一种防氧化的铝合金冷板真空扩散焊接生产线及使用方法与流程
- 国知局
- 2024-08-05 12:11:54
本发明涉及扩散焊接,具体为一种防氧化的铝合金冷板真空扩散焊接生产线及使用方法。
背景技术:
1、扩散焊接是通过使被焊接的多个产品直接接触,然后适当加热使多个产品通过接触面的分子相互扩散实现连接的对产品的焊接的一种方法,铝合金表面存在氧化膜,在空气中,对铝合金表面的氧化膜进行去除时,由于铝合金去除氧化膜的表面会直接接触空气,因此会再次产生氧化膜,从而影响铝合金产品之间的扩散焊接质量。
2、现有的扩散焊接设备存在的缺陷是:
3、1、现有技术jph09295164a公开了扩散焊接方法和扩散焊接设备,该技术在空气中焊接,对铝合金产品进行焊接时,无法保证铝合金表面不产生氧化膜,从而无法保证铝合金产品的焊接质量,因此需要一种在真空环境对铝合金进行扩散焊接的防氧化的铝合金冷板真空扩散焊接生产线来解决该问题。
4、2、现有技术jp2000343242a公开了扩散焊接设备,该技术不具有将产品放入真空环境进行扩散焊接的结构,当将设备整体放入真空罩内部时,需要将产品放入真空罩内部,然后对真空罩进行抽真空,每次放入产品都需要进行完成抽真空,抽真空需要消耗一定的时间,效率低下,因此需要一种真空扩散焊接且减少抽真空时间的防氧化的铝合金冷板真空扩散焊接生产线来解决该问题。
5、3、现有技术jps54125152a公开了扩散焊接设备,该技术不具有对扩散焊接的产品中的热量进行回收的结构,产品中的热量容易浪费,因此需要一种能够对扩散焊接产品中热量进行回收的防氧化的铝合金冷板真空扩散焊接生产线来解决该问题。
6、4、现有技术cn105292757b公开了耐压物流运输板,该技术在将板材放置在运输板上,然后利用机械抓手抓取运输板上的板材时,由于板材与运输板的一面完全接触,机械抓手不容易将板材从运输板上抓起来,因此需要一种方便将板材从运输板上抓起来的防氧化的铝合金冷板真空扩散焊接生产线来解决该问题。
技术实现思路
1、本技术的一个目的在于提供一种防氧化的铝合金冷板真空扩散焊接生产线及使用方法,能够解决现有技术中提出的技术问题。
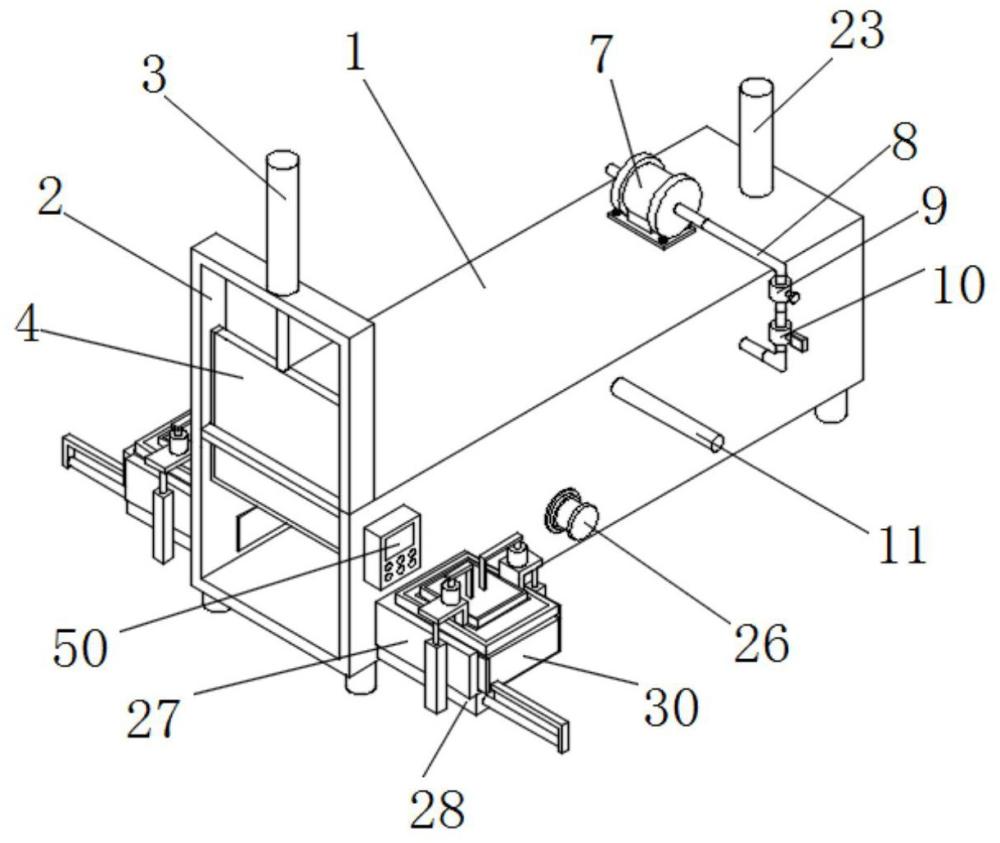
2、为实现上述目的,本发明提供如下技术方案:一种防氧化的铝合金冷板真空扩散焊接生产线,包括框体一、架体和导向框,所述框体一的一侧安装有控制单元,所述框体一的顶部安装有架体,所述架体的顶部安装有液压伸缩单元一,且液压伸缩单元一与控制单元电信号连接,所述液压伸缩单元一的输出端安装有挡板,且挡板的底部贯穿框体一的顶部内壁,所述框体一的顶部内壁安装有多个机械臂抓手,且机械臂抓手与控制单元电信号连接,所述框体一的内侧贯穿活动安装有多个旋转轮,所述旋转轮的外侧安装有传送带,所述框体一的顶部安装有真空泵,且真空泵与控制单元电信号连接,所述框体一的背面内壁设置有加热机构;
3、所述框体一的一侧安装有液压伸缩单元二,且液压伸缩单元二与控制单元电信号连接,所述液压伸缩单元二的输出端安装有框体二,所述框体二的背面安装有电机单元一,且电机单元一与控制单元电信号连接,所述电机单元一的输出端安装有丝杆,所述丝杆的一端贯穿框体二的正面内壁,所述丝杆的外侧设置有清洁机构,所述框体一的两侧对称安装有导向框,所述导向框的顶部内壁安装有橡胶垫,所述导向框的底部安装有液压伸缩单元五,且液压伸缩单元五与控制单元电信号连接,所述液压伸缩单元五的输出端安装有连接杆一,所述连接杆一的一端安装有导热框。
4、优选的,所述框体一的一侧安装有电机单元二,电机单元二与控制单元电信号连接,电机单元二的输出端与旋转轮的一端相连接,真空泵的输入端安装有管体,管体的输入端安装有电磁阀,电磁阀与控制单元电信号连接,电磁阀的输入端安装有真空计,真空计与控制单元电信号连接,且真空计的输入端通过管道与框体一的一侧输入端相连接,框体一的顶部内壁对称安装有多个摄像单元,摄像单元与控制单元电信号连接。
5、优选的,所述清洁机构包括移动板,移动板的底部安装有液压伸缩单元三,液压伸缩单元三与控制单元电信号连接,液压伸缩单元三的输出端安装有升降板,升降板的底部安装有等离子清洁单元,等离子清洁单元与控制单元电信号连接。
6、优选的,所述加热机构包括扩散框、导热板一、加热单元和温度传感单元,扩散框安装在框体一的背面内壁,扩散框的内部安装有导热板一,导热板一的底部安装有加热单元,加热单元与控制单元电信号连接,导热板一的底部安装有温度传感单元,温度传感单元与控制单元电信号连接,框体一的顶部安装有液压伸缩单元四,液压伸缩单元四与控制单元电信号连接,液压伸缩单元四的输出端安装有拉力传感单元一,拉力传感单元一与控制单元电信号连接,拉力传感单元一的输入端安装有隔热板一。
7、优选的,所述导热框的底部内壁安装有隔热板二,隔热板二的顶部对称安装有电动伸缩单元一,电动伸缩单元一与控制单元电信号连接,电动伸缩单元一的输出端安装有隔热板三,隔热板三的顶部安装有导热板二,导热板二的外侧安装有导热硅胶环一。
8、优选的,所述导热板二的底部对称安装有电动伸缩单元二,电动伸缩单元二与控制单元电信号连接,电动伸缩单元二的输出端安装有顶板,且顶板活动贯穿导热板二的顶部。
9、优选的,所述导向框的两侧对称安装有液压伸缩单元六,液压伸缩单元六与控制单元电信号连接,液压伸缩单元六的输出端安装有连接杆二,连接杆二的一端安装有密封环,密封环的外侧安装有橡胶环一,密封环的内壁上安装有橡胶环二。
10、优选的,所述连接杆二的顶部安装有电动伸缩单元三,电动伸缩单元三与控制单元电信号连接,电动伸缩单元三的输出端安装有连接杆三,连接杆三的一端安装有隔热板四,且隔热板四位于密封环的内侧,隔热板四的外侧安装有导热硅胶套。
11、优选的,所述防氧化的铝合金冷板真空扩散焊接生产线的使用方法如下:
12、s1、铝合金板以及铝合金板上的连接件产品放置在导热框内部,导热框向内侧移动进入框体一内部,然后挡板下移封闭框体一,机械臂抓手将产品抓取放置在传送带上方,等离子清洁单元对产品上表面的氧化层进行清除;
13、s2、随后机械臂抓手将产品抓入扩散框内部并且组装好,加热单元对产品加热,使产品各部件中的接触面在一定温度下进行扩散焊接;
14、s3、扩散焊接一定时间后,机械臂抓手将产品转运到传送带上向前传送,随后机械臂抓手再次将产品转移到导热框内部,导热框向外侧移动,然后将下一轮需要焊接的产品放入导热框内部与已经焊接好的产品进行热交换,实现对热量的回收利用。
15、优选的,在所述s3中还包括如下步骤:
16、s31、热交换后,将焊接好的产品取出,没焊接的产品进入框体一中,然后经机械臂抓手和传送带再次将产品送入扩散框中进行扩散焊接。
17、与现有技术相比,本发明的有益效果是:
18、1、本发明通过将机械臂抓手、传送带、清洁机构和加热机构设置在框体一中,然后使框体一被抽真空,可以对铝合金冷板上的氧化膜进行清除,且清除氧化膜后的铝合金不会接触空气,从而降低了氧化膜对铝合金扩散焊接产生的质量影响,提高了铝合金扩散焊接的质量,使防氧化的铝合金冷板真空扩散焊接生产线在真空环境中进行氧化膜的去除,避免铝合金接触氧气快速氧化,提高了产品扩散焊接的质量。
19、2、本发明通过导热框将焊接后的铝合金产品取出并且通过导热框将未焊接的铝合金冷板送入框体一中,降低了取料和放料时进入框体一中空气的量,进而降低了真空泵抽吸框体一中空气的时间,提高了效率,使防氧化的铝合金冷板真空扩散焊接生产线通过导热框将焊接后的铝合金产品取出并且通过导热框将未焊接的铝合金冷板送入框体一中,降低了取料和放料时进入框体一中空气的量,进而降低了真空泵抽吸框体一中空气的时间,提高了效率。
20、3、本发明通过将焊接的产品放入导热框,然后将未焊接的铝合金冷板放入导热框中,可以使焊接的产品的热量直接接触传递给未焊接的铝合金冷板,同时通过导热板二、导热硅胶环一、导热框和导热硅胶套可以增加焊接的铝合金产品与未焊接的铝合金冷板的导热面积,从而加快焊接的产品的热量更快的传递给未焊接的铝合金冷板,使防氧化的铝合金冷板真空扩散焊接生产线可以将焊接的产品的热量更快的传递给未焊接的铝合金冷板,实现对热量的回收利用,节约能源。
21、4、本发明通过电动伸缩单元二带动顶板向上移动可以将导热框中的铝合金冷板顶起,方便机械臂抓手抓取铝合金冷板,提高抓取铝合金冷板的效率,使防氧化的铝合金冷板真空扩散焊接生产线通过电动伸缩单元二带动顶板向上移动可以将导热框中的铝合金冷板顶起,方便机械臂抓手抓取铝合金冷板,提高抓取铝合金冷板的效率。
本文地址:https://www.jishuxx.com/zhuanli/20240802/261488.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表