用于复杂精密医疗器械中塑料的压配与激光焊接设备
- 国知局
- 2024-08-01 03:23:09
本发明涉及一种自动化装配技术以及智能监控的激光焊接技术的设备研发,具体涉及用于精密复杂医疗器械中塑料压配与激光焊接设备。
背景技术:
1、塑料与金属连接起来作为医疗器械的零部件不胜枚举。根据《橡塑技术与装备》杂志2019年第7期刊登了一篇文章——医疗塑料产业正迎来爆发期,根据美国市场研究公司grand view research发布的最新报告显示,预计到2025年,全球医用塑料市场收益预计将达到3360亿美元。医疗领域近年来发展迅猛,在医疗器械制造和医用材料创新方面,塑料功不可没。目前,中国生物医用材料在临床应用中主要用作医疗器械,并已成为整个医疗器械产业的重要基础。
2、而在目前的塑料与塑料焊接中存在焊接时间长,被焊接件由于长时间受热而变形大,往往焊接好以后就无法装配,而且焊接中残渣多而达不到医疗器械的卫生标准,有时存在焊接不实即塑料件焊接后没有趁热压缩,这样就导致焊接效率低下,不能实现医疗器械的精准制造,又不能实现工业自动化,非常令人头痛。
3、如能设计一种用于精密复杂医疗器械中塑料压配与激光焊接设备,特别是针对卸料器械的制造企业,如果能设计一种焊接中塑料残渣少、焊接变形量小,在焊接后热量尚未散去就对机械零件及时用模具纠正偏差,机械设备的价格又不高,正是目前很多企业所渴望的。
技术实现思路
1、本发明针对上述存在问题,设计了一种用于精密复杂医疗器械中塑料压配与激光焊接设备能趁热压缩,从而实现医疗器械的精准制造。本发明设计了激光焊头为月牙形,便于寻找圆柱状或者圆形、方形的医疗器械外围需要焊接地方,可以使激光焊头发出激光到达待焊区域的任意位置。由于激光加热速度快,所以焊接速度也快、医疗器械被燃烧或者熔化少,无残留在医疗器械内部的塑料焊渣,符合医疗器械的卫生方面要求,而且焊接就精准精密,生产成本低,并且可以实现医疗器械焊接过程监控化。
2、本发明涉及的技术解决方案:
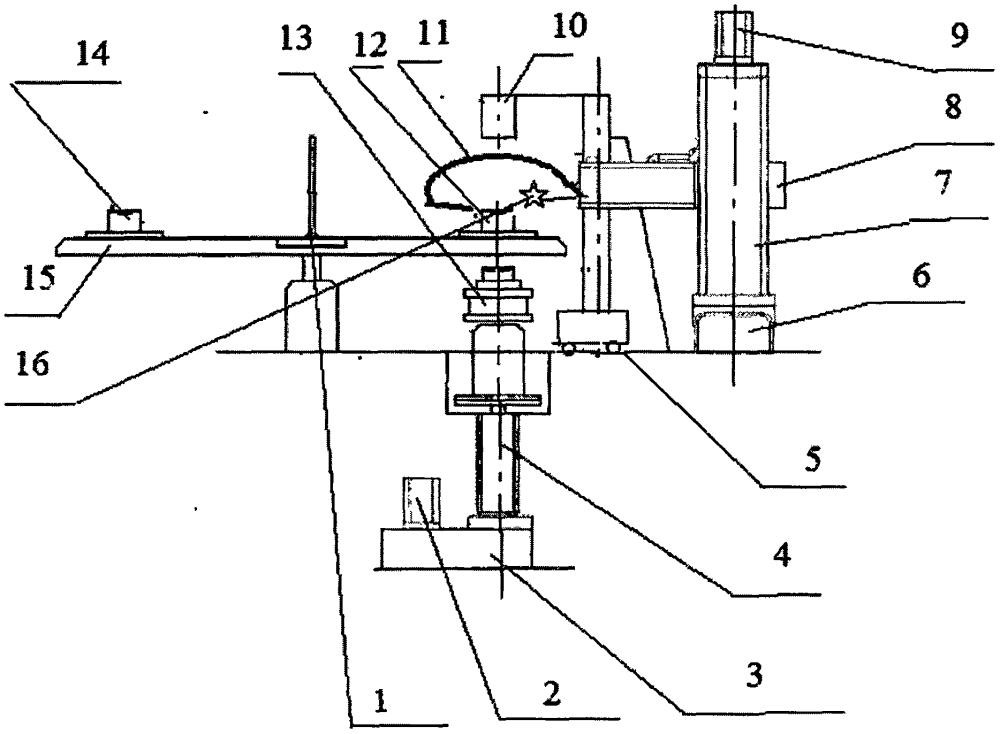
3、如图1所示,用于精密复杂医疗器械中塑料压配与激光焊接设备,其特征在于:该设备主要由旋转中心轴1、液压电机2、压力油箱3、伸缩油缸4、环绕立杆5、激光发生器6、升降杆7、水平旋转臂8、伺服电机c9、上压模套子10、激光焊头11、医疗器械12、凸模13、待焊接医疗器械14、旋转板15、温度传感器16组成;所述的旋转板15左端安装在进料传输带旁边;所述的凸模13安装在医疗器械12正下方,所述的上压模套子10安装在医疗器械12正上方;所述的液压电机2安装在压力油箱3旁边支架上,所述的伸缩油缸4安装在压力油箱3旁边的底座上;所述的凸模13的外形尺寸是与医疗器械12相配套的一系列尺寸;所述的凸模13与上压模套子10是可以根据医疗器械12的型腔与外围的形状与大小进行调换的;所述的凸模13与伸缩油缸4上端为可以拆卸的螺栓连接;所述的上压模套子10上方与环绕立杆5的上方架子之间也是可以拆卸的螺栓连接;所述的环绕立杆5的底部安装有便于做旋转运动的万向轮;所述的升降杆7与水平旋转臂8是通过齿轮内啮合连接;所述的伺服电机c9的输出轴通过平键与升降杆7连接,升降杆7的底部安装有液压升降油缸与液压油泵与电机;所述的医疗器械12旁边安装有检测焊接时的温度传感器16。
4、如图2所示,所述的激光焊头11为月牙形,在激光焊头11前端安装有扫描振镜,扫描振镜被一端安装有伺服电机a205的水平轴带动反射镜a204,扫描振镜在竖直方向上设有反射镜b202,反射镜b202由伺服电机b203带动;伺服电机a205与伺服电机b203上均带有磁编码器,磁编码器由永磁体和磁传感器构成,其中永磁体安装在伺服电机a205与伺服电机b203轴承的顶端,磁传感器安装在永磁体磁场范围内的印刷电路板上,磁传感器为锑化铟半导体材料;伺服电机b203下方还设有物镜206;激光发生器6产生的激光201照射到反射镜b202后又被反射到反射镜a204,在经过物镜206传送到待焊接医疗器械14上需要焊接之处。本发明装置中的安装在电机轴承上的永磁体一旦开始旋转,锑化铟半导体的磁传感器就能检测到磁场方向的变化,因此可以得出伺服电机a205与伺服电机b203的旋转位置和旋转速度,便于复杂且精密的医疗器械中塑料的激光精准焊接。本发明的激光束对医疗器械12待焊接的外围区域轮廓进行高速扫描,用激光加热医疗器械12需要焊接外围达到熔点附近,然后将塑料件快速焊接好,然后趁热将塑料件与金属外壳压力装配好。所述的激光焊头11为月牙形,便于寻找圆柱状或者圆形、方形的医疗器械外围需要焊接地方,可以使激光焊头11发出激光201到达待焊区域的任意位置。由于激光加热速度快,所以焊接速度也快、医疗器械12被燃烧或者熔化少,无残留在医疗器械内部的塑料焊渣,符合医疗器械的卫生方面要求,而且焊接就精准精密,生产成本低,并且可以实现医疗器械焊接过程监控化。
5、本发明进一步技术解决方案是:
6、如图1所示,所述的旋转中心轴1与旋转板15通过花键联结,旋转中心轴1底部安装有伺服电机,该伺服电机为交流伺服电动,交流伺服电动的定子上装有两个位置互差90°的绕组,一个励磁绕组接在交流电压上;另一个控制绕组联接控制信号电压;该伺服电机的转子为杯壁为0.2mm的铝合金的空心杯形鼠笼式转子。本发明之所以选用伺服电机,因为伺服电动机具有较宽的调速范围而适应本发明的不同的塑料件压配速度,如大尺寸塑料件中的过盈配合即可以采用较慢速度压配可以有效地抑制现有技术中出现的“装配歪斜”现象、良好的线性的机械特性,而且在复杂且精密的医疗器械中塑料的压配与激光焊接中无“自转”现象,就使得焊接与压配精准到位,伺服电机还有快速响应的性能,它与现有技术中中采用普通电动机相比有显著的进步,应具有转子电阻大和转动惯量小这两个特点。应用较多的转子结构有两种形式:本发明的伺服电机采用高电阻率的导电材料做成的鼠笼转子,本发明为了减小转子的转动惯量,转子做成细长型。
7、如图2所示,所述的激光焊头11为月牙形,在激光焊头11前端安装有扫描振镜,扫描振镜被一端安装有伺服电机a205的水平轴带动反射镜a204,扫描振镜在竖直方向上设有反射镜b202,反射镜b202由伺服电机b203带动;伺服电机a205与伺服电机b203上均带有磁编码器,磁编码器由永磁体和磁传感器构成,其中永磁体安装在伺服电机a205与伺服电机b203轴承的顶端,磁传感器安装在永磁体磁场范围内的印刷电路板上,磁传感器为锑化铟半导体材料;伺服电机b203下方还设有物镜206;激光发生器6产生的激光201照射到反射镜b202后又被反射到反射镜a204,在经过物镜206传送到医疗器械12上需要焊接之处。本发明装置中的安装在电机轴承上的永磁体一旦开始旋转,锑化铟半导体的磁传感器就能检测到磁场方向的变化,因此可以得出伺服电机a205与伺服电机b203的旋转位置和旋转速度,便于复杂且精密的医疗器械中塑料的激光精准焊接。本发明的激光束对医疗器械12待焊接的外围区域轮廓进行高速扫描,用激光加热医疗器械12需要焊接外围达到熔点附近,然后将塑料件快速焊接好,然后趁热将塑料件与金属外壳压力装配好。所述的激光焊头11为月牙形,便于寻找圆柱状或者圆形、方形的医疗器械外围需要焊接地方,可以使激光焊头11发出激光201到达待焊区域的任意位置。由于激光加热速度快,所以焊接速度也快、医疗器械12被燃烧或者熔化少,无残留在医疗器械内部的塑料焊渣,符合医疗器械的卫生方面要求,而且焊接就精准精密,生产成本低,并且可以实现医疗器械焊接过程监控化。
8、所述的待焊接医疗器械14的四周覆盖了掩膜板,并在待焊接医疗器械14上需要焊接之处掩膜板是镂空的。本发明中由于掩模板的遮挡激光作用,而且掩膜板是镂空的,激光束只会作用在未被掩模板覆盖的即镂空处待焊区域,本发明使用掩膜板遮挡不要焊接的地方,使得待焊接医疗器械14在焊接过程中烧伤少,可以焊接精准或者形状复杂的医疗器械焊缝,非常适用于医疗精密器件的焊接。
9、所述的激光发生器6为可以进行水平方向、前后方向、上下方向的自由运动,同时携带监控系统而适应不同种夹具同时即时捕捉焊接点的三轴激光发生器;所述的激光发生器6的激光波长和功率可以调节的。本发明的激光发生器6在焊接同一种复杂且精密的医疗器械时,激光发生器6位置在调整好之后就可以不动,焊接效率高而且精准。本发明所述的激光发生器6的激光波长和功率可以调节的。可以根据精密复杂医疗器械中塑料体积大小和外形复杂程度,即时调节激光波长和功率,设置激光的波长为800纳米~1100纳米,比如被焊接塑料面积大而且厚操作工就选择大功率来焊接。
10、所述的伺服电机c9、所述的液压电机2、所述的伸缩油缸4均由可编程逻辑控制器控制,可编程逻辑控制器与温度传感器16、指示灯、交流接触器、伺服电机a205、伺服电机b203、激光发生器6连接;所述的待焊接医疗器械14与所述的温度传感器16周围设有监控系统,监控系统中设有基于matlab软件进行温度控制焊接点控制设备。本发明中可编程逻辑控制器是用于精密复杂医疗器械中塑料压配与激光焊接设备的控制核心,可编程逻辑控制器与温度传感器16、输出控制指示灯、交流接触器线圈、伺服电机a205、伺服电机b203、激光发生器6连接;接收来自设备外围的开关量信号,经过plc运算和处理,输出控制信号来控制整台焊接设备。本发明激光发生器6一旦调整好激光发射方向后不需要再调整,激光发生器6发出激光的方向采用板卡进行控制,这样不占用可编程逻辑控制器的内部资源。利用可编程逻辑控制器给伺服电机a205、伺服电机b203、伺服电机c9、旋转中心轴1下方伺服电机的编码器发送脉冲从而对用于精密复杂医疗器械中塑料压配与激光焊接设备运动控制。本发明采用表面声波式触摸屏来实现人机的交互,将设定好的医疗器械中塑料激光焊接工艺参数传递给可编程逻辑控制器进行激光焊接的过程控制,同时将plc等元器件生产数据动态显示在本发明的表面声波式触摸屏上,实现医疗器械在激光焊接过程中的可视化,同时利用电脑上位机进行数据的存储和历史数据的查询,便于及时纠正焊接过程的错误,同时可以查阅历史记录。
11、所述的温度传感器16傍边安装有温度反馈系统和激光控制系统;温度反馈系统由红外温度探测模块和光学反馈模块组成;激光控制系统由半导体发射器模块、激光控制模块组成。通过对医疗器械在激光焊接处温度的测量,利用pid算法来及时调节控制器件、激光发生器6的能量输出,即时调节激光发生器6发出的激光波长和功率,本发明设置激光的波长为800纳米~1100纳米,比如被焊接的塑料面积大而且厚,操作工就选择大功率来焊接。以此来保证精密复杂医疗器械中塑料激光焊接质量。
12、所述的凸模13的外形与医疗器械12内部型腔外形一致,所述的凸模13外形尺寸比医疗器械12内部型腔尺寸小0.002~0.035mm;所述的医疗器械12的外形与所述的上压模套子10内部型腔外形一致;所述的医疗器械12外形尺寸比所述的上压模套子10内部型腔尺寸小0.003~0.046mm;所述的凸模13与上压模套子10内部均开设用于通冷却水的通孔。用凸模13的外形与医疗器械12内部型腔外形一致,凸模13插入医疗器械12内部型腔,来减小精密而且复杂医疗器械由于焊接时受热内部变形量。同理,所述的医疗器械12的外形与所述的上压模套子10内部型腔外形一致,来减小精密而且复杂医疗器械由于焊接时受热外部变形量。所述的凸模13与上压模套子10内部均开设用于通冷却水的通孔,当医疗器械12被压配好后再等留1分钟,plc即“通知”系统里水泵向凸模13与上压模套子10内部流淌冷却水,加快医疗器械12冷却,此时再当松开凸模13与上压模套子10,焊接好而且压配好医疗器械12就不容易变形。
13、所述的水平旋转臂8的左右两端开设有与医疗器械12下部型腔尺寸一致的孔。所述的水平旋转臂8尺寸是多系列的,即所生产的医疗器械12品种更换,水平旋转臂8就更换。水平旋转臂8的左右两端开设有与医疗器械12下部型腔尺寸一致的孔方便快速加工。便于用凸模13插入医疗器械12内部型腔,以减小精密而且复杂医疗器械由于焊接时受热内部变形量。
14、本发明有益效果:
15、一、本发明通过对医疗器械在激光焊接处温度的测量,利用pid算法来及时调节控制器件、激光发生器6的能量输出,即时调节激光发生器6发出的激光波长和功率,本发明待焊接医疗器械14的四周覆盖了掩膜板,并在待焊接医疗器械14上需要焊接之处掩膜板是镂空的。本发明中由于掩模板的遮挡激光作用,而且掩膜板是镂空的,激光束只会作用在未被掩模板覆盖的(即镂空处)待焊区域,本发明使用掩膜板遮挡不要焊接的地方,使得待焊接医疗器械14在焊接过程中烧伤少,可以焊接精准或者形状复杂的医疗器械焊缝,非常适用于医疗精密器件的焊接。特别是针对卸料器械的制造企业,如果能设计一种焊接中塑料残渣少、焊接变形量小,在焊接后热量尚未散去就对机械零件及时用模具纠正偏差,本发明采用上压模套子10、凸模13等机械装置纠正偏差,机械设备的价格又不高,对比本领域技术方案有突出的实质性特点和显著的进步。
16、二、本发明结构精巧,本发明采用可变激光波长与激光功率的塑料焊接设备对医疗器械进行焊接,属于非接触焊接。具有不透气、不漏水、同时由于激光加热速度快,所以焊接速度也快、医疗器械12被燃烧或者熔化少,无残滞留在医疗器械内部的,而且焊接精准精密,符合医疗器械的卫生方面要求、生产成本低,并且可以实现医疗器械焊接过程监控化。待焊接医疗器械的四周覆盖了掩膜板,并在待焊接医疗器械上需要焊接之处掩膜板是镂空的,就可以精准焊接镂空处,掩膜板覆盖之处就有效避免被灼伤。这样焊缝强度高、无飞边、无残渣、无振动、热应力最小、易于控制、灵活性好、适应性好等诸多优点。
17、三、本发明具有广阔的推广应用前景,可以广泛地应用于医疗器械企业,小型私营企业,设备造价低,机械设计合理,维修方便,自动化程度高,可以大幅度降低工人劳动强度,同时提高塑料焊接质量。本发明中可编程逻辑控制器是用于精密复杂医疗器械中塑料压配与激光焊接设备的控制核心,可编程逻辑控制器与温度传感器16、输出控制指示灯、交流接触器线圈、伺服电机a205、伺服电机b203、激光发生器6连接;接收来自设备外围的开关量信号,经过plc运算和处理,输出控制信号来控制整台焊接设备。本发明激光发生器6一旦调整好激光发射方向后不需要再调整,激光发生器6发出激光的方向采用板卡进行控制,这样不占用可编程逻辑控制器的内部资源。利用可编程逻辑控制器给伺服电机a205、伺服电机b203、伺服电机c9、旋转中心轴1下方伺服电机的编码器发送脉冲从而对用于精密复杂医疗器械中塑料压配与激光焊接设备运动控制。本发明采用表面声波式触摸屏来实现人机的交互,将设定好的医疗器械中塑料激光焊接工艺参数传递给可编程逻辑控制器进行激光焊接的过程控制,同时将plc等元器件生产数据动态显示在本发明的表面声波式触摸屏上,实现医疗器械在激光焊接过程中的可视化,同时利用电脑上位机进行数据的存储和历史数据的查询,便于及时纠正焊接过程的错误,同时可以查阅历史记录。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212456.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表