一种用于电解加工硬韧金属材料的电解液及硬韧金属工件的加工方法
- 国知局
- 2024-07-27 11:45:42
本发明涉及电解加工表面改性,特别涉及一种用于电解加工硬韧金属材料的电解液及硬韧金属工件的加工方法。
背景技术:
1、高强度钢、不锈钢和钛合金以及其他一些硬韧金属材料,具有高强度和高韧性的特点,此外还展现出了卓越的耐磨性和耐腐蚀性,被广泛应用于机械制造、汽车制造、航空航天等。由于硬韧材料的大量应用,以及对于材料硬度、强度要求的不断提高,特种加工技术已成为现代化制造的重点研究内容。由于硬韧材料通常较高的强度与硬度,难以加工,传统的切削加工工艺会产生较大的切削应力和粘刀现象,严重影响加工效率和加工精度,还会对工件造成一定的损伤。
2、电解加工摆脱了传统加工依靠机械能的问题,不受材料硬度、力学性能的影响,加工范围广,对于阴阳极工具几乎没有损耗,能够有效提高加工效率。然而,电解加工也存在一定的劣势。一方面由于电化学反应过程中受到本身的电场和流场的影响,以及在电解加工工艺中产生的电解产物的附着,都会影响表面加工精度。另一方面是由于电解加工设备复杂,设备容易受到电解溶液的腐蚀,增加了其加工成本。
3、电解加工的电解液通常以水为溶剂,承担着导电介质和反应介质的作用,通过电解液的流动可以很容易地将产物带走。但是传统的电解加工工艺中使用的电解液存在以下问题:一,含有强酸或者铬离子等有毒有害成分,与现行日益严格的环保要求相悖。二,传统单一氯化钠盐溶液等线性电解液腐蚀较快,加工表面疏松,加工质量差,难以控制加工精度,限制了电解加工的广泛应用。三,尽管有些难溶性的产物会随着电解液的冲刷而去除,但工件表面残留的电解产物会影响加工过程、降低工件表面质量。并且难溶性腐蚀产物的后续处理不仅增加处理成本,还会给环境造成一定的污染。
技术实现思路
1、有鉴于此,本发明目的在于提供一种用于电解加工硬韧金属材料的电解液及硬韧金属工件的加工方法。本发明提供的电解液能够有效提升加工精度,提高工件表面质量。
2、为了实现上述发明目的,本发明提供以下技术方案:
3、本发明提供了一种用于电解加工硬韧金属材料的电解液,包括以下质量份的组分:
4、
5、所述前驱体溶质为亚硫酸钠;
6、所述络合剂为二水合l-酒石酸钠和/或醋酸钠。
7、优选的,所述线性辅助溶质为氯酸钠、氯化钠、氯化钾、亚磷酸盐和氯化铵中的一种或几种;
8、所述辅助溶剂为乙二醇。
9、优选的,所述析氢消泡剂为十六烷基三甲基溴化铵、1,3-苯二酚、对硝基苯甲酸和对硝基苯甲醇中的一种或几种。
10、优选的,所述用于电解加工硬韧金属材料的电解液的ph值为6.8~7.4。
11、本发明提供了上述用于电解加工硬韧金属材料的电解液在电解加工硬韧金属材料中的应用。
12、本发明提供了上述一种硬韧金属工件的加工方法,包括以下步骤:
13、配制上述用于电解加工硬韧金属材料的电解液;
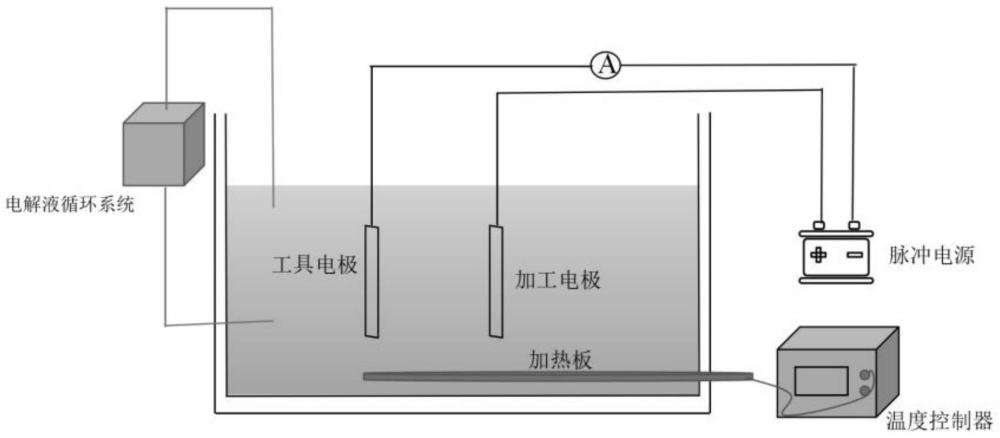
14、将预热的硬韧金属工件与脉冲电源阳极端口相接,以铜材料作为阴极,以上述用于电解加工硬韧金属材料的电解液作为电解液,进行电解加工。
15、优选的,所述硬韧金属工件的材质为34crni3mov钢;
16、所述硬韧金属工件的预热温度为25~30℃。
17、优选的,所述电解加工的正向电压为8~10v,正向脉宽为8~12min,反向电压为-0.5~-1.0v,反向脉宽为0.5~1min。
18、优选的,所述电解加工前,还包括对所述硬韧金属工件进行表面前处理,所述表面前处理包括以下步骤:
19、对所述硬韧金属工件进行表面热解除油、打磨、超声清洗和抛光。
20、优选的,所述表面热解除油的温度为30~40℃,时间为10~30min;
21、所述超声清洗的功率为80~100w,频率为40~60khz。
22、本发明提供了一种用于电解加工硬韧金属材料的电解液,包括以下质量份的组分:水70~80份;硝酸盐35~50份;线性辅助溶质15~30份;辅助溶剂5~10份;前驱体溶质20~30份;络合剂13~18份;析氢消泡剂0.1~0.4份;所述前驱体溶质为亚硫酸钠;所述络合剂为二水合l-酒石酸钠和/或醋酸钠。本发明以水作为主溶剂,以硝酸盐作为主溶质,其中硝酸盐为非线性电解质,可抑制扩散腐蚀,提高加工精度;本发明通过添加线性辅助溶质作为线性电解质,能够防止硝酸盐造成表面钝化导致加工不能持续进行。本发明将线性电解质和非线性电解质相结合,达到改善加工效果的目的。
23、由于硬韧金属材料(如34crni3mov钢)是多组分合金,其中含有大量的金属镍,一般选择用酸来进行腐蚀。但是酸性溶液会损坏电解加工的设备,增加成本。因此,选用亚硫酸钠作为前驱体溶质,促进电解反应的进行。亚硫酸钠的加入,会促进阳极板发生以下反应:
24、a1、阳极发生氧化反应,在工件表面产生h+:
25、
26、a2、产生刻蚀剂h2so4:
27、
28、在本发明中,络合剂的加入能够提升电解加工的表面质量。由于34crni3mov中镍金属元素在刻蚀过程中会生成ni(no2)2,因为ni(no2)2是微溶物,ni+很容易与oh-反应生成ni(oh)2沉淀,阻碍反应的进行,当有酒石酸根离子或醋酸存在时,则形成可溶性的络合物,以酒石酸为例,反应如下:
29、ni(no2)2+c4h4o62-→[ni(c4h4o6)2]2-+no2-
30、络合剂加入后,与电解产物发生络合反应,避免难溶电解产物产生,促进产物溶解和迁移,优化加工间隙的电场和流场,改善了加工环境,能够保持电解加工间隙的均匀和稳定。
31、在本发明中,析氢消泡剂加入能够降低析氢现象,提升加工效果。在电解加工工艺过程中,作为阳极的加工件表面与电解液发生反应生成氢气析出,导致气泡产生。而过多过大的气泡会导致工件表面加工厚薄不均匀,影响加工效果。析氢消泡剂的加入能降低溶液表面张力,减少析氢效应。
32、本发明提供了一种硬韧金属工件的加工方法,此法能够有效提升加工精度,提高工件表面质量;同时,此法操作简单,成本低廉,易于实现工业化批量生产。
技术特征:1.一种用于电解加工硬韧金属材料的电解液,包括以下质量份的组分:
2.根据权利要求1所述的用于电解加工硬韧金属材料的电解液,其特征在于,所述线性辅助溶质为氯酸钠、氯化钠、氯化钾、亚磷酸盐和氯化铵中的一种或几种;
3.根据权利要求1所述的用于电解加工硬韧金属材料的电解液,其特征在于,所述析氢消泡剂为十六烷基三甲基溴化铵、1,3-苯二酚、对硝基苯甲酸和对硝基苯甲醇中的一种或几种。
4.根据权利要求1或3所述的用于电解加工硬韧金属材料的电解液,其特征在于,所述用于电解加工硬韧金属材料的电解液的ph值为6.8~7.4。
5.权利要求1~4任意一项所述用于电解加工硬韧金属材料的电解液在电解加工硬韧金属材料中的应用。
6.一种硬韧金属工件的加工方法,包括以下步骤:
7.根据权利要求6所述的加工方法,其特征在于,所述硬韧金属工件的材质为34crni3mov钢;
8.根据权利要求6所述的加工方法,其特征在于,所述电解加工的正向电压为8~10v,正向脉宽为8~12min,反向电压为-0.5~-1.0v,反向脉宽为0.5~1min。
9.根据权利要求6所述的加工方法,其特征在于,所述电解加工前,还包括对所述硬韧金属工件进行表面前处理,所述表面前处理包括以下步骤:
10.根据权利要求9所述的加工方法,其特征在于,所述表面热解除油的温度为30~40℃,时间为10~30min;
技术总结本发明提供了一种用于电解加工硬韧金属材料的电解液及硬韧金属工件的加工方法,属于电解加工表面改性技术领域。本发明以硝酸盐为非线性电解质,可抑制扩散腐蚀,提高加工精度;通过添加线性辅助溶质作为线性电解质,能够防止硝酸盐造成表面钝化导致加工不能持续进行。本发明将线性电解质和非线性电解质相结合,达到改善加工效果的目的。本发明以亚硫酸钠作为前驱体溶质,能够促进电解反应的进行;本发明通过加入络合剂,能够避免难溶电解产物产生,促进产物溶解和迁移,优化加工间隙的电场和流场,改善加工环境,能够保持电解加工间隙的均匀和稳定。本发明通过加入析氢消泡剂,能降低溶液表面张力,减少析氢效应。技术研发人员:吕文泉,周峰,马晓川,王钰佳受保护的技术使用者:中国科学院兰州化学物理研究所技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240726/119427.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表