全自动灌装机的制作方法
- 国知局
- 2024-07-30 12:43:58
本技术涉及包装,尤其涉及一种全自动灌装机。
背景技术:
1、现有灌装设备多采用流水线式的灌装方式,既进桶输送线、称重称台和出桶输送线布置在一条线上,灌装时,空的包装容器依次由进桶侧进入,依次经过称重称台进行灌装,在由出桶侧输出,灌装效率较低;即使是采用多料枪、多工位同时进行灌装,但是多个包装容器仍然时需要依次进入灌装工位再依次输出,新的一组包装容器仍要等灌装完成的一组包装容器完全送出后才能在次进入灌装工位,整个灌装完成时间并没有缩短。
技术实现思路
1、本实用新型的目的是提供一种全自动灌装机,以解决现有灌装效率低的技术问题。
2、为解决上述技术问题,本实用新型是采用如下技术方案实现的:
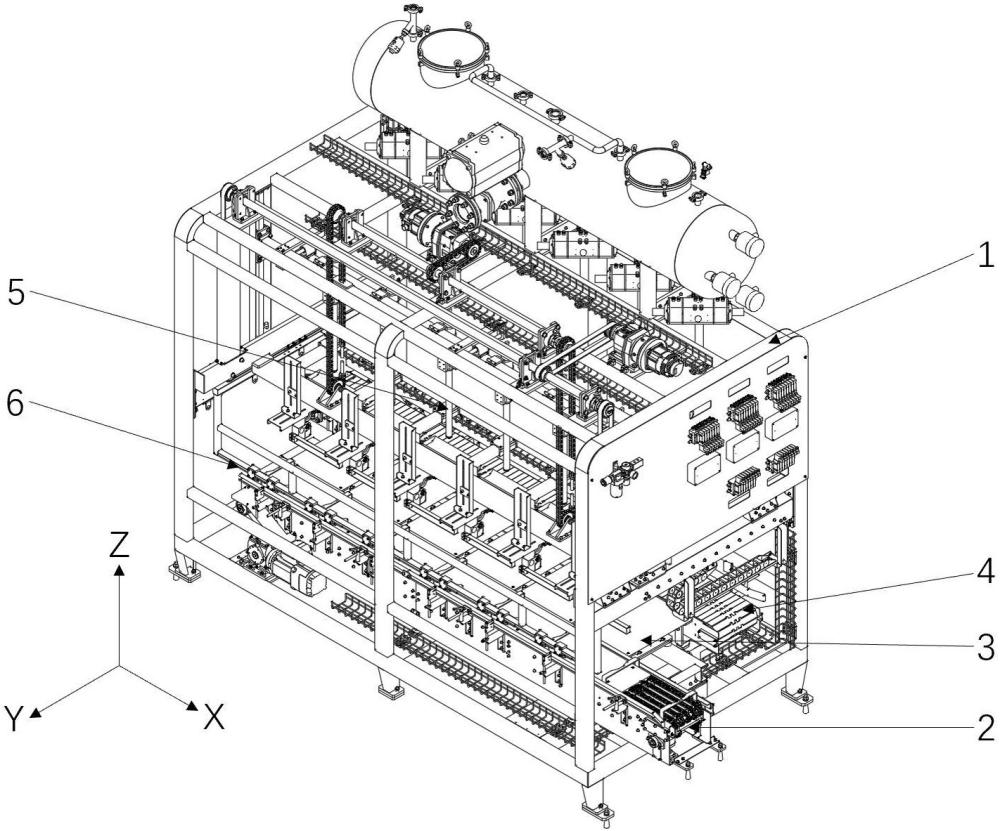
3、一种全自动灌装机,包括:
4、进桶输送机 2,用于将空的包装容器输入,其上具有至少一个桶位;
5、称台 3,数量与所述进桶输送机 2 的桶位数量相同,用于反馈包装容器灌装重量;
6、出桶输送机 4,用于将灌装完成的包装容器输出;
7、所述进桶输送机 2、称台 3 和出桶输送机 4 依次沿第二方向 y 并排设置,并且上表面高度相同;
8、过流系统 5,设置于所述称台 3 上方,用于对包装容器进行灌装;以及
9、推桶装置 6,包括推空桶组件 61、推重桶组件 62、水平导轨组件 63、推桶支架64、传动组件 65 和推桶驱动装置 66;所述推空桶组件 61 包括一对通过第一夹块 612对称设置并可移动的连接于所述推桶支架 64 上的定位板 611,所述定位板 611 一端设有折弯部,两个所述折弯部形成推桶部;所述推重桶组件 62 具有摆杆 621、转动机构 622和摆杆支架 623,所述摆杆支架 623 顶端连接于所述推桶支架 64,所述转动机构 622 包括安装于所述摆杆支架623 上的摆杆气缸 6221,以及安装于所述摆杆支架 623 底端的交错轴传动齿轮组 6222,所述摆杆气缸 6221 的活塞杆通过转臂 6223 可带动所述交错轴传动齿轮组 6222 转动,所述摆杆621 沿水平方向设置,一端通过摆杆转轴 6224 与所述交错轴传动齿轮组 6222 连接,所述摆杆气缸 6221 活塞杆竖直方向的伸出与缩回,通过所述转臂 6223 带动所述交错轴传动齿轮组6222 转动,进而带动所述摆杆 621 在水平方向和竖直方向之间摆转,所述摆杆 621 处于水平方向时,所述推重桶组件 62 为所述推桶状态,所述摆杆 621 在竖直方向时,所述推重桶组件62 为所述避让状态;所述推桶装置 6在所述第二方向 y 上,配置为具有第一位置和第二位置,由所述第一位置运动至所述第二位置时,所述推重桶组件 62 处于所述推桶状态,所述推重桶组件 62 将灌装完成的包装容器从所述称台 3 推至所述出桶输送机 4,同时所述推空桶组件 61将空的包装容器从所述进桶输送机 2 推至所述称台 3;当由所述第二位置复位至所述第一位置时,所述推重桶组件 62 处于所述避让状态;水平导轨组件 63,沿所述第二方向 y 延伸,并设置在所述进桶输送机 2 第一方向 x 的左右两侧;所述推桶支架 64 连接于左右两侧的所述水平导轨组件 63 之间,用于安装所述推空桶组件 61 和所述推重桶组件 62;所述传动组件65 与所述推桶支架 64 连接;所述推桶驱动装置 66 通过所述传动组件 65 带动所述推桶支架64 沿所述水平导轨组件 63 在所述第一位置和所述第二位置之间运动。
10、进一步地,所述传动组件 65 包括设置于所述第一方向 x 左右两侧的两组推桶带轮组651,所述推桶带轮组 651 由呈直角分布的三个推桶带轮 6512 以及连接三个所述推桶带轮6512 的推桶同步带 6511 构成,所述推桶同步带 6511 配置为具有竖直运动段和水平运动段,所述水平运动段通过同步带夹板 645 与所述推桶支架 64 连接,位于上方的所述推桶带轮 6512配置为主动轮,并连接所述推桶驱动装置 66。
11、进一步地,所述进桶输送机 2 包括:
12、框架 21,所述框架 21 的长度沿进桶方向延伸,其顶部设有托板 214;
13、进桶传输机构 22,包括所述框架 21 内部沿其长度方向设置的两条平行的输送链条 221,两条所述输送链条 221 之间连接多个进桶推杆 222,多个所述进桶推杆 222沿所述输送链条221 的环向分布设置,相邻两个所述进桶推杆 222 之间的间距大于包装容器的宽度;所述进桶推杆 222 为门形结构,其顶端横杆 2221 高出所述托板 214,两侧的立杆 2222 跨过所述托板214 与两条所述输送链条 221 连接;
14、导向机构 23,所述导向机构 23 包括进桶导向板 231,所述进桶导向板 231 沿所述框架21 长度方向延伸,并通过调节支架 232 连接于所述框架 21,所述调节支架 232可调节所述进桶导向板 231 在所述第二方向 y 上的前后位置和第三方向 z 上的高度位置;
15、进桶加速输送机构 24,设置于所述进桶传输机构 22 的进桶侧,所述进桶加速输送机构 24 与所述进桶传输机构 22 由同一驱动装置驱动。
16、 进一步地,所述进桶推杆 222 的顶端横杆 2221 设置有圆弧部 2223。
17、进一步地,所述过流系统 5 包括:
18、料枪架 51;
19、充料枪 52,数量与所述称台 3 数量相同,沿所述第一方向 x 间隔分布设置在所述料枪架 51 上;
20、料枪升降机构 53,包括竖直设置并连接于所述料枪架 51 在所述第一方向 x 左右两侧的两个升降导轨组件 531,沿竖直方向传动的升降传动链 532,以及驱动所述升降传动链 532转动的升降驱动装置 533;所述升降传动链 532 与所述料枪架 51 连接。
21、进一步地,所述料枪架 51 包括连接于两侧所述升降导轨组件 531 之间的升降横梁511,所述升降横梁 511 侧面设置有料枪托管 512,所述料枪托管 512 与所述升降横梁 511 在所述第二方向 y 上可移动的连接;所述料枪托管 512 上沿所述第一方向 x 间隔设置有与所述充料枪 52 数量相同的挂板 513,所述挂板 513 与所述料枪托管 512 可移动的连接。
22、 进一步地,所述过流系统 5 还包括接料机构 54,所述接料机构 54 包括安装架541、接液盘 542,和伸缩气缸 543,所述接液盘 542 设置于所述充料枪 52 下方,并连接于所述伸缩气缸 543 的活塞杆,所述伸缩气缸 543 安装于所述安装架 541 上,所述安装架 541 可调节所述伸缩气缸 543 和所述接液盘 542 所述第三方向 z 的高度和所述第二方向 y 的前后位置。
23、与现有技术相比本实用新型的有益效果是:
24、本实用新型所提出的一种全自动灌装机,将进桶输送、称台、出桶输送并排设置,通过推桶装置,实现出桶和进桶同步进行,提升灌装效率;推桶机构的摆杆结构简单,通过摆转避让,实现推桶后的复位。
25、本实用新型提出的一种全自动灌装机,通过料枪架、导向板调节支架等调节机构的设置,可以调节充料枪前后左右的位置,以及进桶输送机构导向板前后上下的位置,以适应不同规格尺寸的包装容器的灌装。
本文地址:https://www.jishuxx.com/zhuanli/20240729/161424.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表