平滑式导轮刷胶加热装模一体化工装的制作方法
- 国知局
- 2024-08-05 13:00:07
本技术涉及自动化生产技术及自动化生产设备,具体的,是一种平滑式导轮刷胶加热装模一体化工装。
背景技术:
1、导轮类零件因生产工艺需求,具有刷胶、加热、装模、浇注工艺步骤,常见的操作方法是每个工步单独生产,单独设计的工装和模具,这样一来,所需的操作工人更多,且分散的工位较多,管理风险加剧,由于分的工步较为分散,效率极低。
2、因此,有必要提供一种平滑式导轮刷胶加热装模一体化工装来解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种平滑式导轮刷胶加热装模一体化工装。
2、技术方案如下:
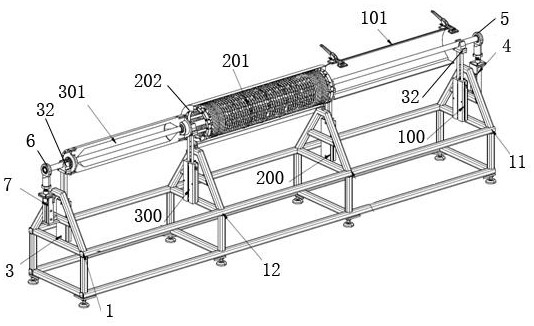
3、一种平滑式导轮刷胶加热装模一体化工装,包括机架,机架由若干对应设置的立架构成,若干立架对应设置后,至少形成刷胶工段、加热工段、以及装模工段;
4、机架上转动设置有中轴:
5、刷胶工段区域内的中轴上设置有滚筒构成的导轮涂覆模具;
6、加热工段区域内的中轴上设置有导轮笼式加热器构成的导轮加热件;
7、装模工段区域内的中轴上设置用于装设导轮铁心的装模导向部;
8、组合形成平滑式导轮刷胶加热装模一体化工装结构。
9、进一步的,若干立架对应设置于底架上。
10、进一步的,立架上对应中轴设置有升降式调节支撑件。
11、进一步的,升降式调节支撑件包括设置在立架上的升降气缸,升降气缸连接有轴卡支撑座。
12、进一步的,导轮加热件对应设置有保护套。
13、进一步的,机架的两侧端部上设置有安全锁气缸,安全锁气缸端部连接有过渡螺杆座或中轴支持座。
14、进一步的,安全锁气缸上设置有翻转气缸。
15、与现有技术相比,本实用新型结构紧凑,工艺、工位、工步集中一体,所需得到人力物力相对减少,且成本低,操作简单,可以高效地完成至少两种或者三种工艺步骤。
技术特征:1.一种平滑式导轮刷胶加热装模一体化工装,其特征在于:包括机架,机架由若干对应设置的立架构成,若干立架对应设置后,至少形成刷胶工段、加热工段、以及装模工段;
2.根据权利要求1所述的一种平滑式导轮刷胶加热装模一体化工装,其特征在于:若干立架对应设置于底架上。
3.根据权利要求1所述的一种平滑式导轮刷胶加热装模一体化工装,其特征在于:立架上对应中轴设置有升降式调节支撑件。
4.根据权利要求3所述的一种平滑式导轮刷胶加热装模一体化工装,其特征在于:升降式调节支撑件包括设置在立架上的升降气缸,升降气缸连接有轴卡支撑座。
5.根据权利要求1所述的一种平滑式导轮刷胶加热装模一体化工装,其特征在于:导轮加热件对应设置有保护套。
6.根据权利要求1所述的一种平滑式导轮刷胶加热装模一体化工装,其特征在于:机架的两侧端部上设置有安全锁气缸,安全锁气缸端部连接有过渡螺杆座或中轴支持座。
7.根据权利要求6所述的一种平滑式导轮刷胶加热装模一体化工装,其特征在于:安全锁气缸上设置有翻转气缸。
技术总结本技术平滑式导轮刷胶加热装模一体化工装,包括机架,机架由若干对应设置的立架构成,若干立架对应设置后,至少形成刷胶工段、加热工段、以及装模工段;机架上转动设置有中轴:刷胶工段区域内的中轴上设置有滚筒构成的导轮涂覆模具;加热工段区域内的中轴上设置有导轮笼式加热器构成的导轮加热件;装模工段区域内的中轴上设置用于装设导轮铁心的装模导向部;组合形成平滑式导轮刷胶加热装模一体化工装结构。技术研发人员:张威威,韩少华受保护的技术使用者:无锡启发电子科技有限公司技术研发日:20231127技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/265329.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表