一种内置缓冲机构的新型汽车配件注塑模具的制作方法
- 国知局
- 2024-08-01 04:13:26
本发明属于模具,尤其涉及一种内置缓冲机构的新型汽车配件注塑模具。
背景技术:
1、注塑是一种工业工件生产造型的方法,通常使用橡胶注塑或塑料注塑。采用注射成型机将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品,主要用于制造各种结构复杂或者体积较小的工件。
2、现有技术中公开了部分xx技术领域的发明专利,其中中国专利cn104227998b公开了一种两次顶出注塑模具,整体结构布局合理,采用分两次顶出的方式顶出产品,司筒顶的部位为产品比较薄的部位,而顶针顶的部位为产品比较厚的部位,司筒和顶针的行程分开设计,缩短了整体模具行程,而且产品比较薄的部位对应的司筒前段壁厚由于行程的缩短而设计长度较短,保证了司筒的强度,使得生产时不容易出现司筒断裂等现象,延长了模具的使用寿命,该技术方案在实行的过程中仍存有一些不足之处,在将注塑件由动模内顶出下料时,多是简单的通过一个顶杆顶出,受力面较小,对于复杂零件容易出现死点,且在面对较薄的注塑件时,容易出现破损。
3、基于此,本发明设计了一种内置缓冲机构的新型汽车配件注塑模具,以解决上述问题。
技术实现思路
1、本发明的目的在于:为了解决现有技术中在将注塑件由动模内顶出下料时,多是简单的通过一个顶杆顶出,受力面较小,对于复杂零件容易出现死点,且在面对较薄的注塑件时,容易出现破损的问题,而提出的一种内置缓冲机构的新型汽车配件注塑模具。
2、为了实现上述目的,本发明采用了如下技术方案:
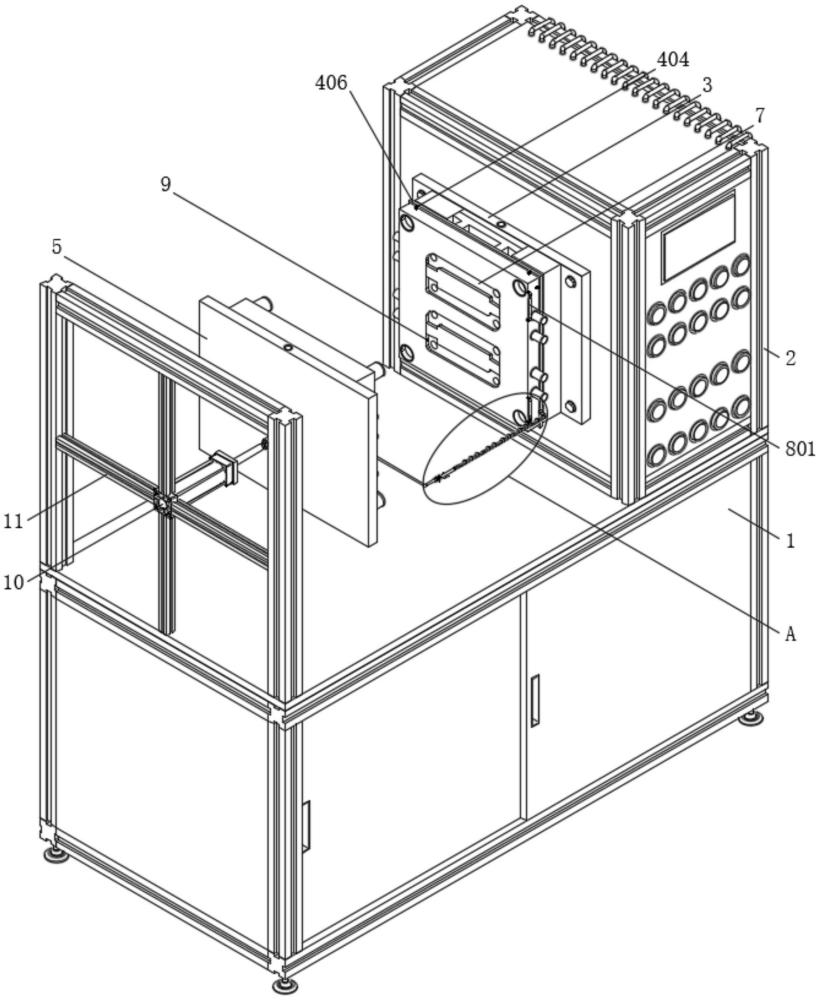
3、一种内置缓冲机构的新型汽车配件注塑模具,包括机柜,所述机柜的顶部固定安装有控制柜,所述控制柜的侧端面固定安装有定模,所述定模的侧方位设置有动模,所述动模和定模的相对面分别设置有第一注塑型腔和第二注塑型腔,所述动模与定模之间设置有推送组件,所述推送组件包括依次连通并流动有空气的第一排气管、缓存盒和第二排气管,空气流入动模的内部后推动下料板并与之配合将第一注塑型腔内的汽车配件顶出,并且动模与定模之间还设置有抽真空组件。
4、作为上述技术方案的进一步描述:
5、所述推送组件包括缓冲槽,所述缓冲槽开设在定模的侧端面,并且缓冲槽内套接有缓冲板,所述缓冲板的侧端面通过缓冲弹簧与缓冲槽内侧的端面固定连接;
6、所述定模的表面套接有缓存盒,所述缓存盒的侧端面接通有第一排气管,所述第一排气管的另一端卡接在定模的表面与缓冲槽接通,并且第一排气管的端口位于缓冲板靠近缓冲弹簧的一侧,所述定模表面对应第一排气管的位置接通有吸气管;
7、所述缓存盒的端面接通有第二排气管,所述第二排气管的另一端接通在动模的端面,所述第二排气管的表面固定安装有阀门,并且机柜顶部对应阀门的位置固定连接有角形座。
8、作为上述技术方案的进一步描述:
9、所述第一注塑型腔的内侧壁开设有排气孔,所述排气孔的端口内嵌设有下料板,所述下料板远离第二注塑型腔的一面固定连接有滑行杆,所述滑行杆的表面套接有杆套,所述杆套卡接在网面环的侧端面,所述网面环与下料板的相对面通过第一支撑弹簧固定连接,所述第一支撑弹簧套接在滑行杆的表面,所述网面环套接在排气孔的内侧壁。
10、作为上述技术方案的进一步描述:
11、所述第一排气管的表面固定安装有第一单向阀,所述吸气管的表面固定安装有第二单向阀,所述第二单向阀和第一单向阀的单向截流方向互逆。
12、作为上述技术方案的进一步描述:
13、所述抽真空组件包括抽真空管,所述抽真空管的一端卡接在定模的端面与缓冲槽接通,并且抽真空管的端口位于缓冲板远离缓冲弹簧的一侧,所述抽真空管的另一端卡接在定模的端面与定模内部接通;
14、所述动模侧端面对应缓冲槽的位置固定连接有顶杆,所述顶杆的端部套接有密封盘,所述密封盘的内侧壁固定连接有滑行座,所述滑行座滑动连接在顶杆表面开设的滑行槽内,所述滑行槽内侧的端面通过第二支撑弹簧与滑行座相近的一面固定连接。
15、作为上述技术方案的进一步描述:
16、所述顶杆的外径小于缓冲槽的内径,并且密封盘的外径大于缓冲槽的内径,用于对缓冲槽的端口起密封作用。
17、作为上述技术方案的进一步描述:
18、所述动模背离定模的一面固定安装有液压缸,所述液压缸的另一端通过机架固定安装在机柜的顶部。
19、作为上述技术方案的进一步描述:
20、所述第二注塑型腔的内侧壁开设有吸气孔,所述吸气孔的端口内嵌设有单向阀盖,所述单向阀盖与吸气孔之间通过弹簧合页铰接。
21、综上所述,由于采用了上述技术方案,本发明的有益效果是:
22、1、本发明中,待热塑性塑料或热固性料在第一注塑型腔和第二注塑型腔内固化后,控制液压缸拉动动模向远离定模的方向移动,待阀门再次与角形座发生接触时,受角形座所形成的阻力的作用,阀门开启,缓存盒内的空气经第二排气管进入到动模内,动模的内压力升高,高压空气推动下料板向定模的方向移动,在此过程中,下料板还会拉动第一支撑弹簧使其发生形变,下料板由排气孔探出后,高压空气进入到第二注塑型腔内,在高压空气和下料板的共同作用效果下,第二注塑型腔内的成品汽车配件将会被顶出,高压空气与多个下料板互相配合,从而能够实现推送面的最大化,使得成品汽车配件再被推送的过程中会更加稳定,使得第一注塑型腔和第二注塑型腔结构的适应性更好,且避免了产品出现顶痕的情况,使得产品的品质更好。
23、2、本发明中,缓冲槽内部对应缓冲板背离缓冲弹簧一侧的压力下一定量值,在低压力的作用下,单向阀盖通过弹簧合页发生翻转,发生翻转后的单向阀盖解除了对吸气孔的密封作用,吸气孔开启后第一注塑型腔和第二注塑型腔内的空气被抽出,从而能够降低第一注塑型腔和第二注塑型腔的内压力,待第一注塑型腔和第二注塑型腔的内压力降至一定阈值时单向阀盖自动关闭,随后向第一注塑型腔和第二注塑型腔内注入热塑性塑料或热固性料,由于第二注塑型腔和第一注塑型腔内压力较低,使得注入的热塑性塑料或热固性料能够快速流向狭窄的边角处,易于汽车配件的快速成型,同时低压环境还有利于减小并控制热塑性塑料或热固性料中的气泡,提升成品汽车配件的整体品质。
24、3、本发明中,动模通过顶杆与缓冲板发生解除并继续推进的过程中,缓冲板会推压缓冲弹簧并使其发生形变,利用缓冲弹簧发生形变时所产生的弹性力,从而能够为定模与动模之间提供一个良好缓冲环境,且随着缓冲槽内部对应缓冲板背离缓冲弹簧一侧压力的逐渐降低,所产生的低压阻力能够对缓冲弹簧起到辅助效果,从而有利于为动模和定模起到良好的保护作用。
技术特征:1.一种内置缓冲机构的新型汽车配件注塑模具,包括机柜(1),所述机柜(1)的顶部固定安装有控制柜(2),所述控制柜(2)的侧端面固定安装有定模(3),所述定模(3)的侧方位设置有动模(5),所述动模(5)和定模(3)的相对面分别设置有第一注塑型腔(6)和第二注塑型腔(7),其特征在于,所述动模(5)与定模(3)之间设置有推送组件(4),所述推送组件(4)包括依次连通并流动有空气的第一排气管(404)、缓存盒(406)和第二排气管(407),空气流入动模(5)的内部后推动下料板(411)并与之配合将第一注塑型腔(6)内的汽车配件顶出,并且动模(5)与定模(3)之间还设置有抽真空组件(8)。
2.根据权利要求1所述的一种内置缓冲机构的新型汽车配件注塑模具,其特征在于,所述推送组件(4)包括缓冲槽(401),所述缓冲槽(401)开设在定模(3)的侧端面,并且缓冲槽(401)内套接有缓冲板(402),所述缓冲板(402)的侧端面通过缓冲弹簧(403)与缓冲槽(401)内侧的端面固定连接;
3.根据权利要求2所述的一种内置缓冲机构的新型汽车配件注塑模具,其特征在于,所述第一注塑型腔(6)的内侧壁开设有排气孔(409),所述排气孔(409)的端口内嵌设有下料板(411),所述下料板(411)远离第二注塑型腔(7)的一面固定连接有滑行杆(412),所述滑行杆(412)的表面套接有杆套,所述杆套卡接在网面环(413)的侧端面,所述网面环(413)与下料板(411)的相对面通过第一支撑弹簧(414)固定连接,所述第一支撑弹簧(414)套接在滑行杆(412)的表面,所述网面环(413)套接在排气孔(409)的内侧壁。
4.根据权利要求3所述的一种内置缓冲机构的新型汽车配件注塑模具,其特征在于,所述第一排气管(404)的表面固定安装有第一单向阀,所述吸气管(405)的表面固定安装有第二单向阀,所述第二单向阀和第一单向阀的单向截流方向互逆。
5.根据权利要求1所述的一种内置缓冲机构的新型汽车配件注塑模具,其特征在于,所述抽真空组件(8)包括抽真空管(801),所述抽真空管(801)的一端卡接在定模(3)的端面与缓冲槽(401)接通,并且抽真空管(801)的端口位于缓冲板(402)远离缓冲弹簧(403)的一侧,所述抽真空管(801)的另一端卡接在定模(3)的端面与定模(3)内部接通;
6.根据权利要求5所述的一种内置缓冲机构的新型汽车配件注塑模具,其特征在于,所述顶杆(802)的外径小于缓冲槽(401)的内径,并且密封盘(803)的外径大于缓冲槽(401)的内径,用于对缓冲槽(401)的端口起密封作用。
7.根据权利要求1所述的一种内置缓冲机构的新型汽车配件注塑模具,其特征在于,所述动模(5)背离定模(3)的一面固定安装有液压缸(10),所述液压缸(10)的另一端通过机架(11)固定安装在机柜(1)的顶部。
8.根据权利要求1所述的一种内置缓冲机构的新型汽车配件注塑模具,其特征在于,所述第二注塑型腔(7)的内侧壁开设有吸气孔,所述吸气孔的端口内嵌设有单向阀盖(9),所述单向阀盖(9)与吸气孔之间通过弹簧合页铰接。
技术总结本发明公开了一种内置缓冲机构的新型汽车配件注塑模具,属于模具技术领域,包括机柜,所述机柜的顶部固定安装有控制柜,所述控制柜的侧端面固定安装有定模,定模的侧方位设置有动模,动模和定模的相对面分别设置有第一注塑型腔和第二注塑型腔,动模与定模之间设置有推送组件。本发明中,下料板由排气孔探出后,高压空气进入到第二注塑型腔内,在高压空气和下料板的共同作用效果下,第二注塑型腔内的成品汽车配件将会被顶出,高压空气与多个下料板互相配合,从而能够实现推送面的最大化,使得成品汽车配件再被推送的过程中会更加稳定,使得第一注塑型腔和第二注塑型腔结构的适应性更好,且避免了产品出现顶痕的情况,使得产品的品质更好。技术研发人员:黄二魁受保护的技术使用者:涡阳凯达机械制造有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215229.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表