蓄电设备用外包装材料、蓄电设备及蓄电设备用外包装材料的制造方法与流程
- 国知局
- 2024-07-31 18:22:15
本发明涉及便携设备(例如智能手机、平板电脑)、电动车(包含混合动力汽车)等中使用的电池、电容器等蓄电设备用的外包装材料、蓄电设备及蓄电设备用外包装材料的制造方法。
背景技术:
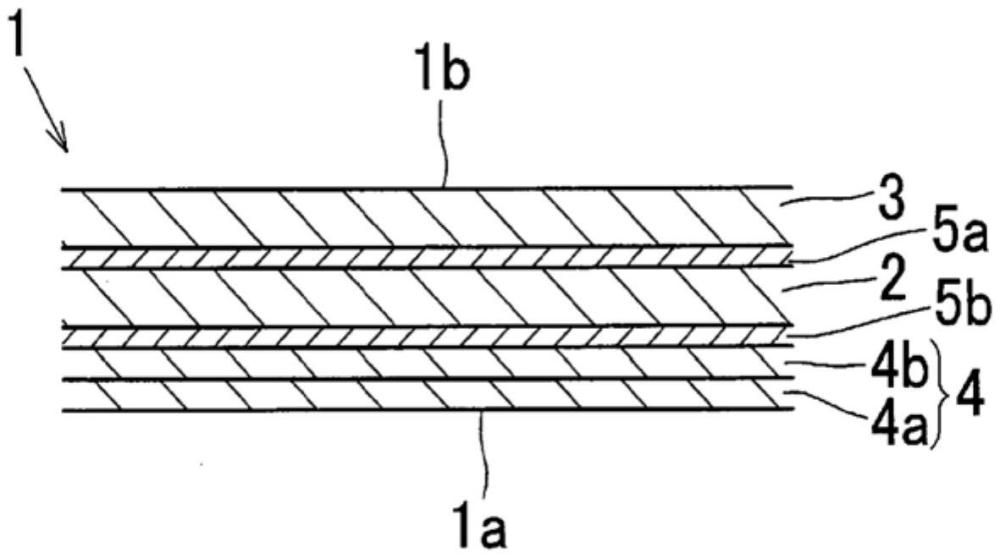
1、在作为蓄电设备的例如电池中,作为蓄电设备主体的电池主体由外包装体进行外包装。作为该外包装材料,已知有由层叠体形成的外包装材料,该层叠体是将包括作为外侧层的基材层、作为内侧层的密封剂(sealant)层和配置在这两层间作为阻隔层的金属层以层叠状配置而成的。
2、在外包装材料中,基材层和密封剂层分别由规定的树脂形成,金属层由规定的金属箔(例如铝箔)形成。通常,基材层与金属层由介于这两层间的粘接剂层相互粘接,金属层与密封剂层由介于这两层间的粘接剂层相互粘接。
3、在由该外包装材料对电池主体(蓄电设备主体)进行外包装的情况下,由于外包装材料形成用于收容电池主体的空间,因此以外包装材料成为容器状等规定形状的方式对外包装材料实施鼓凸成型加工、深拉成型加工等规定的成型加工。
4、为了提高此时的外包装材料的成型加工性,专利文献1公开了作为外包装材料的内侧表面的密封剂层的表面的算术平均粗糙度(中心线平均粗糙度)ra为0.05μm~1μm。另外,专利文献2公开了作为外包装材料的内侧表面的密封剂层的表面具有凹凸形状,且其算术平均粗糙度ra为3.0μm~20.0μm。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2018-73649号公报
8、专利文献2:日本特开2017-112014号公报
技术实现思路
1、发明要解决的课题
2、然而,在外包装材料如上所述成型加工为规定形状后,存在外包装材料的外侧表面产生鼓泡(凸状的变形·膨胀)的情况。关于该鼓泡(日文:フクレ)的产生原因,本技术发明人进行深入研究实验后获得如下发现。
3、即,在为了提高外包装材料的各种强度(例如粘接剂层的粘接强度)而对外包装材料进行老化的情况下,通常对将外包装材料卷绕成卷状而制作的外包装材料卷进行老化。另外,在对外包装材料进行保管、运输的情况下,通常也是对将外包装材料卷绕制作的外包装材料卷进行保管、运输。
4、在为了制作外包装材料卷而对外包装材料进行卷绕时,为了避免在外包装材料卷的中心部产生卷绕偏离,在对外包装材料施加高张力的状态下将外包装材料卷绕成卷状。此时,存在在卷绕的外包装材料间封入不少空气的情况。若在外包装材料间封入有空气的状态下对外包装材料卷进行老化、或在外包装材料卷的保管、运输时将外包装材料卷暴露在高温状态下,则封入外包装材料间的空气层热膨胀而压迫外包装材料。然后,若外包装材料卷的温度返回室温或外包装材料卷中的外包装材料的张力缓和,则空气层消失。由此,外包装材料的基材层及密封剂层由树脂形成因而会通过树脂的复原力而恢复为原来的形状,但由于外包装材料的金属层难以复原,因此金属层残留有由空气层的热膨胀引起的压痕。该压痕成为在成型加工后的外包装材料中产生鼓泡的起点。判明了以上情况。
5、因而,本技术的发明人为了避免空气封入外包装材料卷的外包装材料间而考虑对外包装材料的内侧表面、外侧表面的算出平均粗糙度ra进行调整。
6、在此,上述专利文献1及2的发明虽然并非旨在避免空气封入外包装材料卷的外包装材料之间,但对于通过将外包装材料的内侧表面、外侧表面的算出平均粗糙度ra设为上述专利文献1及2公开的范围来获得避免空气封入外包装材料间的效果,本技术的发明人进行了预想并进行了实验,结果未能获得充分的效果。
7、本发明是鉴于上述技术背景提出的,本发明的目的在于提供能够抑制在成型加工后产生鼓泡的蓄电设备用外包装材料、使用该外包装材料的蓄电设备及蓄电设备用外包装材料的制造方法。
8、本发明的其他目的及优点根据以下的优选实施方式可知。
9、用于解决课题的手段
10、本发明提供以下的方面。
11、1)蓄电设备用外包装材料,其包括作为外侧层的基材层、作为内侧层的密封剂层、和配置在这两层之间的作为阻隔层的金属层,
12、在将外包装材料的内侧表面中的基于iso25178测定的峰顶点的算术平均曲率spc(单位:mm-1)、五点峰区域高度s5p(单位:μm)、平滑粗糙交叉src(单位:μm2)、区域分型复杂度safc(单位:无量纲)、芯部的高差sk(单位:μm)、极点高度sxp(单位:μm)、均方根斜率sdr(单位:%)、最小自相关长度sal(单位:μm)、芯部的空间的容积vvc(单位:ml/m2)及芯部的体积vmc(单位:ml/m2)分别设为a~j时,
13、由下式1定义的f的值大于0。
14、f=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j…(式1)。
15、2)根据前述1所述的蓄电设备用外包装材料,其中,所述峰顶点的算术平均曲率spc为-40mm-1~-500mm-1的范围。
16、3)根据前述1或2所述的蓄电设备用外包装材料,其中,所述密封剂层由包含聚丙烯的多层膜形成。
17、4)蓄电设备,其中,蓄电设备主体由前述1~3中任一项所述的蓄电设备用外包装材料进行了外包装。
18、5)蓄电设备用外包装材料的制造方法,所述蓄电设备用外包装材料包括作为外侧层的基材层、作为内侧层的密封剂层、和配置在这两层之间的作为阻隔层的金属层,
19、在将外包装材料的内侧表面中的基于iso25178测定的峰顶点的算术平均曲率spc(单位:mm-1)、五点峰区域高度s5p(单位:μm)、平滑粗糙交叉src(单位:μm2)、区域分型复杂度safc(单位:无量纲)、芯部的高差sk(单位:μm)、极点高度sxp(单位:μm)、均方根斜率sdr(单位:%)、最小自相关长度sal(单位:μm)、芯部的空间的容积vvc(单位:ml/m2)及芯部的体积vmc(单位:ml/m2)分别设为a~j时,
20、从多个外包装材料中选择由下式1定义的f的值大于0的外包装材料,
21、将所选择的外包装材料在卷绕成卷状的状态下老化。
22、f=-6.0-0.13a-0.51b+0.000073c-3.9d+0.91e+1.5f-3.9g+0.027h+2.1i+2.3j…(式1)。
23、发明效果
24、本发明具有以下效果。
25、在前述1中,在由上述式1定义的f的值大于0的情况下,外包装材料的内侧表面具有适度的凹凸形状,由于在将外包装材料卷绕成卷状时抑制外包装材料彼此的密合,因此空气难以被封入外包装材料之间。因此,能够抑制在将外包装材料成型加工为规定形状后在外包装材料的外侧表面产生鼓泡。
26、在前述2中,空气不易轻易被封入外包装材料卷的外包装材料间,因此能够可靠地抑制外包装材料中产生压痕。由此,能够可靠地抑制外包装材料产生鼓泡。
27、在前述3中,能够在外包装材料成型加工后容易地通过热封将外包装材料的接合预定部接合。
28、在前述4中,能够提供利用抑制了鼓泡的产生的外包装材料进行了外包装的蓄电设备。
29、在前述5中,能够可靠地获得能够抑制在成型加工后产生鼓泡的外包装材料。
本文地址:https://www.jishuxx.com/zhuanli/20240731/178915.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表