一种薄型机械硬盘用铝圆片及其平坦度控制方法与流程
- 国知局
- 2024-07-31 19:37:51
本发明涉及铝材加工,特别是一种薄型机械硬盘用铝圆片及其平坦度控制方法。
背景技术:
1、铝圆片是由铝卷材经深加工后获得的产品,表面光亮美观,广泛应用于厨具、灯具、机械硬盘等产品,其中机械硬盘对铝圆片平坦度要求最高。
2、硬盘中的盘片是hdd(硬盘驱动器)中存储信息的核心部件 ,盘片多数采用薄膜复合结构,在非常光滑的基板上溅射一薄层磁性膜和一层含碳材料的保护性衬层,在衬层上面是一薄层润滑膜,用于改善磁头与盘片间界面性能,基板材质有塑料、金属材料和非晶玻璃,后续主要以坚固耐用的金属材料为基盘,主要为铝镁合金,非晶玻璃因存在抗震能力差、生产成品高等应用较少。因此,用以制造机械硬盘的铝圆片表面平坦度直接影响到机械硬盘的性能。
技术实现思路
1、有鉴于此,本发明的目的是提供一种薄型机械硬盘用铝圆片及其平坦度控制方法,铝圆片平坦度值不高于5 μm,能够保证机械硬盘性能稳定,而且制备工艺简单、合理,工业上容易实现批量化生产。
2、本发明采用以下方案实现:一种薄型机械硬盘用铝圆片,所述铝圆片厚度为0.5~0.8mm,直径为95.0~98.2mm,表面平坦度<5μm。
3、本发明另一技术方案:一种薄型机械硬盘用铝圆片的平坦度控制方法,包括以下步骤:铝卷材分条、冲压落料、压平及一次退火处理,粗磨处理、二次退火处理、精磨处理;其中铝圆片在进行压平及一次退火处理时压力为120-200kg,退火升温速度为80℃/h~200℃/h,退火结束后降温速度为30℃/h~70℃/h,退火保温温度为320°c~360°c,保温时间在2h~5h。
4、进一步的,粗磨处理后的铝圆片表面粗糙度为1.5~2.0μm。
5、进一步的,二次退火处理的保温温度为290~350℃,且二次退火处理的保温温度需低于一次退火处理的保温温度,保温时间30min~120min。
6、进一步的,精磨处理后的铝圆片表面粗糙度为0.5-0.9μm。
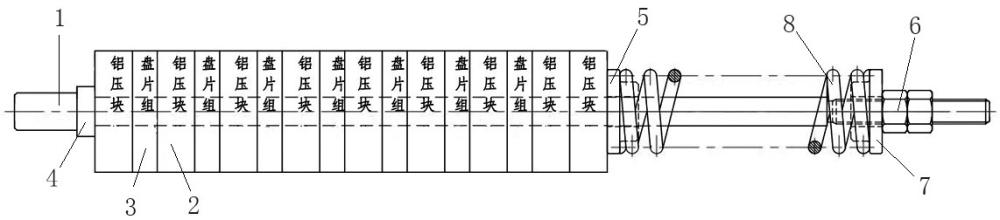
7、进一步的,所述压平及一次退火处理采用压平退火工装来安装铝圆片,所述压平退火工装包括一连接轴,所述连接轴上套设有若干间隔排列并能沿轴向滑动的铝压块,相邻两铝压块之间夹设有盘片组,所述盘片组由若干铝圆片叠合而成;连接轴后端固定连接有顶着最后方铝压块后侧面的后挡块,最前方铝压块前侧设有压紧块。
8、进一步的,所述连接轴前端设有外螺纹部并且螺纹连接有压紧螺母,压紧螺母后侧设有前挡块,所述连接轴前部外套有夹在前挡块和压紧块之间的压紧弹簧。
9、进一步的,所述冲压落料是在冲压机上进行,所述冲压机上设置有冲压模具,冲压模具由上模组件和下模组件组成,所述下模组件包括剪切模,所述剪切模上端面边沿和中间的落料孔上开口边沿分别设置有一圈向上凸起的刀刃,所述刀刃截面呈直角梯形状,刀刃向上凸起的高度为0.2mm,刀刃上表面宽度为0.13mm。
10、与现有技术相比,本发明具有以下有益效果:
11、本发明铝圆片平坦度值不高于5 μm,能够保证机械硬盘性能稳定,减少机械硬盘盘片在工作中的晃动影响,通过调整压紧力、退火过程参数,从而保障了铝圆片稳定的平坦度,平坦度无反弹现象,加工成品率高;而且制备步骤简单、合理,工业上容易实现批量化生产,该技术对于平坦度要求高的铝圆片产品普遍适用。
12、为使本发明的目的、技术方案及优点更加清楚明白,以下将通过具体实施例和相关附图,对本发明作进一步详细说明。
技术特征:1.一种薄型机械硬盘用铝圆片,其特征在于:所述铝圆片厚度为0.5~0.8mm,直径为95.0~98.2mm,表面平坦度<5μm。
2.一种薄型机械硬盘用铝圆片的平坦度控制方法,其特征在于:包括以下步骤:铝卷材分条、冲压落料、压平及一次退火处理,粗磨处理、二次退火处理、精磨处理;其中铝圆片在进行压平及一次退火处理时压力为120-200kg,退火升温速度为80℃/h~200℃/h,退火结束后降温速度为30℃/h~70℃/h,退火保温温度为320°c~360°c,保温时间在2h~5h。
3.根据权利要求2所述的薄型机械硬盘用铝圆片的平坦度控制方法,其特征在于:粗磨处理后的铝圆片表面粗糙度为1.5~2.0μm。
4.根据权利要求2所述的薄型机械硬盘用铝圆片的平坦度控制方法,其特征在于:二次退火处理的保温温度为290~350℃,且二次退火处理的保温温度需低于一次退火处理的保温温度,保温时间30min~120min。
5.根据权利要求2所述的薄型机械硬盘用铝圆片的平坦度控制方法,其特征在于:精磨处理后的铝圆片表面粗糙度为0.5-0.9μm。
6.根据权利要求2所述的薄型机械硬盘用铝圆片的平坦度控制方法,其特征在于:所述压平及一次退火处理采用压平退火工装来安装铝圆片,所述压平退火工装包括一连接轴,所述连接轴上套设有若干间隔排列并能沿轴向滑动的铝压块,相邻两铝压块之间夹设有盘片组,所述盘片组由若干铝圆片叠合而成;连接轴后端固定连接有顶着最后方铝压块后侧面的后挡块,最前方铝压块前侧设有压紧块。
7.根据权利要求6所述的薄型机械硬盘用铝圆片的平坦度控制方法,其特征在于:所述连接轴前端设有外螺纹部并且螺纹连接有压紧螺母,压紧螺母后侧设有前挡块,所述连接轴前部外套有夹在前挡块和压紧块之间的压紧弹簧。
8.根据权利要求2所述的薄型机械硬盘用铝圆片的平坦度控制方法,其特征在于:所述冲压落料是在冲压机上进行,所述冲压机上设置有冲压模具,冲压模具由上模组件和下模组件组成,所述下模组件包括剪切模,所述剪切模上端面边沿和中间的落料孔上开口边沿分别设置有一圈向上凸起的刀刃,所述刀刃截面呈直角梯形状,刀刃向上凸起的高度为0.2mm,刀刃上表面宽度为0.13mm。
技术总结本发明涉及一种薄型机械硬盘用铝圆片,所述铝圆片厚度为0.5~0.8mm,直径为95.0~98.2mm,表面平坦度<5μm;本发明还涉及一种薄型机械硬盘用铝圆片的平坦度控制方法,包括以下步骤:铝卷材分条、冲压落料、压平及一次退火处理,粗磨处理、二次退火处理、精磨处理;其中铝圆片在进行压平及一次退火处理时压力为120‑200Kg,退火升温速度为80℃/h~200℃/h,退火结束后降温速度为30℃/h~70℃/h,退火保温温度为320°C~360°C,保温时间在2h~5h。本发明铝圆片平坦度值不高于5μm,能够保证机械硬盘性能稳定,减少机械硬盘盘片在工作中的晃动影响,保障了铝圆片稳定的平坦度,平坦度无反弹现象,加工成品率高。技术研发人员:张子龙,冉继龙,吴建新,陈晋,高崇,黄瑞银,张起部,林盛受保护的技术使用者:中铝瑞闽股份有限公司技术研发日:技术公布日:2024/2/6本文地址:https://www.jishuxx.com/zhuanli/20240731/183311.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表