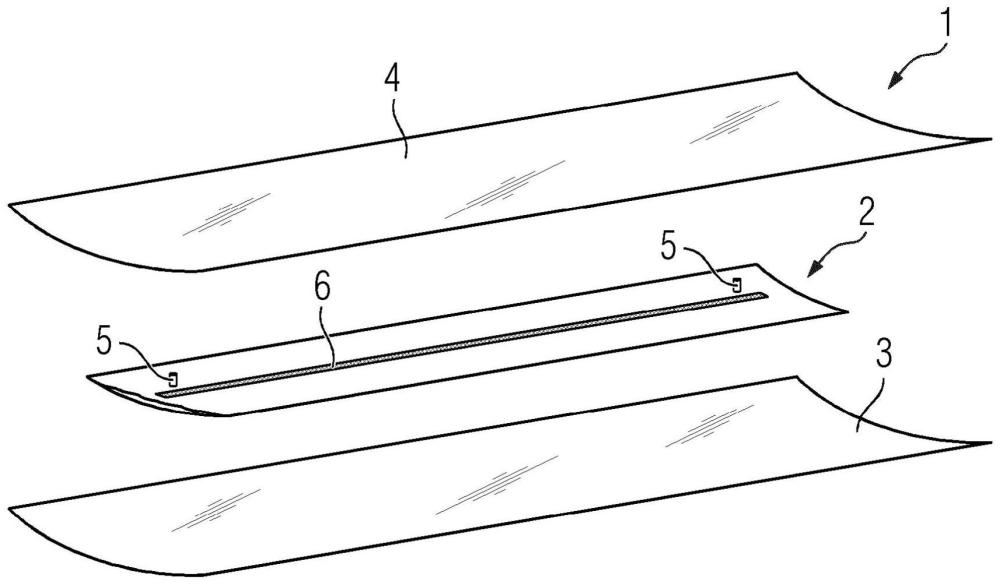
10、根据本发明,优选的是,至少一个下真空袋层被布置在该模具中,然后该构建材料被布置在该下真空袋层上,然后至少一个上真空袋层被布置成覆盖该构建材料且重叠该下真空袋层,然后将该下真空袋层和该上真空袋层密封在一起,以构建该密封真空袋,然后该真空袋被抽空。根据此实施例,真空袋本身直接在模具中通过利用夹在两者间的构建材料来覆盖下真空袋层和上真空袋层而制造。然后将所述层密封,使得最终构建气密的真空袋且在其中,将构建材料包封,然后空气从袋抽空以将构建材料真空固定在限定的形状。这些分开的真空袋层的使用首先允许密封袋本身的简单制造,并且其次也允许构建材料的简单布置,由于此可以以期望的形状或布置完美地布置在下真空袋层上,然后将上真空袋层置放到位。
11、为了气密密封重叠的真空袋层,可以通过使用诸如加热装置或超音波焊接装置的相应的焊接装置将两层焊接在一起,或者通过使用布置在它们之间的胶将两层胶合在一起,例如液体胶或丁基胶带等的胶,可以手动地布置在例如下真空袋层上,或者胶可以在其被置放在模具中之前已经布置在下真空袋层上。不论如何完成密封,它提供一个气密密封的真空袋,它可以充分地抽空。
12、为了抽空经密封的真空袋,一个或多个连接装置可以布置在该真空袋中,延伸到该真空袋的外部,优选地通过穿孔经过该上真空袋层。抽空装置包括抽空泵,其连接到真空袋连接装置以允许从袋吸出空气。优选地在将构建材料布置在下真空袋层上之后布置这些连接装置,然后布置上真空袋层,使得连接装置延伸经过或穿孔经过上真空袋层,同样也气密密封,使得连接装置可以通过连接到抽空泵的各自软管从外部连接。在抽空该袋之后,连接装置必然可以像阀一样关闭,使得当软管被移除时,连接被切断且在袋中保持真空。
13、优选地,过滤装置可以布置在该真空袋中,该连接装置被耦接到该过滤装置。此过滤装置例如是网或条等,其确保该连接装置在抽空过程期间不被阻塞,使得真空袋可以被完全地抽空。
14、该下真空袋层和该上真空袋层可以各自仅由一层例如聚合物箔或聚合物片来构成。在替代方案中,该下真空袋层和/或该上真空袋层也可以由布置成堆叠的两个或更多个单独子层构成。因此,例如,下真空袋层包括两个子层,所述子层彼此上下布置,允许例如通过加倍层厚度来增强稳定性。另外,此多子层布置允许在至少两个子层之间布置至少一个加强装置,优选地在该下真空袋层的至少两个子层之间。整合一个或多个加强装置允许提供足够硬的支撑元件给真空袋本身,其从下方支撑真空袋和构建材料。这种加强装置可以例如是一个或多个纵向杆或棒等,或包括一个或多个纵向杆或棒等,其提供足够的纵向刚度但未在横向方向上提供足够刚度。在替代方案中,也可以使用网状物或网,其在纵向方向和横向方向上提供足够的刚度,其中,此网必然是足够柔性的,以便其形式或形状适应模具或模具元件的形状。加强装置所使用的杆或网状物或网优选地也由聚合物制造,进而也足够热稳定或耐用,以使其经得起处理温度。在替代方案中,也可以使用金属加强装置,例如由重量轻的材料、铝制造。由于它们具有标准化的尺寸,并且真空袋也具有标准化的尺寸,诸如杆或网状物的加强装置可以回收利用。
15、如提到的,具有构建材料的真空袋装置在抽空之后为保持其形状的足够硬装置。这允许在没有任何另外的支撑装置的情况下单独地搬运经抽空的真空袋装置。为了简单地搬运经抽空的真空袋装置,使用或制备真空袋,该真空袋包括布置在该袋的一个或多个侧边区域处的多个搬运孔,优选为多个加强搬运孔。这些搬运孔可以例如接收任何类型的转移装置的销等夹紧或耦接装置,其适于例如将经抽空的真空袋装置从模具转移到例如中间运输装置,该中间运输装置将经抽空的真空袋装置运输到加热装置等。例如通过密封或嵌入在层装置中的金属或塑料环而加强的搬运孔,被布置在真空袋的侧边区域处,例如沿纵向侧以一定数量布置和/或沿通常为矩形的真空袋的横向侧以一定数量布置。可选的增强环可以优选地在所述层被密封时密封在层堆叠中,优选地通过焊接,使得实现将金属环足够紧密地布置在层堆叠中。这些环优选地由具有圆形或矩形横截面的金属制造且布置成使得可以纵向或横向拉动,或者甚至两者。
16、根据本发明,具有经固定的构建材料的经抽空的该真空袋可以转移到优选为机架的运输装置,其中,该运输装置优选地包括可移动的运输带装置,其具有接合在该真空袋的孔中的销,该运输带装置将该真空袋拉到该运输装置上。如提到的,经抽空的真空袋装置在完成抽空之后立即地从模具移除,使得模具可以用于下一个生产周期。如果加热装置直接地连接到模具,则然后具有构建材料的真空袋可以直接地转移到加热装置中。优选地设置诸如可移动机架的中间运输装置,其例如沿多个分开的模具移动,以收集多个分开的真空袋装置,然后将其全部装载到诸如烘箱的加热装置中以同时地加热。此运输装置可以例如配备有具有销或相似接合元件的可移动运输带装置,销或相似接合元件适于接合到真空袋的相应孔中,用于连接真空袋且将其拉动到机架上。
17、在使用具有运输带装置的这种运输装置的替代方案中,该模具可以配备具有固定销的框架,其中,包括所述增强孔的该下真空袋层和该上真空袋层中的一者或两者被布置成使得所述框架销接合所述增强孔,其中,在真空固定该构建材料之后,具有经抽空的该真空袋的该框架被转移到优选为机架的运输装置,其包括用于该框架的接收装置。此处,模具本身配备有框架的形式的运输装置,其具有接合到相应的真空袋孔中的固定销,使得袋钩在框架上。在抽空之后,框架被转移到诸如机架的运输装置,其包括用于框架的各自接收装置,如轨道。真空袋本身悬挂在打开的矩形框架上或其中,同时仍保持其形状。
18、在另一替代性实施例中,柔性运输板被布置在该模具中以适应该模具的形状,所述真空袋层和该构建材料被布置在该柔性运输板上,其中,在将该构建材料真空固定在该真空袋中之后,具有经抽空的该真空袋的该柔性运输板被转移到优选为机架的运输装置。在此替代方案中,支撑板,即柔性运输板,被布置在模具中。此运输板,例如薄聚合物板或薄金属板,完全地适应模具形状。在布置真空袋和构建材料且将其抽空之后,包括运输板和真空袋装置的整个装置被转移到该运输装置。
19、另外,根据本发明的方法,设置加热装置,并且优选地在该加热装置之后设置冷却装置,其包括可移动的运输带装置,具有接合在该真空袋的孔中的销,该运输带装置将该真空袋拉入至该加热装置或该冷却装置中,或者根据其他替代方案,其包括用于该框架或该柔性运输板的接收装置,该框架或该柔性运输板被转移到该接收装置上。该方法包括至少设置加热装置,优选地也设置分开的主动冷却装置,其适于允许将经抽空的真空袋装置适当地转移,例如直接地通过相应的运输带装置,或间接地通过接收该框架或该运输板。
20、如已经提及的,在该过程中使用的该下真空袋层和该上真空袋层由具有至少90℃、优选至少100℃的耐热性的材料制造,该材料优选为聚合物材料。优选地,耐热性甚至更高,优选至少120℃或150℃。如提到的,真空袋在整个过程期间包封构建材料,因此也在加热过程期间包封构建材料,其中,构建材料被加热到例如70-100℃。为了避免真空袋在此加热过程期间劣化,并且为了避免真空固定在此加热过程期间劣化,袋层具有足够的耐热性,使得它们不会受到较高温度的负面影响。
21、本发明还涉及一种适于用于如前所述的方法的真空袋。该真空袋的特征在于:下真空袋层;上真空袋层;和两层之间的密封连接部,用于密封该真空袋;以及一个或多个连接装置,其用于将抽空装置可释放地连接到该真空袋。上层和下层优选为相同的,尤其是在厚度、颜色、长度和宽度等方面相同,它们也可以在厚度、宽度和长度以及颜色等方面不同。两个真空袋层由至少一个层构成,其中,两层分开地布置且然后优选地通过焊接或通过胶合而连接,以便在两层之间具有气密密封连接部,以允许真空袋抽空。真空袋本身的长度为例如10-16m,并且宽度例如3-6m,使得以纤维垫的形式的各自大型构建材料和由轻木或泡沫聚合物等制造的芯元件,与结合剂一起,可以容易地布置在真空袋中。由于构建该袋的两层在边缘区域重叠,在边缘区域它们连接或焊接在一起,真空袋本身在某种程度上比构建材料大。
22、布置在真空袋中且可以从外部连接的连接装置例如是短管或套管,其延伸经过或穿孔经过上袋层,并且气密地布置或固定到例如上层的内部。吸气软管或管可以容易地连接到相应的连接管或套管,使得可以排出空气。当抽空过程已结束且当软管或管应与连接装置分离时,连接装置必然可以关闭或锁定,使得仍保持真空。因此,连接装置是阀状的或包括可以在需要时关闭的阀。
23、如网或条等的过滤装置可以连接到该真空袋内的该连接装置,其确保该连接装置在抽空过程期间不被阻塞。
24、在最简单的实施例中,每个下真空袋层和上真空袋层仅由从聚合物箔制造的一层而构成,其可以通过织物网等来加强。在替代方案中,该下真空袋层和/或该上真空袋层也可以由布置成堆叠的两个或更多个单独子层构成。尤其是,当真空袋非常大时,覆盖两个下部且可能较薄的子层可能是有利的,然后,加倍的层提供相应的层厚度,并且比单个但足够厚的层更容易地搬运。由于构建材料的重量,在必要时,层加倍进一步提供更厚和更硬的支撑。
25、层加倍的另一个优点在于,至少一个加强装置可以布置在优选为该下层的至少两个子层之间,优选为由聚合物或金属制造的一个或多个杆或网状物或网。这些加强装置支撑且加强真空袋。当纵向杆或棒在纵向方向上变硬时,网状物或网格等在纵向方向和横向方向上变硬。在使用网状物或网或网格的情况下,它必然是足够柔性的,以使其容易地适应模具的形状。
26、另外,在该袋的一个或多个侧边区域处可以布置多个搬运孔,优选为多个加强搬运孔,所述搬运孔允许通过相应的运输或搬运装置接合,例如用于移动或拉动经抽空的真空袋装置所需的销或夹具等。
27、最后,该下真空袋层和该上真空袋层由具有至少90℃、优选至少100℃的耐热性的材料制造,该材料优选为聚合物材料。选择温度稳定性,使得其充分地高于在使用真空袋的制造过程期间所施加的最大加热温度。优选的是,当聚合物层材料劣化时的温度比所施加的最大加热温度高至少30℃。
28、优选地选择制造真空袋层或子层的聚合物材料,使得其不会黏附或粘着到构建材料,如前所述,构建材料在制造过程期间被加热以使结合剂熔化。因此,优选地确定在熔化和/或固化的结合剂与袋材料之间没有发生粘着。
29、本发明还涉及一种用于制备用于风力涡轮机的预制件元件的模具装置。此模具装置包括:形状限定的表面和至少一个如前所述的真空袋,该至少一个真空袋可布置或布置在模具表面上。因此,该模具装置包括模具本身,该模具具有模具元件,该模具元件具有形状限定的模具表面。此模具元件优选是可互换的,使得其可以被更换为具有略微不同形状限定的模具表面的另一个模具元件,并且允许构建具有不同几何构型的预制件元件。另外,模具装置包括一个或多个相应的真空袋,如前所述,通过将相应的层和子层(如果设置)简单地布置在模具表面上用于构建下表面,真空袋可以直接布置或构建在模具表面本身上,然后布置构建材料,并且然后布置上袋层或子层,用于最终构建真空袋,然后只需将所述层密封且连接在一起。
30、为了简化各自真空层或子层的布置,本发明的模具装置的特征在于:一卷或两卷的真空层材料被布置在相应的解卷绕装置处,使得该材料可以被拉到该模具上,以构建相应的该真空袋层。一卷或多卷的真空层材料被布置在纵向模具的一端,使得层材料可以简单地从卷解卷绕且被拉过该模具。它只需要切割成期望的长度。
31、另外,该模具装置包括密封装置,以在该下层和上层之间建立密封连接部,其中,该密封装置优选地是焊接装置且包括沿该模具的侧边延伸的多个焊条,所述焊条可移动到所述层上,以将其焊接在一起。这些焊接装置或相应的纵向焊条,例如可枢转地布置在模具载体或模具框架处,简单地置放到重叠层上。当对所述层施加热时,它们局部地熔化且通过物质与物质的结合牢固地接合在一起,提供气密密封连接部。
32、该模具装置可以还包括具有销的可转移框架,所述销接合在设置在下层和/或上层处的孔中,所述孔优选为增强孔。此框架是运输装置,其允许将固定在或钩在框架销的经抽空的袋装置从模具运输到诸如机架的运输装置。
33、最后,本发明涉及一种用于制备用于风力涡轮机叶片的预制件元件的制造装置,包括:至少一个如前所述的模具装置;至少一个用于运输经真空固定的预制件构建材料的运输装置,该预制件构建材料包封在真空袋中;至少一个加热装置,适于接收和加热包封在该真空袋中的该预制件构建材料;以及任选地,至少一个冷却装置,适于接收和冷却包封在该真空袋中的经加热的该预制件构建材料。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212618.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表