用于生产空心塑料制品,特别是瓶子预制品的注射设备的制作方法
- 国知局
- 2024-08-01 04:09:45
本发明涉及模塑空心塑料制品,例如瓶子预制品的领域。特别地,本发明涉及一种注射设备,其特别适于注射来自塑化设备的熔融塑料,该塑化设备可以产生基本上连续的熔融塑料流。熔融塑料可以从例如诸如pet(聚对苯二甲酸乙二醇酯)的塑料开始,以薄片形式生产
背景技术:
1、为了生产瓶子预制品,通常使用包括挤出机和仅一个注射器的设备。
2、挤出机的螺杆和注射器的活塞的前进和后退运动是异步的。
3、事实上,当螺杆旋转并沿其纵向轴线后退同时熔化颗粒(通常为pet)并累积连续注射所需的熔融塑料的体积(塑化步骤)时,活塞前进以将熔融塑料注射到模具中(注射步骤);反之亦然,当螺杆旋转并沿其纵向轴线前进以转移塑化步骤中产生的熔融塑料(转移步骤)时,活塞后退使得注射器填充有熔融塑料(加载步骤)。
4、因此,由挤出机产生的熔融塑料流是不连续的。
5、这是当必须通过挤出机熔融的原料为球粒或颗粒的形式时,特别是当原料为纯pet时,或在回收和重铸材料的情况下原料为再生pet时,所执行的标准流程。
6、通过研磨预制品和瓶子,而不熔化它们而获得的薄片形式的材料的使用越来越被需要。
7、为了从pet薄片开始生产预制品,需要一种塑化设备,该塑化设备包括挤出机,其设计为与前述不同地操作。
8、与pet球粒不同,pet薄片由于其较小的表观密度而可能需要特定的塑化过程,其中螺杆不按照前述方式前进/后退,而是以称为纯挤出的方式操作。基本上,螺杆以恒定速度旋转,而不沿其纵向轴线前进/后退。
9、这导致离开塑化设备的熔融塑料流基本上连续且恒定,不再如先前描述的过程中那样不连续。
10、因此,由于离开挤出机的流是连续的,需要两个注射器。
11、特别地,在挤出机的下游,两个注射器交替地从挤出机接收熔融塑料。更具体地,该设备被设计为使得当第一注射器将熔融塑料注入模具中时,第二注射器从挤出机接收熔融塑料,反之亦然。
12、该流程的关键方面是熔融塑料的降解。特别地,pet的降解导致形成不期望的挥发性化合物,例如乙醛和苯。
13、避免熔融塑料降解的管理不是微不足道的,尤其是当进行从薄片形式的pet开始的预制品生产过程时。
14、目前,采用从薄片形式的pet开始生产预制品的设备无法避免pet的降解,或者无法在任何情况下都令人满意地最小化熔融pet的降解。
15、因此,需要一种设备,特别是用于从薄片形式的pet开始生产瓶子预制品的设备,其允许减少熔融pet的降解。
技术实现思路
1、本发明的目的旨在制造一种用于生产空心制品(例如瓶子预制品)的注射设备,特别是从待熔化的薄片形式的塑料开始,其允许减少熔融塑料(特别是熔融pet)的降解。
2、本发明通过一种注射设备至少实现了这个目的和其它目的,根据本说明书,这些目的和其它目的将是显而易见的,该注射设备用于将熔融塑料注入模具中,特别是用于模塑一个或多个空心制品(特别是瓶子预制品)。
3、所述注射设备包括:
4、-两个注射器,每个所述注射器限定相应的纵向轴线,适于接收所述熔融塑料并将所述熔融塑料交替地注射到所述模具中;
5、-以及导管(或管子或导管系统),所述导管(或管子或导管系统)具有用于所述熔融塑料的入口开口,适于连接至塑化设备,并将所述熔融塑料从所述塑化设备朝向两个注射器引导,或者将所述熔融塑料从所述塑化设备引导至两个注射器;
6、其中,沿着相应纵向轴线的长度,所述导管的长度小于两个注射器中的每一个。
7、本发明还涉及一种模塑设备,特别是根据权利要求20所述的模塑设备。
8、有利地,根据本发明的注射设备允许避免或最小化熔融塑料的降解,特别是熔融pet的降解。
9、为此,上述导管的长度已经被仔细地选择。
10、为了进一步优化熔融塑料的降解的最小化,已经确定了其它特征。
11、发明人已经发现,将熔融塑料从塑化设备引导至注射器的导管的长度显著地影响熔融塑料的降解。
12、特别地,发明人已经发现,太长的导管增加了在高温下熔化的塑料的停留时间,导致熔融塑料的降解。
13、然而,通过选择导管的长度,使得导管的长度小于每个注射器的长度,可以减少在高温下熔化的塑料的停留时间,并因此使熔融塑料的降解最小化。
14、优选地,在所有实施例中,前述导管是适于将熔融塑料从塑化设备朝向两个注射器引导,或将熔融塑料从塑化设备引导至两个注射器的唯一导管,即,不提供用于此目的其它导管。
15、根据示例性但非排他性实施例的详细描述,本发明的进一步特征和优点将变得更加显而易见。
16、从属权利要求描述了本发明的特定实施例。
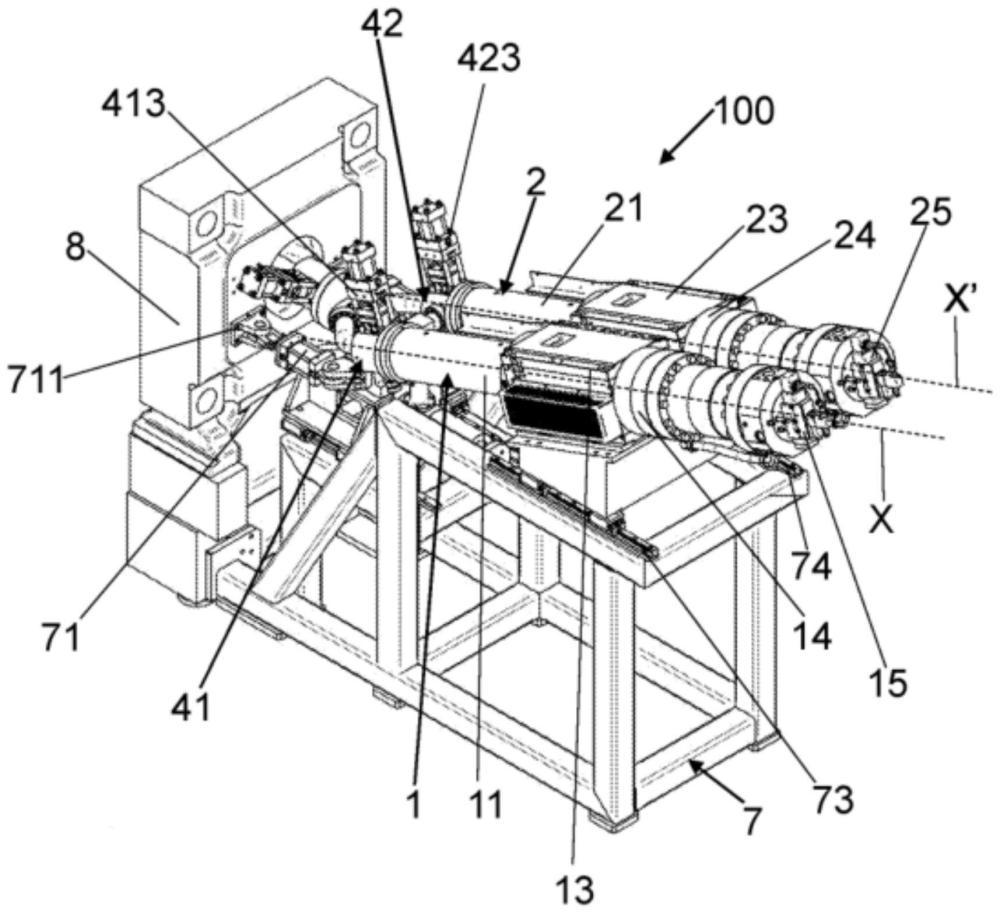
技术特征:1.一种注射设备(100),用于将熔融塑料注射到模具内,所述模具用于模塑一个或多个空心制品,特别是瓶子预制品;
2.根据权利要求1所述的注射设备(100),包括一个或多个阀(41,42),以允许交替地将所述熔融塑料加载至所述注射器(1)中的一个和将所述熔融塑料从另一个注射器(2)注射出去。
3.根据权利要求2所述的注射设备(100),其中,所述导管(3,31,32,33)从用于所述熔融塑料的入口开口(30)延伸到一个或多个所述阀(41,42);优选地,其中,每个阀(41,42)的主体(411,421)固定到相应的注射器(1,2)。
4.根据前述权利要求中任一项所述的注射设备(100),包括两个阀(41,42),其中,一个阀(41,42)用于每个注射器(1,2);其中,每个阀(41,42)适于根据其位置以允许或阻止熔融塑料进入相应的注射器(1,2),优选地,其中每个阀(41,42)是三通阀。
5.根据权利要求4所述的注射设备(100),其中,每个阀(41,42)适于处于第一位置和第二位置,在所述第一位置中,每个阀(41,42)允许熔融塑料从所述导管(3)通向相应的注射器(1,2),并且防止熔融塑料从相应的注射器(1,2)通向所述模具;在所述第二位置中,每个阀(41,42)允许熔融塑料从相应的注射器(1,2)通向所述模具,并且防止熔融塑料从所述导管(3)通向相应的注射器(1,2)。
6.根据前述权利要求中任一项所述的注射设备(100),其中,两个所述注射器(1,2)相对于与所述注射设备(100)的支撑平面平行的水平面(h)倾斜,优选地倾斜10°至45°的角度。
7.根据前述权利要求中任一项所述的注射设备(100),其中,所述注射器(1,2)中的每一个包括适于接收所述熔融塑料的主体(11,21)、适于在所述主体(11,21)中滑动的活塞(12,22)以及适于移动所述活塞(12,22)的制动装置(14,24);
8.根据权利要求7所述的注射设备(100),其中,每个注射器(1,2)具有第一轴向端部(19')和第二轴向端部(19”);
9.根据前述权利要求中任一项所述的注射设备(100),其中,所述导管(3,31,32,33)的内部容积小于每个注射器(1,2)能够接收所述熔融塑料的最大内部容积,优选地等于或小于所述最大内部容积的一半。
10.根据前述权利要求中任一项所述的注射设备(100),其中,所述导管(3,31,32,33)的长度与内径之间的比率为25至50。
11.根据前述权利要求中任一项所述的注射设备(100),其中,所述导管(3)具有两个出口开口(32,33);
12.根据前述权利要求中任一项所述的注射设备(100),其中,所述导管(3,31,32,33)包括设置有所述入口开口(30)的第一延伸部(31)和两个分支(32,33),每个分支(32,33)适于朝向相应的注射器(1,2)运送所述熔融塑料;特别地,其中,每个分支(32,33)设置有所述导管(3)的相应的出口开口(37,38);优选地,其中,每个分支(32,33)连接至相应的阀(41,42)。
13.根据权利要求12所述的注射设备(100),其中,所述导管(3)的部分由包括两个所述分支(32,33)的t形或y形部件界定。
14.根据权利要求12或13所述的注射设备(100),其中,导管(3)的所述第一延伸部(31)包括彼此横向的两个延伸部(311,312)。
15.根据前述权利要求中任一项所述的注射设备(100),其中,所述导管(3)的入口开口(30)适于连接至所述塑化设备(102),所述导管(3)的入口开口(30)布置在每个注射器(1,2)的所述轴向端部(19',19”)在与所述注射设备(100)的支撑平面平行的水平面(h)上的正交投影(p,q)之间的空间中。
16.根据前述权利要求中任一项所述的注射设备(100),其中,所述导管(3)的入口开口(30)适于连接至所述塑化设备(102),所述导管(3)的入口开口(30)布置在两个所述注射器(1,2)下方的空间中,特别是在两个所述注射器(1,2)下方和两个所述注射器(1,2)处,或两个所述注射器(1,2)上方的空间中,特别是在两个所述注射器(1,2)上方和两个所述注射器(1,2)处。
17.根据前述权利要求中任一项所述的注射设备(100),包括用于将所述熔融塑料从所述注射器(1,2)朝向所述模具运送的管子(5);
18.根据权利要求17所述的注射设备(100),其中,沿着所述管子(5)的延伸部(50)设置阀(6),所述阀(6)在第一位置允许熔融塑料通向所述模具,并且在第二位置允许所述熔融塑料从所述延伸部(50)离开,特别地用于执行清洗操作。
19.根据前述权利要求中任一项所述的注射设备(100),其中,所述导管(3)由适于相对于彼此滑动的两个部件(91,92)界定,特别是以便形成伸缩系统;其中,所述两个部件(91,92)中的第一部件(91)界定所述导管(3)的入口开口(30),所述第一部件(91)适于固定到所述塑化设备(102),并且优选地插入到所述两个部件(91,92)中的第二部件(92)内。
20.一种用于生产一个或多个空心制品的模塑设备(101),包括根据前述权利要求中任一项所述的注射设备(100)和连接至导管(3)的塑化设备(102),使得熔融塑料能够从所述塑化设备(102)通到两个注射器(1,2)。
21.根据权利要求20所述的模塑设备(101),其中,所述塑化设备(102)至少部分地布置在两个注射器(1,2)下方的空间中。
技术总结一种注射设备(100),用于将熔融塑料注射到模具内,模具用于模塑一个或多个空心制品,特别是瓶子预预制品;注射设备(100)包括‑两个注射器(1,2)每个注射器限定相应的纵向轴线(X,X'),适于接收熔融塑料并将熔融塑料交替地注射到具中;‑和导管(3,31,32,33),具有用于熔融塑料的入口开口(30),适于连接至塑化设备(102)并且将熔融塑料从塑化设备(102)朝向两个注射器(1,2)引导;其中,沿着相应的纵向轴线(X,X')的长度(Ltot),所述导管(3)的长度小于两个注射器(1,2)中的每一个。技术研发人员:E·梅内戈尔,N·斯泰拉,M·佐帕斯受保护的技术使用者:S.I.P.A.工业设计自动化合伙股份有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/214906.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
粉末降级预测的制作方法
下一篇
返回列表