一种使用海藻纤维的面料制作方法与流程
- 国知局
- 2024-08-05 12:20:40
本发明涉及面料纺织领域,尤其是一种使用海藻纤维的面料制作方法。
背景技术:
1、海藻纤维是以海藻酸钠为原料加工而成的天然功能性纤维,是一种无毒、无害、可生物降解的绿色材料,使用海藻纤维制造的面料、织物、服装等具有可降解的能力,并且海藻纤维因为其还有对人体有益的氨基酸、矿物质等成分,使用这种材料制成的织物具有抗菌、防螨等作用;
2、但是海藻纤维的强力偏低,过于滑爽,体现在纤维的物理性能上是比较脆的,这就导致在混纺成纱线的过程中存在海藻纤维的损失,普遍使用海藻纤维混纺纱线的支数位40支,但使用海藻纤维混纺出的40支纱线也会有3%-5%的海藻含量流失,支数越高,纱线就越细,毛料质感就越柔滑,但太细的纱线生产的时候较为困难,很容易断裂,尤其是海藻纤维混纺的纱线,其本身纤维就较脆,这就导致了海藻纤维难于纺成60支及以上的高支纱线,限制了这种纤维制成成衣的柔滑程度,并且海藻纤维不耐盐碱处理,在含有钠离子的溶液内容易发生凝胶化,因此染色困难;以上缺点都影响和限制海藻纤维的应用领域;
3、综上所述,创造一种能够将海藻纤维纺织成60支及以上高支纱线面料的方法,并且能够保证面料染色着色度的织造方法成为一个亟待解决的问题。
技术实现思路
1、为解决上述技术问题,本发明公开了一种使用海藻纤维的面料制作方法,它包括如下步骤
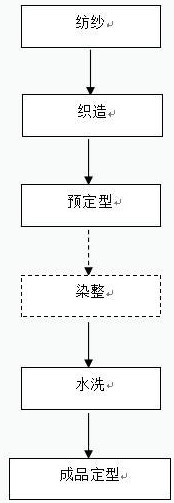
2、a)混纺纱线:取海藻纤维、其他纤维,经过如下工艺:混棉、清花、梳棉、并条、粗纱、细纱和自动洛筒包装步骤进行混纺,混纺后得到混纺海藻纱线;
3、b)面料编织:取a)步骤得到的混纺海藻纱线使用针织机编制,得到海藻纱线织物;
4、c)织物预定型:将步骤b)中编织完成的织物在预定型装置中,在温度为175-190℃,车速20-22米/分钟的条件下进行预定型,得到预定型的海藻纱线织物;
5、e)织物水洗:取预定型的海藻纱线织物置于洗涤缸内,使用中性皂洗剂在缸内洗涤;
6、f)织物定型:取e)步骤水洗完成的海藻纱线织物,将已经开幅面料接头引进机-器,进行定型烘干,定型后得到海藻纱线面料成品。
7、进一步的,在步骤c)织物预定型后它还包括染色步骤d
8、d)织物染色:
9、取c)步骤得的的海藻纱线织物采用一浴法染色,染浴ph值控制6.5-7.5,保持染浴温度85℃,持续染色30min,完成染色工艺,得到上色的海藻纱线织物;
10、e)织物水洗:取上色的海藻纱线织物置于洗涤缸内,使用不含碱性的皂洗剂在缸内洗涤;
11、f)织物定型:取e)步骤水洗完成的上色海藻纱线织物,将已经开幅面料接头引进机-器,进行定型烘干,定型后得到海藻纱线面料成品。
12、具体的,所述步骤d)得到的上色的海藻纱线织物还需进行除残留水洗,取完成染色的海藻纱线织物进行水洗,使用水洗的洗液温度为60℃,水洗时长≥20min,洗至没有残留油污和浮色。
13、具体的,所述步骤a)中海藻纤维为1-4份,所述其他纤维为6-9份,其他纤维为棉、modal、天丝、真丝、羊毛、尼龙、涤纶中的一种或几种,所述混纺得带的混纺海藻纱线为不少于60支的高支纱纱线。
14、具体的,所述步骤a)中对混纺纤维进行梳棉操作时使用开棉机及梳棉机,所述开棉机打手速度≤400r/min,风扇转速≤700r/min,所述梳棉机锡林速度≤260r/min,刺辊转速≤520r/min。
15、具体的,所述步骤b)中针织机编制海藻纱线织物过程中,环境工作温度维持在22-25℃,相对湿度保持90-95%,织造机使用10-14r/min转速条件下进行编织。
16、具体的,所述步骤c)织物预定型温度为175-190℃,车速20-22米/分钟。
17、具体的,所述步骤f)织物定型烘干温度为120℃,织物输送车速14-16米/分钟。
18、具体的,所述步骤d)织物染色前还要对预定型的海藻纱线织物进行前处理步骤,所述前处理步骤为使用精炼剂2-5g/l,ph控制7-7.5对海藻纱线织物进行洗涤处理,去除油污和杂质。
19、进一步的,一种使用海藻纤维的高支纱面料,通过以上制作方法获得。
20、优点效果
21、本发明中,充分保留海藻纤维的天然特性及功能,克服其成纱和染色难题,能够制备出60支及以上的高支混纺纱及高支海藻纱线面料,并且能够在控制最终纱线中的海藻损失量在3%左右,同时能够在染色后不影响高支海藻纱面料的海藻含量以及面料穿着性能。
技术特征:1.一种使用海藻纤维的面料制作方法,其特征在于:它包括如下步骤
2.根据权利要求1所述的使用海藻纤维的面料制作方法,其特征在于,在步骤c)织物预定型后它还包括染色步骤d
3.根据权利要求2所述的使用海藻纤维的面料制作方法,其特征在于:所述步骤d)得到的上色的海藻纱线织物还需进行除残留水洗,取完成染色的海藻纱线织物进行水洗,使用水洗的洗液温度为60℃,水洗时长≥20min,洗至没有残留油污和浮色。
4.根据权利要求1所述的使用海藻纤维的面料制作方法,其特征在于:所述步骤a)中海藻纤维为1-4重量份,所述其他纤维为6-9重量份,其他纤维为棉、modal、天丝、真丝、羊毛、尼龙、涤纶中的一种或几种,所述混纺得带的混纺海藻纱线为不少于60支的高支纱纱线。
5.根据权利要求1所述的使用海藻纤维的面料制作方法,其特征在于:所述步骤a)中对混纺纤维进行梳棉操作时使用开棉机及梳棉机,所述开棉机打手速度350-400r/min,风扇转速650-700r/min,所述梳棉机锡林速度200-260r/min,刺辊转速450-520r/min。
6.根据权利要求1所述的使用海藻纤维的面料制作方法,其特征在于:所述步骤b)中针织机编制海藻纱线织物过程中,环境工作温度维持在22-25℃,相对湿度保持90-95%,织造机使用10-14r/min转速条件下进行编织。
7.根据权利要求1所述的使用海藻纤维的面料制作方法,其特征在于:所述步骤c)织物预定型温度为175-190℃,车速20-22米/分钟。
8.根据权利要求1所述的使用海藻纤维的面料制作方法,其特征在于:所述步骤f)织物定型烘干温度为120℃,织物输送车速14-16米/分钟。
9.根据权利要求2所述的使用海藻纤维的面料制作方法,其特征在于:所述步骤d)织物染色前还要对预定型的海藻纱线织物进行前处理步骤,所述前处理步骤为使用精炼剂2-5g/l,ph控制7-7.5对海藻纱线织物进行洗涤处理,直至去除油污和杂质。
10.一种使用海藻纤维的高支纱面料,其特征在于:通过权利要求1-9任一所述的制作方法获得。
技术总结本发明涉及一种使用海藻纤维的面料制作方法,它包括如下步骤:混纺纱线:取海藻纤维、其他纤维,经过混棉、清花、梳棉、并条、粗纱、细纱和自动洛筒包装得到混纺海藻纱线;面料编织:取混纺海藻纱线使用针织机编制,得到海藻纱线织物;织物预定型:将编织完成的织物在预定型装置中,进行预定型,得到预定型的海藻纱线织物;织物水洗:取预定型的海藻纱线织物置于洗涤缸内洗涤;织物定型:取水洗完成的海藻纱线织物,进行定型烘干,得到海藻纱线面料成品;本发明中,充分保留海藻纤维的天然特性及功能,克服其成纱和染色难题,能够制备出60支及以上的高支混纺纱及高支海藻纱线面料,并且能够在控制最终纱线中的海藻损失量在3%左右。技术研发人员:孙立军,刘剑宇,董远远,孟昭,张毅受保护的技术使用者:爱慕股份有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/262289.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表