用于制造叶片尤其是复合材料叶片的方法与流程
- 国知局
- 2024-08-01 03:27:42
本发明涉及叶片的制造,特别是复合材料叶片,诸如用于涡轮发动机的叶片、特别是涡轮喷气发动机的叶片。
背景技术:
1、复合材料越来越多地用于航空发动机中以减小结构的质量同时确保良好的机械性能。
2、为了提高发动机性能,并且特别是航空推力和性能要求,复合材料中的零件的几何形状越来越复杂。
3、从专利申请fr2985940中已知了一种用复合材料制造螺旋桨叶片的方法。该方法包括将具有第一聚合树脂的翼梁插入叶片预制件中,以及将第二树脂注入叶片预制件中。
4、然而,在翼梁与叶片预制件之间的界面处的机械强度可能不是令人满意的。
技术实现思路
1、所披露的发明完全或部分地克服这个缺点。
2、为此目的,本发明涉及一种用于制造叶片、特别是复合材料叶片的方法,该方法至少包括:
3、- 准备步骤,在该步骤中,将具有至少一个芯部的翼梁预制件(特别是含纤维的翼梁预制件)布置在第一模具中;
4、- 第一注入步骤,在该步骤中,将第一树脂、特别是热固性第一树脂注入到翼梁预制件中;
5、- 部分聚合步骤,在该步骤中,进行翼梁预制件中的第一树脂的聚合直到第一树脂的部分玻璃化;
6、- 定位步骤,在所述定位步骤中,围绕所述翼梁预制件的所述芯部定位叶片主体的预制件,特别是叶片预制件的含纤维预制件;
7、- 第二注入步骤,在该第二注入步骤中,将第二树脂(特别是热固性第二树脂)注入叶片主体的预制件中;以及
8、- 完全聚合步骤,在该步骤中进行第一树脂和第二树脂的最终聚合。
9、通过部分地聚合该翼梁预制件中的该第一树脂直到该第一树脂部分玻璃化,该翼梁预制件可以被特别地处理以便将其定位在该叶片主体的预制件。
10、第一树脂的部分玻璃化因此赋予翼梁足够的刚度,使得其在叶片主体的预制件中的脱模和插入时变形不超过不允许的水平,并且还赋予低粘性以防止翼梁粘附至模具和/或附附至翼梁可能接触的任何表面。
11、此外,第一树脂的玻璃化是部分的,在完全聚合时,第一树脂和第二树脂能够结合在一起,从而形成界面,该界面具有比在注入第二树脂之前完全聚合第一树脂时更好的机械性能。
12、因此可以避免将粘合剂、粘合膏和/或粘结剂施用到树脂已经完全聚合的翼梁上的额外步骤。因此,制造步骤连同与粘结材料相关的成本一起减少,该成本是不可忽略的。还降低了翼梁与叶片主体之间的不合格结合的风险,该不合格结合能够导致不符合规定而报废零件。
13、将理解的是,分别在第一模具和第二模具中执行第一树脂和第二树脂的注射。
14、作为非限制性实例,通过也称为复合材料液体模塑(lcm)的封闭模塑树脂注射来进行注射,例如通过树脂转移模制(rtm)、通过真空辅助树脂转移模制(va-rtm)或通过压缩树脂转移模制c-rtm进行注射。
15、在一种实施例的实例中,叶片主体的含纤维预制件可包括由纤维形成的第一部分和无纤维第二部分。
16、作为非限制性实例:
17、 - 不含纤维的该第二部分可以由一种泡沫形成;和/或
18、- 含纤维翼梁预制件可为3d织物;和/或
19、- 叶片主体的含纤维预制件可至少部分地为3d织物。
20、在一些实施例中,该第一树脂和/或第二树脂是通过加聚的一种热固性树脂。
21、可替代地,在一些实施例中,可以设想第一树脂和/或第二树脂是经由缩聚的热固性树脂。然而,优选地,第一树脂的部分聚合步骤通过加聚进行。这避免了产生难以排空的挥发性化合物,特别是水。所述挥发性化合物可能产生具有低于预期的机械特性的多孔零件。
22、根据本发明的不同特征:
23、- 该第一树脂和该第二树脂可以是环氧树脂;和/或
24、- 该第一树脂和该第二树脂可以是相同的;和/或
25、- 可以进行该第一树脂的部分聚合直到获得高于或等于0.5、优选地高于或等于0.6、更优选地高于或等于0.7的交联度;和/或
26、- 该第一树脂的部分聚合的温度可以是低于该第一树脂的标称聚合温度。
27、第一树脂的部分聚合的温度低于第一树脂的标称聚合温度,有可能降低第一树脂的聚合速率并且由此更精确地控制聚合的进展(胶凝和玻璃化)。
28、作为非限制性实例,第一树脂的部分聚合的温度可以是比第一树脂的标称聚合温度低20°c(摄氏度)。
29、在一些实施例中,第二树脂的标称聚合温度可以高于或等于第一树脂的标称聚合温度。特别地,第二树脂的标称聚合温度和第一树脂的标称聚合温度之间的差可以低于或等于20°c。
30、因此,可以减少、甚至防止在第一树脂和第二树脂的完全聚合步骤中第一树脂的潜在去玻璃化。
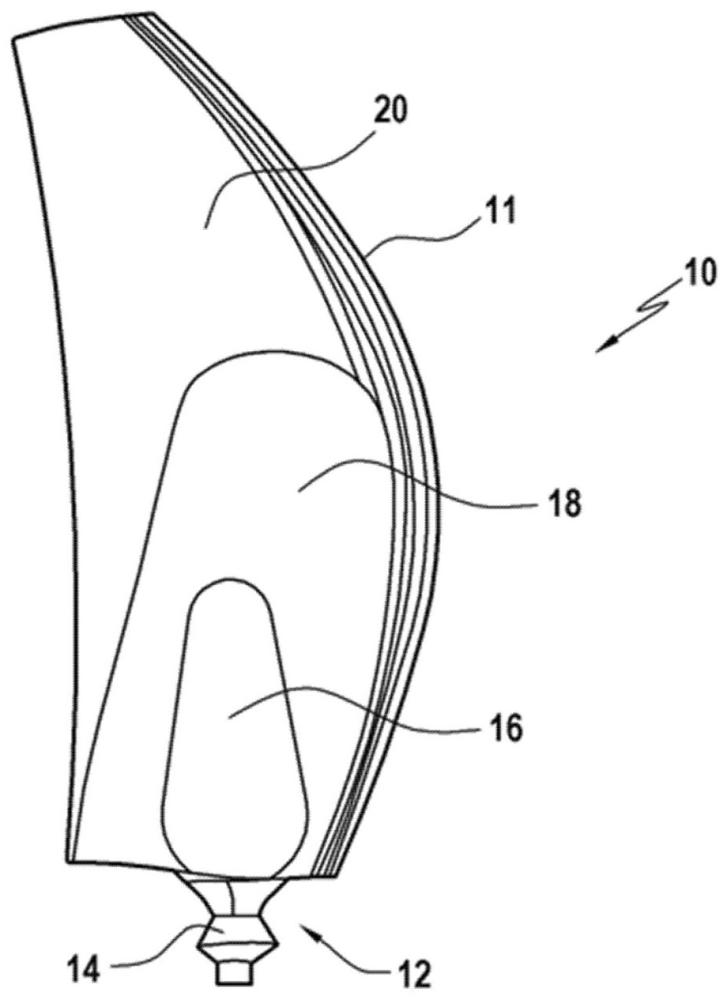
技术特征:1.一种用于制造叶片(10)、尤其是复合材料叶片的方法(100),所述方法至少包括:
2.根据权利要求1所述的方法(100),其中,所述第一树脂和所述第二树脂是环氧树脂。
3.根据权利要求1或2所述的方法(100),其中,所述第一树脂和所述第二树脂是相同的。
4.根据前述权利要求中任一项所述的方法(100),其中,进行所述第一树脂的部分聚合直到获得高于或等于0.5、优选高于或等于0.6、特别是高于或等于0.7的交联比。
5.根据前述权利要求中任一项所述的方法(100),其中,所述第一树脂的部分聚合温度低于所述第一树脂的标称聚合温度。
6.根据权利要求1或2所述的方法(100),其中,所述第二树脂的标称聚合温度高于或等于所述第一树脂的标称聚合温度。
7.根据权利要求6所述的方法(100),其中所述第二树脂的标称聚合温度和所述第一树脂的标称聚合温度之间的差低于或等于20°。
技术总结本发明涉及一种用于制造叶片的方法(100),该方法包括:将翼梁预制件布置在第一模具中的准备步骤(102),翼梁预制件包括芯部和根部;将第一热固性树脂注入到所述翼梁预制件中的第一注入步骤(104);进行所述翼梁预制件中的第一树脂的部分聚合步骤(106),直到第一热固性树脂部分玻璃化;围绕所述翼梁预制件的芯部定位主体预制件定位步骤(108);将第二树脂注入到该叶片主体的预制件中;以及完全聚合第一树脂和所述第二树脂的步骤。技术研发人员:马特奥·米内尔维诺,尼古拉斯·德罗兹,蒂埃里·克劳德·亨利·戈登,埃尔维·格雷林受保护的技术使用者:赛峰航空器发动机技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212539.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表