一种复合镀层及其制备方法与流程
- 国知局
- 2024-07-27 11:48:43
本发明属于材料表面处理,具体涉及到一种复合镀层及其制备方法。
背景技术:
1、电镀是指利用电解原理在某些金属表面上镀上一薄层其他金属(常用铜、镍、金、锌、银、铬等)或合金的过程,是利用电解作用使金属或其他材料零件的表面附着一层金属膜的工艺,从而起到防止零件氧化、腐蚀,以提高零件在复杂多变环境使用下的耐磨性、导电性、反光性、抗腐蚀性以及提高零件外表美观等作用,在医疗、军工、商业领域均有使用电镀工艺。
2、随着科技的发展,精密五金零件不断地朝着小巧、结构复杂、导电导磁率抗腐蚀要求高的方向发展,随之对于此类工件的抗腐蚀性要求也越来越高,精密五金已被广泛应用于军工、医疗等行业中,但是现有的镀层无法满足长时间的抗腐蚀性要求,所用零件装配的成品亦无法满足在恶劣环境条件下使用。
技术实现思路
1、本发明所要解决的技术问题在于克服上述现有技术的缺点,提供一种抗氧化、抗腐蚀性高的复合镀层及其制备方法。
2、解决上述技术问题所采用的技术方案是:包括第一层铜镀层、第二层镍镀层、第三层镍镀层、第四层镍镀层、第五层金镀层,第一层铜镀层的厚度为2~4μm,第二层镍镀层的厚度为1~2μm,第三层镍镀层的厚度为5~8μm,第四层镍镀层的厚度为1~2μm,第五层金镀层的厚度为1.5~2.5μm,复合镀层的总厚度为10.5~18.5μm。
3、进一步的,所述的第一层铜镀层采用电镀铜,第二层镍镀层、第四层镍镀层采用电镀镍,第三层镍镀层采用化学镀镍,第五层金镀层采用电镀金。
4、进一步的,所述的第一层铜镀层的电镀液包括:氰化亚铜35g/l、游离氰化物15~20g/l、氢氧化钠10~20g/l,所述的第二层镍镀层的电镀液包括:硫酸镍240g/l、氯化镍40g/l、硼酸40g/l,所述的第三层镍镀层的化学镀液包括次磷酸钠12~15g/l,所述的第四层镍镀层的电镀液包括:硫酸镍240g/l、氯化镍40g/l、硼酸40g/l,所述的第五层金镀层的电镀液包括氰化亚金钾2~4g/l。
5、进一步的,所述的第一层铜镀层的电镀反应时间为5~10min,电流为0.3~0.8a/dm2,第二层镍镀层、第四层镍镀层的电镀反应时间为10~20min,电流为0.5~1a/dm2,第三层镍镀层的化学镀反应时间为20~30min。
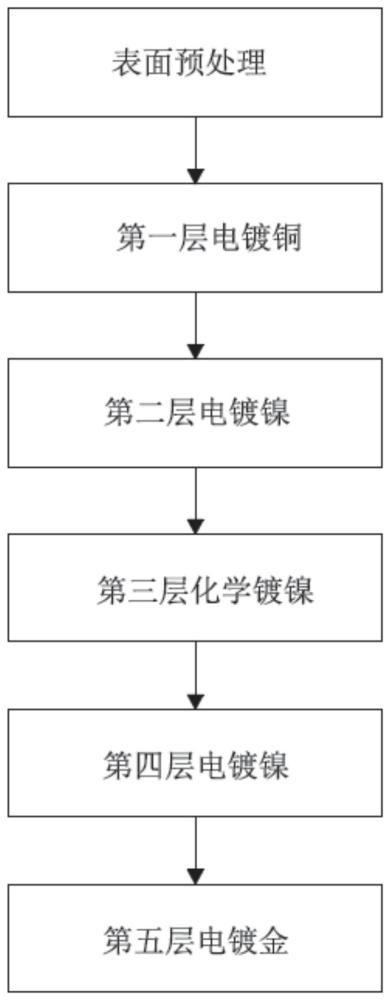
6、一种复合镀层的制备方法,包括以下步骤:
7、s1,表面预处理:将工件浸入50%的盐酸中酸洗2min,第一次流动水水洗30~60s,超声波除油脂5~10min,第二次流动水水洗30~60s,浸入20%~30%稀盐酸中酸洗1~2min,对工件进行清洗;
8、s2,第一层电镀铜:将步骤s1中清洗后的工件经过ph值为1~2的稀盐酸活化1~2min、水洗30~60s后进行第一层电镀铜,电镀反应时间为5~10min,电镀的电流为0.3~0.8a/dm2,电镀铜后工件外表面形成第一层铜镀层;
9、s3,第二层电镀镍:将步骤s2中第一层电镀铜的工件经过流动水水洗30~60s后进行第二层电镀镍,电镀反应时间为10~20min,电镀的电流为0.5~1a/dm2,电镀镍后工件外表面形成第二层镍镀层;
10、s4,第三层化学镀镍:将步骤s3中第二层电镀镍的工件经过流动水洗30~60s后进行第三层化学镀镍,化学镀反应时间为20~30min,化学镀镍后工件外表面形成第三层镍镀层;
11、s5,第四层电镀镍:将步骤s4中第三层化学镀镍的工件经过流动水洗30~60s后进行第四层电镀镍,电镀反应时间为10~20min,电镀的电流为0.5~1a/dm2,电镀镍后工件外表面形成第四层镍镀层;
12、s6,第五层电镀金:将步骤s5中第四层电镀镍的工件进行第五层电镀金,电镀金后工件外表面形成第五层金镀层。
13、本发明采用了工件依次通过表面预处理、第一层电镀铜、第二层电镀镍、第三层化学镀镍、第四层电镀镍、第五层电镀金后,使得工件上由内至外依次形成第一层铜镀层、第二层镍镀层、第三层镍镀层、第四层镍镀层、第五层金镀层,第一层铜镀层用于修复毛坯上的细小外观缺陷,提高后续工序镀层的结合力,第二层镍镀层用于更好的附着在产品表面,继而提高工件的整体抗腐蚀性,同时提高零件的孔隙率,第三层镍镀层用于更好的提高工件的抗腐蚀能力,保证工件在恶劣环境下正常使用不受损伤,第四层镍镀层用于提高工件整体的致密性,第五层金镀层用于保证零件导电等物理性能,本发明的复合镀层能够改善镀层结合力,提高工件的整体抗氧化、抗腐蚀性的能力。
技术特征:1.一种复合镀层,其特征在于:包括第一层铜镀层、第二层镍镀层、第三层镍镀层、第四层镍镀层、第五层金镀层,第一层铜镀层的厚度为2~4μm,第二层镍镀层的厚度为1~2μm,第三层镍镀层的厚度为5~8μm,第四层镍镀层的厚度为1~2μm,第五层金镀层的厚度为1.5~2.5μm,复合镀层的总厚度为10.5~18.5μm。
2.根据权利要求1所述的复合镀层,其特征在于:所述的第一层铜镀层采用电镀铜,第二层镍镀层、第四层镍镀层采用电镀镍,第三层镍镀层采用化学镀镍,第五层金镀层采用电镀金。
3.根据权利要求1所述的复合镀层,其特征在于:所述的第一层铜镀层的电镀液包括:氰化亚铜35g/l、游离氰化物15~20g/l、氢氧化钠10~20g/l,所述的第二层镍镀层的电镀液包括:硫酸镍240g/l、氯化镍40g/l、硼酸40g/l,所述的第三层镍镀层的化学镀液包括次磷酸钠12~15g/l,所述的第四层镍镀层的电镀液包括:硫酸镍240g/l、氯化镍40g/l、硼酸40g/l,所述的第五层金镀层的电镀液包括氰化亚金钾2~4g/l。
4.根据权利要求1所述的复合镀层,其特征在于:所述的第一层铜镀层的电镀反应时间为5~10min,电流为0.3~0.8a/dm2,第二层镍镀层、第四层镍镀层的电镀反应时间为10~20min,电流为0.5~1a/dm2,第三层镍镀层的化学镀反应时间为20~30min。
5.一种权利要求1所述的复合镀层的制备方法,其特征在于,包括以下步骤:
技术总结本发明公开了一种复合镀层及其制备方法,属于材料表面处理技术领域,复合镀层包括第一层铜镀层、第二层镍镀层、第三层镍镀层、第四层镍镀层、第五层金镀层,本发明通过工件依次通过清洗、第一层电镀铜、第二层电镀镍、第三层化学镀镍、第四层电镀镍、第五层电镀金后,使得工件上形成第一层铜镀层、第二层镍镀层、第三层镍镀层、第四层镍镀层、第五层金镀层,本发明的复合镀层能够改善镀层结合力,提高工件的整体抗氧化、抗腐蚀性的能力。技术研发人员:许忠虎,龚兴斌,张明海受保护的技术使用者:西安普莱特林表面处理有限公司技术研发日:技术公布日:2024/6/18本文地址:https://www.jishuxx.com/zhuanli/20240726/119686.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表