隐形眼镜的PP杯检验机的制作方法
- 国知局
- 2024-07-29 11:10:32
本技术涉及隐形眼镜生产,尤其是涉及一种隐形眼镜的pp杯检验机。
背景技术:
1、隐形眼镜,也叫角膜接触镜,是一种戴在眼球角膜上,用以矫正视力或保护眼睛的镜片,随着隐形眼镜使用量的增加,pp(聚丙烯)杯是一种可用于存放隐形眼镜的聚丙烯包装材料,被广泛用于存放抛弃周期短的隐形眼镜。
2、在pp杯生产过程中,需要对pp杯的质量进行检验,检验的内容主要包括黑点、毛边、翘曲等,以此来保证售卖的pp杯的产品质量均为合格的,现有对pp杯质量的检验主要是通过人工通过观察的方式进行检验,检验速度为每分钟20个,这导致pp杯的检验速度慢,检验效率低。
技术实现思路
1、为了改善采用人工检验pp杯的方式,导致pp杯的检验速度慢,检验效率低的问题,本技术提供一种隐形眼镜的pp杯检验机。
2、本技术提供的一种隐形眼镜的pp杯检验机采用如下的技术方案:
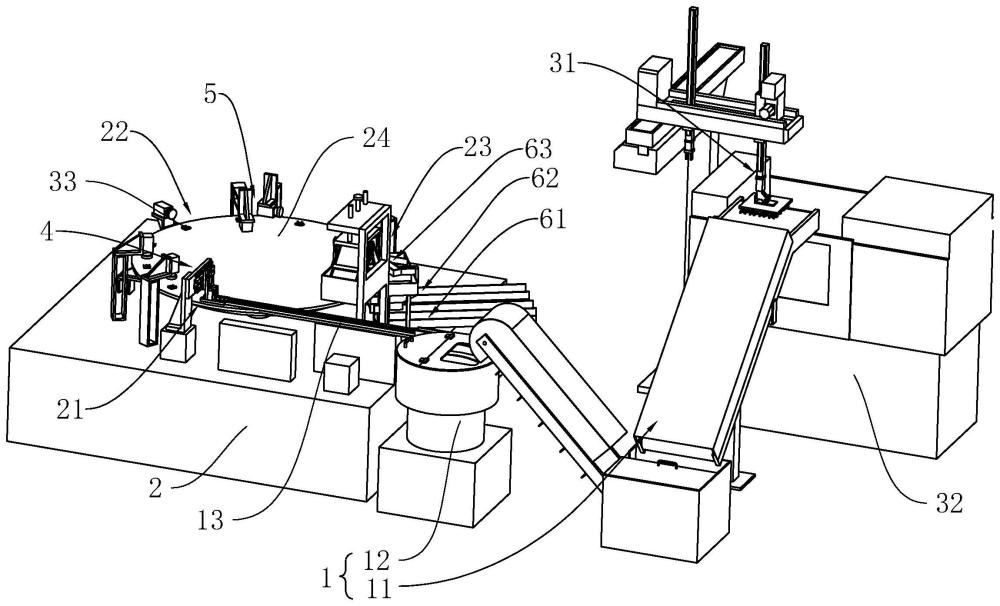
3、一种隐形眼镜的pp杯检验机,包括输送单元以及检测平台,所述检测平台上设有上料工位、检验工位、下料工位,所述检测平台上转动设有透明输送板,所述输送单元用于运输pp杯,所述检测平台上设有上料单元,所述上料单元用于将所述输送单元上的pp杯逐个移动到所述透明输送板上,所述透明输送板能够带动pp杯移动至所述上料工位、检验工位、下料工位;
4、所述检测平台在所述检验工位处设有视觉采集检验单元,所述视觉采集检验单元能够采集所述透明输送板上待检验的pp杯的图像,并判断待检验的pp杯是否合格,所述检测平台在所述下料工位处设有ng料带、合格料带、下料单元,所述视觉采集检验单元与所述下料单元与连接,并用于控制所述下料单元引导合格的pp杯进入所述合格料带,或引导不合格的pp杯进入所述ng料带。
5、通过采用上述技术方案,在对pp杯进行检验时,输送单元将pp杯输送到上料工位处,然后通过上料单元将pp杯移动到透明输送板上,随着透明输送板移动,当pp杯移动至检验工位时,视觉采集检测单元采集pp杯的图像信息,并与不满足缺陷图进行对比,判断该pp杯是否合格,然后pp杯移动至下料工位处,视觉采集检测单元控制下料单元将合格的pp杯进入合格料带,将不合格的pp杯进入ng料带,每个pp杯均采用上述的检验方式进行检验,每分钟检验数量为120个以上,因此相较于人工检验的方式,本方案能够提高pp杯的检验速度与检验效率。
6、在一个具体的可实施方案中,所述视觉采集检验单元包括工业相机、处理器、控制器,所述工业相机、处理器、控制器均设置在所述检测平台上,所述工业相机朝向所述透明输送板上的pp杯,并拍照采集图像转化为数字图像输送至所述处理器,所述处理器将数字图像与不满足缺陷图进行对比,判断pp杯的黑点、毛边、翘曲状况,并向所述控制器输出指令信号,所述控制器向所述下料单元输出控制信号,控制所述下料单元下料。
7、通过采用上述技术方案,当pp杯移至检验工位时,工业相机对pp杯拍照并转换为数字图像输送带处理器进行处理,处理器将待检pp杯与pp杯的缺陷图进行对比,判断pp杯是否合格,然后通过控制器控制下料单元将待检pp杯输送到不同的料带上,从而实现对pp杯的快速检验,提高检验效率与质量。
8、在一个具体的可实施方案中,所述工业相机数量至少七个,七个所述工业相机能够从上、下、左、右、前、后六个方位对pp杯进行图像采集。
9、通过采用上述技术方案,通过七个不同部位的工业相机对pp杯的黑点、翘曲、毛边进行检验,对pp杯进行全方位检验,提高pp杯检验的准确性。
10、在一个具体的可实施方案中,所述输送单元包括输送带机构、震动盘,所述输送带机构用于将pp杯由模具输送到所述震动盘内,所述震动盘的出口处设有延伸到所述上料工位的导轨,所述震动盘出来的pp杯能够沿着所述导轨移动到所述上料工位处。
11、通过采用上述技术方案,模具中出来的pp杯随着输送带机构进入震动盘内,然后震动盘将混乱的pp杯整齐,并通过导轨输送到透明输送板上的上料工位,提高pp杯上料的便利性。
12、在一个具体的可实施方案中,所述导轨的出口设置在所述透明输送板上,使得pp杯能够滑上所述透明输送板上,当所述pp杯位于检测位置时,所述上料单元解除对pp杯的限制,使得pp杯随着所述透明输送板移动。
13、通过采用上述技术方案,当pp杯经导轨画上透明输送板上时,上料单元限制pp杯随着透明输送板移动,当透明输送板上的定位点转动到pp杯时,控制件解除对pp杯的限制,使得透明输送板带动pp杯移动,从而pp杯在透明输送板上放置的更加整齐。
14、在一个具体的可实施方案中,所述上料单元包括驱动件和两个挡板,所述检测平台在所述上料工位处设有上料架,两个所述挡板均滑动设置在所述上料架上,所述驱动件设置在所述上料架上,并用于驱动两个所述挡板相互靠近或远离,两个所述挡板相互靠近能够对所述pp杯的移动进行阻挡,两个所述挡板相互远离,使得所述透明输送板带动所述pp杯移动。
15、通过采用上述技术方案,驱动件带动两个挡板相互靠近,对pp杯进行阻挡,驱动件带动两个挡板相互远离,解除对pp杯的阻挡,使得pp杯能够随着透明输送板移动,便于对pp杯控制的便利性。
16、在一个具体的可实施方案中,两个所述挡板在相对侧均设有阻挡面,从所述导轨内滑出的pp杯能够抵在两个所述阻挡面上。
17、通过采用上述技术方案,挡板对pp杯阻挡时,两个pp杯抵接在阻挡面上,有效避免pp杯在透明输送板上乱动,保证pp杯的位置形态的稳定。
18、在一个具体的可实施方案中,所述下料单元包括第一下料板与第二下料板,所述第一下料板与所述第二下料板均设置在所述透明输送板的上方,所述第二下料板设置在所述第一下料板的前方,所述第一下料板能够将不合格的pp杯引导至所述ng料带的落料口,所述第二下料板能够将合格的pp杯引导至所述合格料带上,所述pp杯在所述透明输送板的驱动下能够沿着所述第一下料板、第二下料板滑动,所述第一下料板与所述第二下料板之间形成供pp杯通过的滑移通道,pp杯能够穿过滑移通道移动到所述第一下料板上,所述第二下料板上设有封堵板,所述封堵板用于封堵所述滑移通道,并引导pp杯沿着所述第二下料板滑动,所述检测平台上设有用于引导所述封堵板转动的驱动电机,所述驱动电机与所述控制器连接。
19、通过采用上述技术方案,在对pp杯进行下料时,合格的pp杯沿着封堵板滑上第二下料板滑动,并最终从合格料带的落料口掉落到合格料带上,不合格的pp杯移动到下料工位是,驱动电机驱动封堵板转动,使得滑移通道打开,然后不合格的pp杯沿着滑移通道滑到第一下料板上,并沿着第一下料板滑动到ng料带上,以此实现对合格与不合格的pp杯的分别下料。
20、在一个具体的可实施方案中,所述检测平台上设有清理支架,所述清理支架上设有支撑架,所述支撑架上转动设有清理辊和转动辊,所述清理辊与所述转动辊之间通过皮带连接,所述皮带上设有清理布,所述清理辊引导所述清理布与所述透明输送板抵接,所述支撑架上设有用于驱动所述皮带转动的转动电机。
21、通过采用上述技术方案,当透明输送板下方的工业相机对pp杯进行拍照时,透明输送板上的黑点、杂质等会对处理器对pp杯的合格与否产生影响,此时转动电机带动皮带随着转动辊转动,皮带带动清理布对透明输送板进行清理,能够有效避免透明输送板上的杂质对处理器的误判,提高pp杯检验的准确性。
22、在一个具体的可实施方案中,所述支撑架上设有用于朝着所述清理布喷水的喷头,所述支撑架上设有两个相对的压辊,所述清理布穿过两个所述压辊之间,所述压辊用于将所述清理布内的水分压出,所述支撑架上设有用于承接所述压辊压出水分的收集箱。
23、通过采用上述技术方案,通过向清理布上喷水,使得清理布对杂质的清理更加的彻底;通过压辊将清理布内的水分挤出,能够减小水渍在透明输送板上的残留,使得透明输送板更加的清洁。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.在对pp杯进行检验时,输送单元将pp杯输送到上料工位处,然后通过上料单元将pp杯移动到透明输送板上,随着透明输送板移动,当pp杯移动至检验工位时,视觉采集检测单元采集pp杯的图像信息,并与不满足缺陷图进行对比,判断该pp杯是否合格,然后pp杯移动至下料工位处,视觉采集检测单元控制下料单元将合格的pp杯进入合格料带,将不合格的pp杯进入ng料带,每个pp杯均采用上述的检验方式进行检验,每分钟检验数量为120个以上,因此相较于人工检验的方式,本方案能够提高pp杯的检验速度与检验效率;
26、2.转动电机带动皮带随着转动辊转动,皮带带动清理布对透明输送板进行清理,能够有效避免透明输送板上的杂质对处理器的误判,提高pp杯检验的准确性。
本文地址:https://www.jishuxx.com/zhuanli/20240725/134927.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。