精密烟花自动装药设备的制作方法
- 国知局
- 2024-08-02 12:24:47
本发明涉及烟花生产,特别涉及了一种精密烟花自动装药设备。
背景技术:
1、组合烟花是由多个单筒组合而成的烟花产品,一个单筒为一发,组合烟花的烟花外筒的整体外观形状一般为圆角棱柱体或圆柱体等,主体上平行均匀分布若干装药腔,装药腔上端口开放,开端口封闭,装药腔内置发射烟火药物以及效果内筒。多个烟花纸筒组合成型后称之为筒饼,筒饼的每个烟花纸筒内需要灌装烟火药物。烟火药物具有易燃易爆的特性,装填药的环节是烟花制作过程中最为危险的一步,在装填药的时候要尽量的减小摩擦,以免发生事故。同时,在生产过程中,添加药量有严格的标准,量少会造成烟花纸筒内的效果筒达不到预定的发射高度,形成危险的低空爆炸;量多会出现炸筒,导致烟花整体结构崩溃,容易引起伤人、毁物、火灾等严重事故。
2、现有的烟火药装填方式多采用手工完成,装填时,需要装填人员身穿全套防护服,在防静电的密闭的环境中进行装填操作,为了避免粉尘飞扬和发生爆燃,装填环境处于无风状态(无法安装风扇和空调等送风降温的手段)上药效率较低,上药量无法保证,工作环境恶劣,且不能实现人药分离,存在安全隐患。
3、本技术所要解决的技术问题为:如何解决现有烟花火药装填效率低、工作强度大且存在安全隐患的问题。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种精密烟花自动装药设备,其能够代替人工实现烟花的火药自动装填,具有装填效率高和安全性能高的特点。
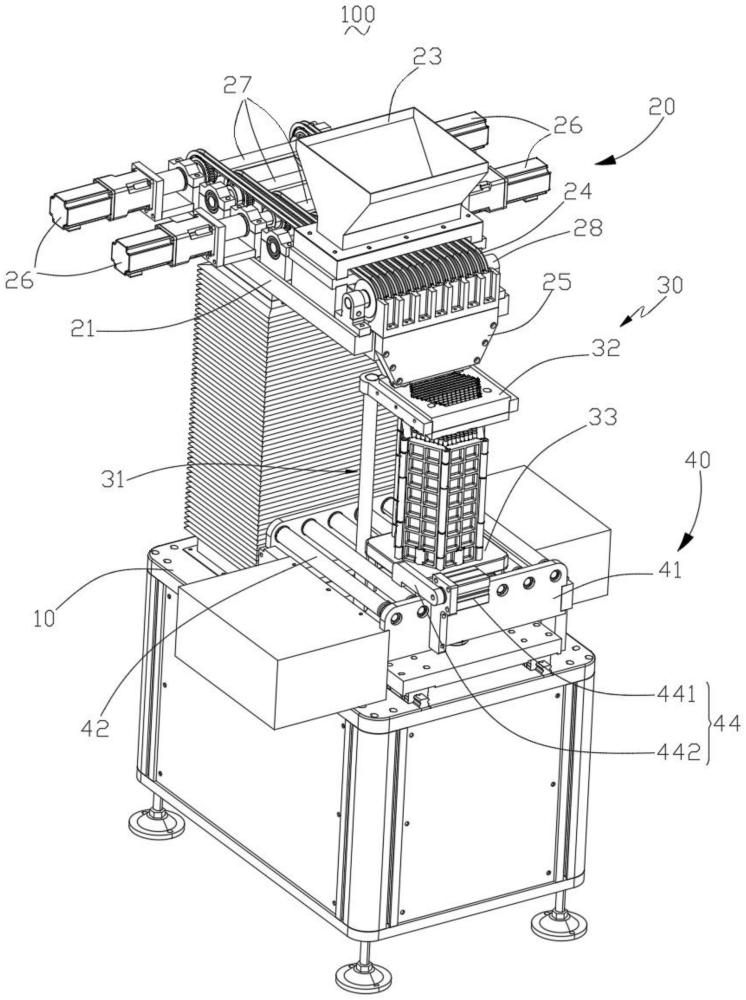
2、本发明所采用的技术方案为:一种精密烟花自动装药设备,包括输送火药的送料机构与用于灌装火药的装药机构;
3、送料机构包括料斗、设置在料斗底部的若干送料带、及设置在送料带一端的导药模具,各送料带并列可旋转地设置在在料斗的底部,各送料带上设有内凹的储料槽,导药模具上间隔设有若干与各储料槽一一对应的导药通道;
4、装药机构包括设置在导药模具底部的装药模具、与设置在装药模具底部的纸筒夹具,装药模具上间隔设有若干与各导药通道对应的灌装通道,纸筒夹具上设有用于容纳纸筒的容纳槽,容纳槽位于灌装通道的正下方。
5、本发明的精密烟花自动装药设备,能够代替人工进行烟花的火药的自动灌装,具有灌装效率和精度高,降低安全隐患的优点;将烟花的火药加入料斗内,送料带在料斗底部循环转动,料斗内的火药从料斗底部的开口落入送料带的储料槽内,当送料带旋转至末端的时候,储料槽内的火药由于重力的作用,会落入导药模具内部的导药通道中,接着流经装药模具内部的灌装通道内,最后各灌装通道内的火药对应流入设置在纸筒夹具上的烟花纸筒对应的装药腔内,实现火药自动灌装;并且灌装火药的量灵活可调,可以通过调整送料带的转速或者单个烟花纸筒的灌装时间,调整火药的灌装量。
6、在一些实施方式中,送料机构包括若干送料动力件,各送料动力件分别对应驱动一部分送料带旋转,以实现各部分送料带同步旋转或者异步旋转。
7、通过采用上述技术方案,可以根据所需灌装的烟花纸筒的装药腔的数量,选定灌装时对应数量的送料带旋转,使本设备的火药装填灵活可调,通用性好。
8、在一些实施方式中,导药模具包括导接块、第一导流板及第二导流板,导接块与送料带承接,导接块靠近送料带的一侧设有与送料带配合的弧面,且导接块上设有与储料槽连通的导料槽,第一导流板与第二导流板相对设置,第一导流板与第二导流板相对一侧均设有凹槽,第一导流板与第二导流板拼合,使两侧凹槽构成与导料槽连通的转接槽,导料槽与转接槽连通构成导药通道。
9、通过采用上述技术方案,导接块侧面的弧面,使得导接块与送料带可以尽可能贴合,减少火药从储料槽中转移至导料槽时的损耗;第一导流板与第二导流板拼合所构成的转接槽,可以改变相邻两个通道之间的间距,使通道与后续对接的装药模具上的灌装通道相匹配,将转接槽分为两半,并分别设置在第一导流板与第二导流板上,可以降低转接槽加工的难度。
10、在一些实施方式中,装药模具包括从上至下连接的承接模板与对接模板,承接模板上间隔设有若干与导药通道对接的承接槽,承接槽的横截形状与导药通道相匹配,且承接槽的内径由靠近导药通道的一端至靠近对接模板的一端逐渐缩小,对接模板上间隔设有与承接槽连通的装药槽,装药槽与承接槽连通构成灌装通道。
11、通过采用上述技术方案,上大下小的承接槽可以起到导流的作用,使火药能够更好地进行传送。
12、在一些实施方式中,装药槽包括过渡段与对接段,过渡段与承接槽连通,过渡段横截形状与承接槽的横截形状相匹配,且过渡段的内径由靠近承接槽的一端至靠近对接段的一端逐渐缩小,对接段与过渡段连通,对接段的形状与内径和纸筒的装药腔相对应。
13、通过采用上述技术方案,将装药槽设置为过渡段与对接段,过渡段的形状和上端内径与承接槽相匹配,能够更好地承接从承接槽流过来的火药,而对接段由于形状和尺寸与烟花纸筒的装药腔对应,因此使得火药可以更顺畅地流入烟花纸筒内。
14、在一些实施方式中,对接模板的底部间隔设置有若干灌嘴,各灌嘴的一端与对接模板连接,另一端朝纸筒夹具延伸,且各灌嘴的外径由靠近对接模板的一端至靠近纸筒夹具的一端逐渐缩小,对接段内置于灌嘴。
15、通过采用上述技术方案,倒锥形的灌嘴可以便于灌装时与烟花纸筒的装药腔的开口对接,减少火药装填时的损耗。
16、在一些实施方式中,料斗的底部间隔设置有若干隔条,各隔条的长度延伸方向与送料带的旋转方向相同,各隔条将料斗底部的开口分隔为若干与储料槽对应的落料槽,隔条远离送料带的一侧为锥面。
17、通过采用上述技术方案,隔条将料斗底部的开口分隔为储料槽对应的落料槽,使得落料更加精确,而且隔条的顶部设置为锥面,可以减少火药残留在隔条的顶部,提高火药的利用率。
18、在一些实施方式中,装药机构还包括用于支撑装药模具与纸筒夹具的装药架;
19、装药架包括滑台、平移动力件、支撑柱及模具固定座,平移动力件驱动滑台朝靠近导药模具或者远离导药模具的方向往复移动,支撑柱的两端分别连接滑台与模具固定座,纸筒夹具与滑台连接,装药模具安装在模具固定座上。
20、通过采用上述技术方案,当烟花纸筒具有多排的装药腔时,将装药架设置为可以滑动的形式,可以便于在装填火药时切换灌装的装药腔,使得本设备可以适用于不同数量排列装药腔的烟花纸筒,适用更广。
21、在一些实施方式中,还包括输送纸筒夹具的传送机构,传送机构包括设置在滑台顶部的传送件、与安装在传送件上用于拦截纸筒夹具的挡料组件;
22、传送件包括传送架、辊筒及传送动力件,传送架架设在滑台顶部,辊筒旋转设置在传送架上,传动动力件安装在传送架上,用于驱动辊筒旋转;
23、挡料组件包括挡料动力件与挡料臂,挡料动力件安装在传送架上,挡料臂与挡料动力件的输出端连接,挡料动力件驱动挡料臂拦截纸筒夹具或者解除拦截纸筒夹具。
24、通过采用上述技术方案,传动机构可以实现纸筒夹具的自动上下料,有利于实现全自动化生产,由传动动力件驱动辊筒旋转从而带动纸筒夹具在辊筒上滑行;在火药装填时,挡料动力件驱动挡料臂伸出,实现纸筒夹具的定位,提升火药装填的精度,在完成火药装填后,挡料动力件驱动挡料臂回收,使纸筒夹具可以由辊筒输送走。
25、在一些实施方式中,装药机构还包括安装在滑台上的升降组件,升降组件包括升降座、顶杆及升降动力件,升降座与滑台滑动连接,顶杆安装在升降座上,纸筒夹具底部设有与顶杆对插的定位孔,升降动力件安装在滑台上,用于驱动升降座相对于滑台升降,使纸筒夹具从辊筒上顶起或者落在辊筒上。
26、通过采用上述技术方案,在灌装时,升降组件将纸筒夹具顶起,使得烟花纸筒与装药模具更加接近,提高火药灌装精度,同时还能避免灌装时辊筒对定位精度造成影响;灌装完成后,升降组件将纸筒夹具降下至辊筒上,以便于辊筒将灌装后的烟花纸筒和纸筒夹具输送走。
27、本发明的有益效果为:本发明的精密烟花自动装药设备,结构简单,使用方便,利用送料机构、装药机构及传送机构的配合,替代人工实现烟花火药的自动精准装填,而且不同的烟花纸筒只需更换对应的导药模具与装药模具即可实现灌装,通用性好,降低了工人的劳动强度,同时也降低了烟花生产的安全风险。
本文地址:https://www.jishuxx.com/zhuanli/20240802/235963.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表