覆铜板连续加工生产系统及生产方法与流程
- 国知局
- 2024-08-02 12:23:11
本发明属于覆铜板生产,具体涉及覆铜板连续加工生产系统及生产方法。
背景技术:
1、覆铜板是将电子玻纤布或其它增强材料浸以树脂,一面或双面覆以铜箔并经热压而制成的一种板状材料。各种不同形式、不同功能的印制电路板,都是在覆铜板上有选择地进行加工、蚀刻、钻孔及镀铜等工序,制成不同的印制电路。对印制电路板主要起互连导通、绝缘和支撑的作用,对电路中信号的传输速度、能量损失和特性阻抗等有很大的影响。随着技术的不断发展,覆铜板上复合的功能复合层越来越多。现有的单面或者双面复合生产系统无法满足多层覆铜板的生产需要,无法形成连续、稳定的生产系统。
技术实现思路
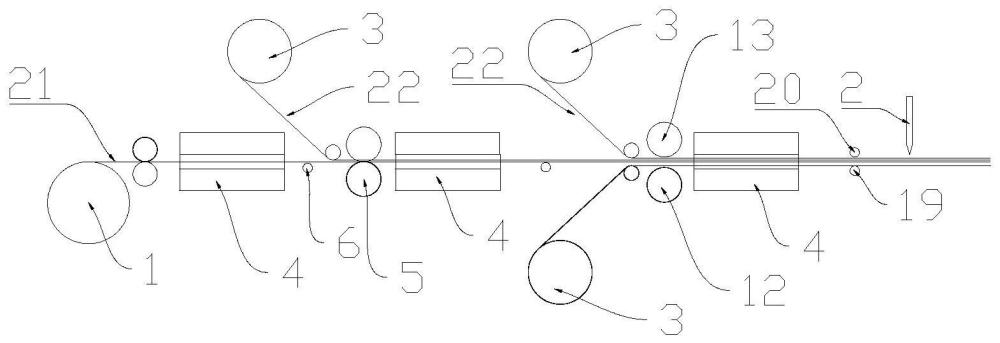
1、为解决上述技术问题,本发明采用的技术方案是:覆铜板连续加工生产系统,包括有输送产线、基层放卷机构、切割机构、若干复合层放卷机构、若干预热涂胶盒和若干压辊机构,所述输送产线包括有若干依次设置的导向辊,基层放卷机构位于输送产线的一端,切割机构位于输送产线的另一端,所述复合层放卷机构分别位于输送产线的上方或者下方,所述预热涂胶盒包括有盒体,盒体的内部设有输送通道,输送通道的两侧分别连通盒体的两侧,输送通道依次分为预热部和涂胶部,预热部内安装有若干上加热辊和下加热辊,所述涂胶部内设有正面涂胶辊和背面涂胶辊,正面涂胶辊和背面涂胶辊分别由升降驱动机构驱动在涂胶部内上下移动,所述压辊机构与预热涂胶盒一相应一对应,压辊机构位于相应预热涂胶盒的后端,压辊机构包括有下压辊和上压辊,下压辊和上压辊分别由移动驱动机构驱动上下移动。
2、作为上述技术方案的优选,所述正面涂胶辊和背面涂胶辊结构相同且对称设置,正面涂胶辊和背面涂胶辊在输送通道的输送方向上相互错开设置,其中正面涂胶辊包括有布胶板、布胶辊,盒体上设有供布胶板伸入到涂胶部中的插口,布胶板的内部设有布胶通道,布胶辊安装在布胶板上位于涂胶部中的一端,布胶辊部分位于布胶通道中并可转动的连接布胶板,布胶板的另一端通过输送管连接胶桶。
3、作为上述技术方案的优选,所述升降驱动机构包括有气缸,气缸的工作轴连接布胶板。
4、作为上述技术方案的优选,所述布胶辊的上方两侧或者下方两侧分别设有支撑辊,支撑辊可转动的安装在涂胶部内。
5、作为上述技术方案的优选,所述基层放卷机构、复合层放卷机构分别包括有放卷辊,所述输送产线还包括有若干动力辊组,动力辊组包括有主动辊和从动辊,主动辊由电机驱动转动,从动辊依靠弹簧保持贴向主动辊的状态。
6、覆铜板连续加工生产方法,使用上述覆铜板连续加工生产系统,包括有以下步骤:将基层利用基层放卷机构放卷,基层进入到输送产线;将需要复合到基层上表面的复合层通过位于输送产线上方的复合层放卷机构进行放卷,将需要复合到基层上表面的复合层通过位于输送产线上方的复合层放卷机构进行放卷,需要复合到基层下表面的复合层通过位于输送产线下方的复合层放卷机构进行放卷;基层与复合层利用压辊机构进行复合前,基层先进入到盒体内部的输送通道中,先经过预热部中的上加热辊和下加热辊预热,再在涂胶部内利用正面涂胶辊对基层上表面进行涂胶,或者利用背面涂胶辊基层下表面进行涂胶;复合层放卷后通过导向辊贴在基层的上表面或下表面,再进入到压辊机构进行复合;切割机构对复合好的覆铜板进行切割。
7、本发明的有益效果是:本发明的覆铜板连续加工生产系统,可以进行单复合层、多复合层覆铜板的连续加工生产,灵活切换覆铜板的型号,操作方便,节约了设备成本,提高了设备利用率。覆铜板生产过程中加热和涂胶一体化设置,提高涂胶效率和质量。
技术特征:1.覆铜板连续加工生产系统,其特征在于,包括有输送产线、基层放卷机构、切割机构、若干复合层放卷机构、若干预热涂胶盒和若干压辊机构,所述输送产线包括有若干依次设置的导向辊,基层放卷机构位于输送产线的一端,切割机构位于输送产线的另一端,所述复合层放卷机构分别位于输送产线的上方或者下方,所述预热涂胶盒包括有盒体,盒体的内部设有输送通道,输送通道的两侧分别连通盒体的两侧,输送通道依次分为预热部和涂胶部,预热部内安装有若干上加热辊和下加热辊,所述涂胶部内设有正面涂胶辊和背面涂胶辊,正面涂胶辊和背面涂胶辊分别由升降驱动机构驱动在涂胶部内上下移动,所述压辊机构与预热涂胶盒一相应一对应,压辊机构位于相应预热涂胶盒的后端,压辊机构包括有下压辊和上压辊,下压辊和上压辊分别由移动驱动机构驱动上下移动。
2.如权利要求1所述的覆铜板连续加工生产系统,其特征在于,所述正面涂胶辊和背面涂胶辊结构相同且对称设置,正面涂胶辊和背面涂胶辊在输送通道的输送方向上相互错开设置,其中正面涂胶辊包括有布胶板、布胶辊,盒体上设有供布胶板伸入到涂胶部中的插口,布胶板的内部设有布胶通道,布胶辊安装在布胶板上位于涂胶部中的一端,布胶辊部分位于布胶通道中并可转动的连接布胶板,布胶板的另一端通过输送管连接胶桶。
3.如权利要求2所述的覆铜板连续加工生产系统,其特征在于,所述升降驱动机构包括有气缸,气缸的工作轴连接布胶板。
4.如权利要求3所述的覆铜板连续加工生产系统,其特征在于,所述布胶辊的上方两侧或者下方两侧分别设有支撑辊,支撑辊可转动的安装在涂胶部内。
5.如权利要求1所述的覆铜板连续加工生产系统,其特征在于,所述基层放卷机构、复合层放卷机构分别包括有放卷辊,所述输送产线还包括有若干动力辊组,动力辊组包括有主动辊和从动辊,主动辊由电机驱动转动,从动辊依靠弹簧保持贴向主动辊的状态。
6.覆铜板连续加工生产方法,其特征在于,使用如权利要求1-5中任意一项的覆铜板连续加工生产系统,包括有以下步骤:将基层利用基层放卷机构放卷,基层进入到输送产线;将需要复合到基层上表面的复合层通过位于输送产线上方的复合层放卷机构进行放卷,将需要复合到基层上表面的复合层通过位于输送产线上方的复合层放卷机构进行放卷,需要复合到基层下表面的复合层通过位于输送产线下方的复合层放卷机构进行放卷;基层与复合层利用压辊机构进行复合前,基层先进入到盒体内部的输送通道中,先经过预热部中的上加热辊和下加热辊预热,再在涂胶部内利用正面涂胶辊对基层上表面进行涂胶,或者利用背面涂胶辊基层下表面进行涂胶;复合层放卷后通过导向辊贴在基层的上表面或下表面,再进入到压辊机构进行复合;切割机构对复合好的覆铜板进行切割。
技术总结本发明公开了覆铜板连续加工生产系统及生产方法,包括有输送产线、基层放卷机构、切割机构、复合层放卷机构、预热涂胶盒和若干压辊机构,基层放卷机构位于输送产线的一端,切割机构位于输送产线的另一端,复合层放卷机构分别位于输送产线的上方或者下方,预热涂胶盒包括有盒体,盒体的内部设有输送通道,输送通道依次分为预热部和涂胶部,压辊机构与预热涂胶盒一相应一对应。本发明的覆铜板连续加工生产系统及生产方法,可以进行单复合层、多复合层覆铜板的连续加工生产,灵活切换覆铜板的型号,操作方便,节约了设备成本,提高了设备利用率。覆铜板生产过程中加热和涂胶一体化设置,提高涂胶效率和质量。技术研发人员:张元锋,方元春,沈杰,贺元英,贺荣财,王汉红受保护的技术使用者:浙江吉高实业有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240802/235855.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表