自动罐装装置的制作方法
- 国知局
- 2024-07-30 12:25:17
本技术属于物料罐装,具体涉及一种自动罐装装置。
背景技术:
1、目前在工业领域中,一般使用配置自封接头的压力容器来进行电解液产品的定量罐装。由于电解液的化学特性,在罐装和周转过程中需要隔离空气,因此压力容器采用钢瓶等密封容器,并在密封容器上连接多个配置自封接头的公头,罐装的软管上则连接配置自封接头的母头,软管分为物料管和气管,物料管用于输送电解液,而气管用于将密封容器内气体置换保证钢瓶内充满惰性气体。
2、现有技术中一般采用人工定量罐装的方式,需要罐装时人工将钢瓶放置到秤台上,手动对接软管的母头和密封容器的公头,之后打开球阀开始罐装,在罐装的前后插入或拔出母头时,由于管内有压力会有少量残余流体喷射而出,易喷到操作人员身上,部分腐蚀性流体会对操作人员造成一定伤害,同时人工手动对接软管费时费力,不利于大规模工业化定量罐装。
技术实现思路
1、本技术的目的在于提供一种自动罐装装置及罐装方法,以解决现有技术中采用人工定量罐装的方式,插拔母头时少量残余流体易喷在操作人员身上,费时费力,不利于大规模工业化定量罐装的技术问题。
2、为实现上述目的,本技术采用的一个技术方案是:
3、提供了一种自动罐装装置,应用于在罐装容器上插拔软管,所述罐装容器上设有自封公头,所述软管端部设有与所述自封公头互配的自封母头,所述自封母头包括接头本体和套设在所述接头本体端部的滑套,所述滑套可沿所述接头本体的轴向移动以解锁或锁定所述自封母头;所述自动罐装装置包括:
4、插拔机构,用于夹持所述滑套和所述接头本体,并驱动所述滑套沿所述接头本体的轴向移动;
5、移位机构,用于驱动所述插拔机构移动,以带动待插的所述自封母头移动至对应的所述自封公头处,或带动待拔的所述自封母头远离对应的所述自封公头。
6、在一个或多个实施方式中,所述插拔机构包括:
7、第一夹持组件,用于夹持所述接头本体;
8、第二夹持组件,用于夹持所述滑套;
9、第一驱动组件,用于驱动所述第一夹持组件和所述第二夹持组件做相对运动,以带动所述滑套沿所述接头本体的轴向移动;
10、其中,所述第一夹持组件和/或所述第二夹持组件与所述移位机构连接。
11、在一个或多个实施方式中,所述插拔机构还包括:
12、第三夹持组件,用于夹持所述自封公头;
13、第二驱动组件,用于驱动所述第一夹持组件和所述第二夹持组件同步做靠近或远离所述第三夹持组件的运动,以带动自封母头插入自封公头或由所述自封母头内拔出;
14、其中,所述第一夹持组件的夹持端、所述第二夹持组件的夹持端和所述第三夹持组件的夹持端沿第一方向同轴设置;所述第一夹持组件、所述第二夹持组件和所述第三夹持组件中的至少一个与所述移位机构连接。
15、在一个或多个实施方式中,所述插拔机构还包括主导杆,所述主导杆沿所述第一方向延伸依次贯穿所述第一夹持组件、第二夹持组件和第三夹持组件设置。
16、在一个或多个实施方式中,所述第一驱动组件包括:
17、第一驱动缸,布置在所述第一夹持组件背离所述第二夹持组件一面,所述第一驱动缸背离所述第一夹持组件一面设有沿所述第一方向延伸的输出端;
18、第一连杆,一端与所述第一驱动缸的所述输出端连接,另一端沿所述第一方向延伸贯穿所述第一夹持组件与所述第二夹持组件连接;
19、其中,所述第一驱动缸可驱动输出端沿所述第一方向伸缩,以带动所述第二夹持组件做靠近或远离所述第一夹持组件的运动;
20、所述第二驱动组件包括:
21、第二驱动缸,布置在所述第三夹持组件背离所述第二夹持组件一面,所述第二驱动缸背离所述第三夹持组件一面设有沿所述第一方向延伸的输出端;
22、第二连杆,一端与所述第二驱动缸的所述输出端连接,另一端沿所述第一方向延伸依次贯穿所述第三夹持组件、第二夹持组件与所述第一夹持组件连接;
23、其中,所述第二驱动缸可驱动输出端沿所述第一方向伸缩,以带动所述第一夹持组件和所述第二夹持组件同步做靠近或远离所述第三夹持组件的运动。
24、在一个或多个实施方式中,所述插拔机构还包括纠偏组件,所述纠偏组件包括固定背板以及布置在所述固定背板上的十字滑台单元,所述十字滑台单元上布置有用于和所述第一夹持组件、所述第二夹持组件和所述第三夹持组件中的一个或多个连接的安装端。
25、在一个或多个实施方式中,所述纠偏组件还包括旋转单元,所述旋转单元布置在所述安装端上,且所述旋转单元包括可旋转设置的旋转端,所述旋转端与所述第一夹持组件、所述第二夹持组件和所述第三夹持组件中的一个或多个连接。
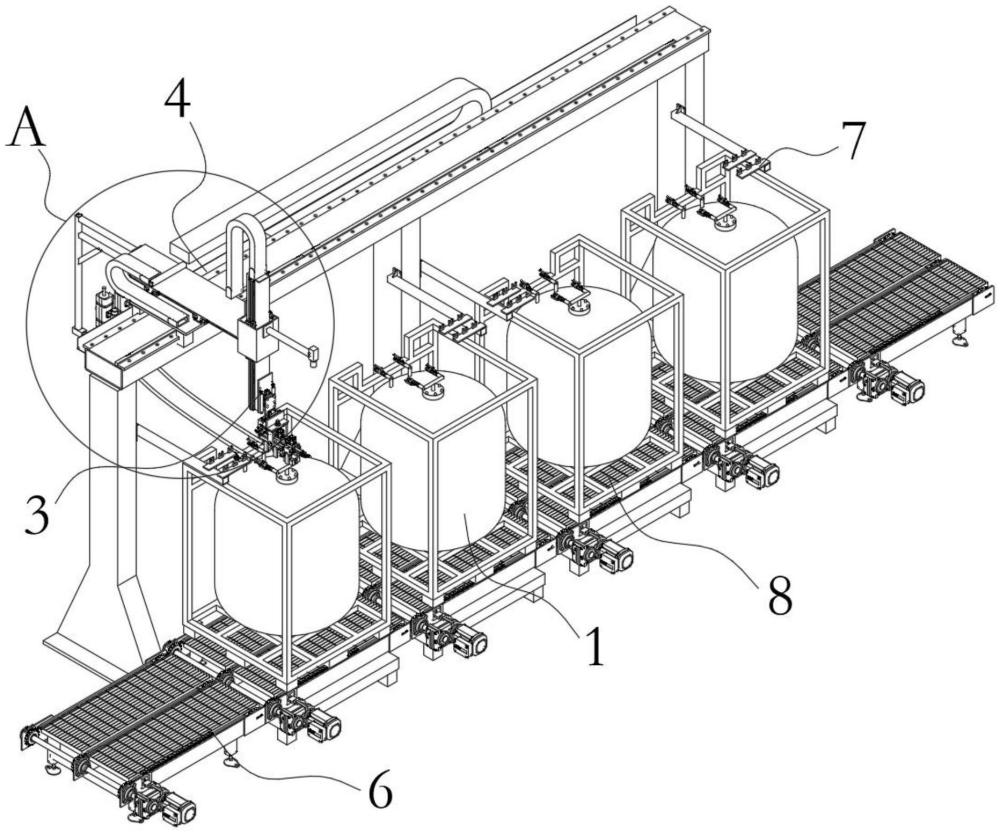
26、在一个或多个实施方式中,所述移位机构包括桁架机械手,所述桁架机械手布置在用于放置所述罐装容器的插拔工位旁,且所述桁架机械手包括用于和所述插拔机构连接的操纵端,所述桁架机械手可操控所述插拔机构沿x轴方向、y轴方向和z轴方向移动。
27、在一个或多个实施方式中,还包括相机定位机构,所述相机定位机构包括:
28、第一相机,布置在所述操纵端的z轴方向上方,所述第一相机的拍摄端沿z轴方向朝向所述插拔工位设置,所述第一相机用于定位所述自封公头的y轴坐标;
29、第二相机,布置在所述操纵端的y轴方向背离所述插拔工位一侧,所述第二相机的拍摄端沿y轴方向朝向所述插拔工位设置,所述第二相机用于定位所述自封公头的x轴坐标和z轴坐标;
30、其中,所述相机定位机构与所述移位机构通信连接。
31、在一个或多个实施方式中,还包括传送带,所述传送带布置在所述移位机构旁,且所述传送带上设有用于放置所述罐装容器的插拔工位,所述传送带用于将待罐装的所述罐装容器移动至所述插拔工位,以及将罐装完成的所述罐装容器移出所述插拔工位。
32、在一个或多个实施方式中,所述传送带上设有多个依次设置的所述插拔工位,所述传送带沿传送方向分为依次设置的上料段、多个工作段和下料段,所述多个工作段与所述多个插拔工位一一对应设置,每一所述工作段、所述上料段和所述下料段均设置有传送驱动元件,以使每一所述工作段、所述上料段和所述下料段独立工作。
33、为实现上述目的,本技术采用的另一个技术方案是:
34、提供了一种采用上述任一实施方式所述的自动罐装装置的罐装方法,包括:
35、控制所述传送带工作,以将多个所述罐装容器传输至对应的插拔工位上;
36、控制所述移位机构工作,将所述插拔机构移动至位于尾端的所述罐装容器对应的所述软管处,控制所述插拔机构夹持所述软管的所述自封母头,并驱动所述自封母头的所述滑套朝向所述接头本体方向滑动解锁所述自封母头;
37、控制所述移位机构工作,将所述自封母头移动至位于尾端的所述罐装容器的所述自封公头处,控制所述插拔机构驱动所述滑套复位锁定所述自封母头,开启位于尾端的所述罐装容器的罐装;
38、重复上述两个步骤,沿与传送方向相反的方向逐个完成每一所述罐装容器与所述软管的连接,并逐个开启每一所述罐装容器的罐装;
39、待尾端的所述罐装容器罐装完成后,控制所述移位机构工作,将所述插拔机构移动至位于尾端的所述罐装容器的所述自封公头处,控制所述插拔机构夹持所述软管的所述自封母头,并驱动所述自封母头的所述滑套朝向所述接头本体方向滑动解锁所述自封母头;
40、控制所述移位机构工作,将所述软管从位于尾端的所述罐装容器上拔出,控制位于尾端的所述工作段以及所述下料段工作,将罐装完成的所述罐装容器移出;
41、重复上述两个步骤,沿与传送方向相反的方向逐个完成每一所述罐装容器的所述软管的拔出操作,并将每一所述罐装容器逐个移出。
42、区别于现有技术,本技术的有益效果是:
43、本技术通过插拔机构实现软管的自封母头的解锁和锁定操作,通过移位机构驱动插拔机构移动,带动软管插入或拔出罐装容器的自封公头,实现了自动化罐装操作,有效提高了罐装效率,避免了人工罐装出现的问题,有利于大规模工业化定量罐装。
本文地址:https://www.jishuxx.com/zhuanli/20240729/160411.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表