基于预时效后梯度挤压WE43镁合金、制备方法及应用
- 国知局
- 2024-08-05 12:17:45
本发明属于材料科学与工程领域,具体涉及一种基于预时效后梯度挤压we43镁合金、制备方法及应用。
背景技术:
1、目前镁合金的商业应用已经有许多种,例如az,zk和am和re镁合金。而we43合金是最常见的mg-y-re-zr合金体系的商用合金,其成分含有4wt%的y、3.3wt%的re(nd,gd)和0.5wt%的zr,we43镁合金具有优异的铸造性,高强度,优异的抗蠕变性,被认为是最有前途的镁合金系列之一。但是we43在铸造过程中容易形成枝晶偏析和区域偏析,导致合金延性降低,变形能力下降,使塑性不理想,同时变形过程中晶界处粗大的相易发生破裂,形成裂纹源,产生裂纹,导致强度塑性均受其影响。
2、目前大量文献中的工艺研究是简单地借助一种热处理工艺去改善铸态we43镁合金的力学性能,例如部分镁合金在铸造或加工成形后不进行固溶处理而是直接人工时效去提升强度;而近几年,由于早已成熟的固溶热处理和时效热处理工艺拥有廉价、节约成本等特点,此外,现有的挤压、锻造、轧制等变形工艺,尤其是挤压工艺可以使塑性能力较低的镁合金,充分发挥其塑性,有效细化镁合金的晶粒组织,改善镁合金的强度以及塑性。从而兴起了利用热处理工艺搭配变形工艺去综合提升材料强韧性的新思路,不过目前的研究较多的是通过固溶处理搭配后变形的工艺或者变形工艺搭配后时效工艺去提升we43镁合金强韧性的思路,同时现有的挤压工艺,大多是单一的挤压梯度下去实现we43镁合金强塑性的工艺,少有变化梯度去改善挤压组织提升we43镁合金强塑性的工艺。
3、所以目前仍然缺少一种在挤压成型工艺之前加入合理的热处理工艺,让材料在挤压变形前得到想要的晶粒组织和相组织,使得在挤压变形时能够有效阻碍晶粒长大,细化组织,已达到细晶强化和析出强化共同作用,实现同时提升强度和塑性的目的,并且也缺少搭配控制挤压工艺中的变形梯度去获得优异的变形组织的综合方案能够进一步拓展we43的商用开发前景。所以急需一种可以同时提升we43镁合金的强韧化性能的工艺。
技术实现思路
1、针对现有技术,本发明提供了一种基于预时效后梯度挤压we43镁合金的制备方法。本发明中的sae工艺包括固溶处理,预时效处理和梯度挤压,ae工艺为固溶处理和梯度挤压。
2、包括以下步骤;
3、s1:将we43镁合金进行均匀化退火,保温后冷却,得到均匀化后的we43材料;
4、s2:将s1得到的we43材料进行加工,得到样品,再进行固溶热处理以及淬火;
5、s3:将s2淬火后的样品进行预时效热处理,然后淬火;
6、s4:将s3的样品烘干、加热保温,进行热挤压,得到成品。
7、进一步的,s1中使用保温炉进行均匀化退火前先在炉内预置硫化亚铁粉末,保温温度为500℃,保温时间为24h。
8、进一步的,s2中在固溶热处理之前在炉内预置硫化亚铁粉末,固溶热处理的温度为525℃,保温时间为8-10h。
9、进一步的,s3中所述的预时效热处理的保温温度为250℃,保温时间为16h。
10、进一步的,s4中所述的保温温度为400℃,保温时间为25min-30min。
11、进一步的,s4中所述的热挤压中的挤压温度为400℃,挤压速度为2mm/s,挤压,梯度为t1,挤压比为9:1。
12、一种基于预时效后梯度挤压we43镁合金。
13、一种基于预时效后梯度挤压we43镁合金的应用,所述基于预时效后梯度挤压we43镁合金应用于制备高强度的飞机结构件。
14、技术效果
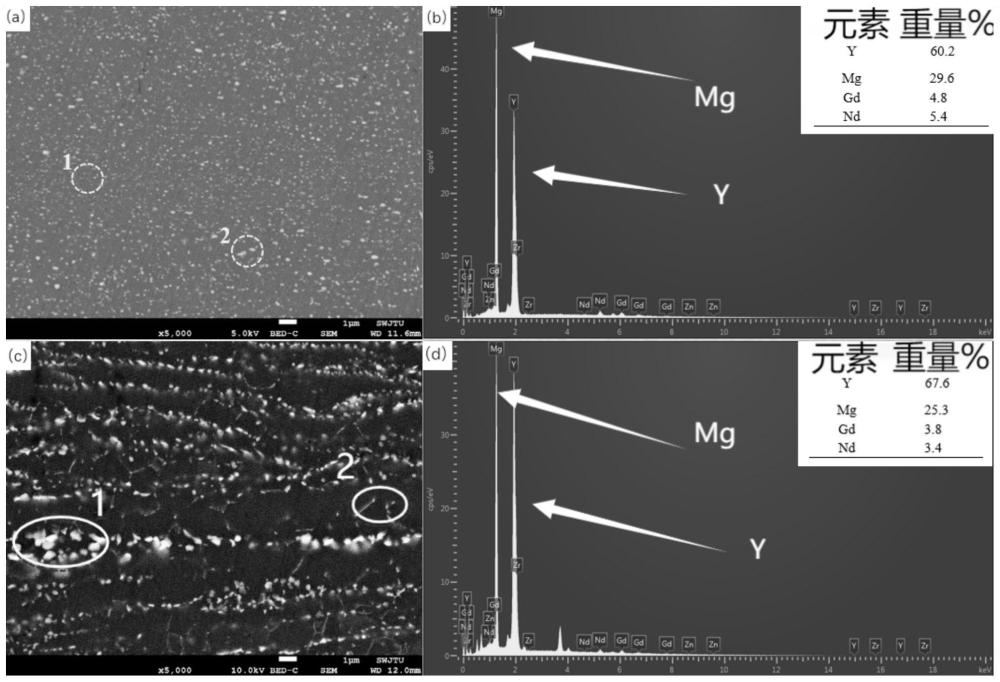
15、(1)通过本发明提供的制备方法所得到的we43合金,拥有明显的异构组织,即粗长晶区搭配晶粒细小的细晶区,we43合金的析出相呈现中分布存有明显的富y方块相以及线型析出相,在保证细晶强化显著提升材料强度的同时,粗长晶能够兼顾提升材料的延伸率,改善塑性。
16、(2)通过本发明提供的制备方法,制备方法中的预时效为挤压变形阶段提供了丰富且规律的析出相,这些相通过预时效工艺改变了挤压前的整个组织结构,导致在经过挤压之后(sae工艺),线型析出相完美破裂成细小颗粒相,不同于常规的挤压破裂析出相,也不同于se工艺合金破裂析出相,预时效之后的挤压破裂相,数量更多,尺寸更小。
17、(3)通过本发明提供的制备方法得到的we43合金,比se工艺合金破裂的析出相尺寸为1μm左右,添加了预时效的sae工艺合金挤压破裂的析出相尺寸已经小于200nm,相的尺寸变化接近缩小了5倍,并且更好地弥散分布于基体,纳米级别的细小颗粒相在变形发生再结晶过程中更有利于成为形核源以在晶粒长大过程中阻碍长大,由此直接导致了异构组织的形成,具有显著的细化晶粒和粗长晶粒,既阻碍位错运动,提升强度,也保证了良好的塑性。
18、(4)通过本发明提供的制备方法,从力学性能测试角度,以同成分的se工艺材料对比为例,sae工艺合金相比于se工艺合金,室温下平均屈服强度yts提升约60mpa,极限抗拉强度uts提升约80mpa,延伸率el提升约2%;250℃温度下,平均屈服强度yts提升约50mpa,极限抗拉强度uts提升约80mpa,在只增加一次预时效工艺的低成本的基础上,显著提升了材料在室温的强韧性和250℃的强度,该发明拓展了变形镁合金的工业应用领域。
技术特征:1.一种基于预时效后梯度挤压we43镁合金的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于预时效后梯度挤压we43镁合金的制备方法,其特征在于,s1中均匀化退火前先在炉内预置硫化亚铁粉末,保温温度为500℃,保温时间为24h。
3.根据权利要求1所述的一种基于预时效后梯度挤压we43镁合金的制备方法,其特征在于,所述s2中固溶热处理之前在炉内预置硫化亚铁粉末,固溶热处理的温度为525℃,保温时间为8~10h。
4.根据权利要求1所述的一种基于预时效后梯度挤压we43镁合金的制备方法,其特征在于,s3中所述的预时效热处理中保温温度为250℃,保温时间为16h。
5.根据权利要求1所述的一种基于预时效后梯度挤压we43镁合金的制备方法,其特征在于,s4中所述的保温温度为400℃,保温时间为25min。
6.根据权利要求1所述的一种基于预时效后梯度挤压we43镁合金的制备方法,其特征在于,s4中所述的热挤压中的挤压温度为400℃,挤压速度为2mm/s,挤压梯度为t1,挤压比为9:1。
7.根据权利要求1~6任一所述的制备方法得到的一种基于预时效后梯度挤压we43镁合金。
8.根据权利要求7所述的一种基于预时效后梯度挤压we43镁合金的应用,所述基于预时效后梯度挤压we43镁合金应用于制备高强度的飞机结构件。
技术总结本发明属于材料科学与工程领域,具体涉及一种基于预时效后梯度挤压WE43镁合金、制备方法及应用,包括以下步骤:S1:将WE43镁合金进行均匀化退火,保温后冷却,得到均匀化后的WE43材料;S2:将S1得到的WE43材料进行加工,得到样品,再进行固溶热处理以及淬火;S3:将S2淬火后的样品进行预时效热处理,然后淬火;S4:将S3的样品烘干、加热保温,进行热挤压,得到成品。通过本发明提供的制备方法在只增加一次预时效工艺的低成本的基础上,显著提升了材料在室温的强韧性和250℃的强度,该发明拓展了变形镁合金的工业应用领域。技术研发人员:曾迎,成天琦,杨秋荣,钱晓英,李舒鹏,付瑞豪,张英波受保护的技术使用者:西南交通大学技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/262015.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。