一种汽车制造的横梁成型机构的制作方法
- 国知局
- 2024-08-05 12:20:59
本发明涉及汽车横梁加工,具体的说是一种汽车制造的横梁成型机构。
背景技术:
1、车架是跨接在汽车前后车桥上的框架式结构,俗称大梁,是汽车的基体。一般由两根纵梁和几根横梁组成,经由悬挂装置﹑前桥﹑后桥支承在车轮上。车架必须具有足够的强度和刚度以承受汽车的载荷和从车轮传来的冲击。车架的功用是支撑、连接汽车的各总成,使各总成保持相对正确的位置,并承受汽车内外的各种载荷。这其中横梁加工是汽车生产必不可少的一步,而汽车横梁通常采用冲压成型,成型速度快,加工成本低。
2、在现有技术中,对汽车横梁进行冲压通常采用上模组和下模组配合的冲压器械来完成,但是随着加工时间的增加,冲压年限长的冲压器械的下模组经由常年受到高压会发生形变,导致下模组的维修率较高,同时冲压完成的汽车横梁容易卡在下模组难以脱出,且在对汽车横梁冲压过程中产生的金属废屑无法进行处理,通常都是采用加工工作完成后集体清理,但是在生产过程中产生的金属废屑容易在冲压过程中深陷下模组加快下模组的形变,降低器械的使用年限,也容易导致生产质量下降。
技术实现思路
1、本发明提供了一种汽车制造的横梁成型机构,解决了上述背景技术中所提到的问题。
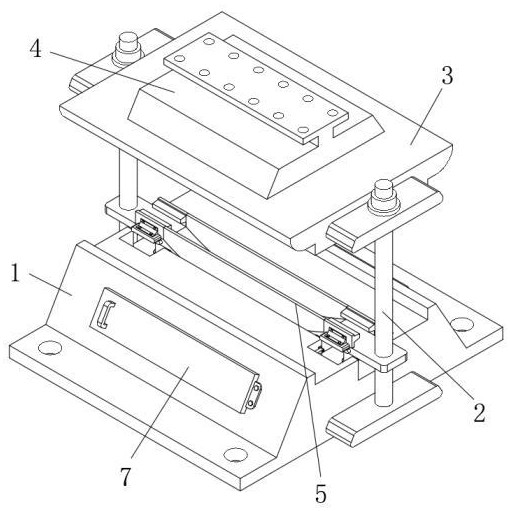
2、为实现以上目的,本发明通过以下技术方案予以实现:一种汽车制造的横梁成型机构,包括底座,所述底座的两端固定安装有限位杆,所述限位杆的表面滑动连接有顶座,所述顶座的上表面固定安装有连接架,其中连接架的上端与汽车生产流水线的压力器械固定连接,还包括:
3、模具组件,所述模具组件的两端滑动连接在限位杆的外表面,所述模具组件用于承托需要加工的汽车横梁;
4、冲压组件,所述冲压组件固定安装在顶座的下表面,所述冲压组件用于对需要冲压成型的汽车横梁进行冲压操作;
5、清理组件,所述清理组件固定安装在底座的内部,所述清理组件用于对冲压过程中产生的废屑进行收集;
6、压力组件,所述压力组件设置在模具组件的下方,所述压力组件用于配合清理组件对生产过程中产生的废屑进行清理;
7、其中所述模具组件包括卡位槽,所述卡位槽开设在底座的上表面,所述卡位槽的内部设置有承托框,所述承托框设置为弧形,所述承托框的两端固定连接有安装板,所述安装板远离承托框的一端滑动连接在限位杆的外表面,所述安装板的下表面通过弹性伸缩杆弹性连接在卡位槽中。
8、所述安装板靠近承托框的一端对称开设有滑槽,所述滑槽内通过弹簧滑动连接有滑块,所述滑块的上表面固定安装有卡块,所述卡块的上表面和下表面均设置为倾斜状,所述卡块上设置有电磁,将需要进行冲压的汽车横梁两端放置在卡块上,并在放置完成后通过冲压组件对汽车横梁进行挤压,使得汽车横梁在挤压力的作用下对卡块造成压力,从而促使卡块在压力作用下跟随滑块向两侧滑动,最终使得汽车横梁的两端通过卡块并与下方的安装板上表面接触,同时对汽车横梁完成固定,此时通过压力器械对顶座施加压力,促使顶座下移,并逐渐使得冲压组件靠近卡块,最终使得冲压组件与卡块产生接触,并逐渐增大挤压力,使得在压力作用下卡块会跟随安装板向卡位槽内移动,并使得安装板和承托框的下表面与卡位槽贴合,此时随着冲压组件的继续下压,会对卡块造成进一步的压力,从而促使卡块向两侧移动,最终冲压组件与汽车横梁的表面接触,并对其进行冲压成型,当冲压成型后,上移冲压组件即可移出冲压组件并取出冲压成型的汽车横梁。
9、优选的,所述冲压组件包括冲压块,所述冲压块的上表面固定连接在顶座的下表面,其中冲压块的下表面可以与承托框远离底座一侧的表面贴合,所述冲压块的内部对称开设有填充槽,所述填充槽内通过弹簧滑动连接有推合板,所述推合板的外表面固定连接有第一刮板,所述第一刮板设置为弧形,其中第一刮板的弧度与填充槽底部的弧度设置为一致,所述第一刮板的横截面设置为三角形,且第一刮板的外端初始时设置在冲压块的外侧,同时第一刮板呈斜向设置。
10、优选的,所述冲压块的下表面设置有电磁,所述冲压块下表面的电磁磁性与卡块的磁性设置为相反磁性,当冲压组件通过卡块向承托框内移动时,冲压块两侧的第一刮板会逐渐与承托框的顶端接触从而产生挤压力,并随着冲压块的移动使得挤压力逐渐增大,进而使得在压力作用下第一刮板会连同推合板向冲压块内部移动,同时第一刮板牢牢贴合在承托框的内表面,当冲压操作完成冲压块上移时,因第一刮板的横截面为三角形,且第一刮板呈斜向设置,所以第一刮板会对承托框的内表面产生摩擦力,且当冲压操作完成后,即可对冲压块下表面和卡块进行通电充磁,使得冲压块的下表面对冲压完成后汽车横梁进行吸附,并随着冲压块的上移而上移,当冲压块的下表面靠近卡块后,卡块会因受到磁性相斥影响向两侧移动,进而降低对冲压块侧面的摩擦力,并最终脱离于冲压块侧面的接触,使得卡块在需要冲压时对汽车横梁进行固定,冲压完成后向两侧移动便于取出冲压完成后的汽车横梁,提高固定效果的同时,也可以避免冲压后的汽车横梁卡在承托框内难以取出的问题。
11、优选的,所述清理组件包括收纳腔,所述收纳腔对称开设在底座的两侧内部,所述收纳腔靠近卡位槽一侧的表面预留有通槽,所述收纳腔通过通槽与卡位槽连通,所述收纳腔靠近卡位槽一侧的表面转动连接有第二刮板,其中第二刮板初始时为倾斜设置,且第二刮板初始时设置在收纳腔内。
12、优选的,所述第二刮板靠近卡位槽一端的下表面转动连接有第一卡接板,所述第一卡接板的下端弹性滑动连接有第二卡接板,所述第二卡接板的底端两侧固定连接有连动杆,所述连动杆的外端转动插接有转接架,其中连动杆的外端亦滑动设置在转接块内,所述转接架远离连动杆的一端固定连接有动力板,所述动力板弹性滑动连接在底座的卡位槽下表面,随着承托框被冲压块挤压下降,会使得滑块逐渐与动力板接触,进而使得动力板随着滑块的下移被挤压下移,当动力板下移,会带动转接架下移,即使得其内部的连动杆下移,当连动杆下移过程中,会带动第二卡接板和第一卡接板下移,进而促使第二刮板转动,并最终其端面接触在承托框的外表面,且随着继续下移的过程,第二刮板与承托框外表面的摩擦力逐渐增大,当第二刮板与承托框外表面的摩擦力达到最大时,此时随着承托框的继续下降,第二卡接板会在第一卡接板上被弹性下拉,同时第二刮板还与承托框的外表面保持最大摩擦力,进而使得第二刮板对承托框外表面的金属废屑进行刮除。
13、优选的,所述压力组件包括复合槽,所述复合槽开设在卡位槽的中部下表面,其中复合槽的两侧槽体设置为阶梯状,所述复合槽内弹性插接有复合块,所述复合块的两端下表面与复合槽的两侧槽体表面可以重合贴合。
14、优选的,所述复合块的内端下表面接触设置有压力囊,所述压力囊的底部固定连接在复合槽的内侧下表面。
15、优选的,所述压力囊的下表面贯穿固定连接有导气管,所述导气管的底端连通有气压槽,所述气压槽远离导气管的一侧开设在卡位槽的两侧边缘槽体上,所述气压槽远离导气管的一侧设置有滤板,所述滤板固定安装在卡位槽的边缘槽体内,随着承托框的下移,还会使得承托框逐渐与复合块接触,并对其进行挤压,当复合块受到的挤压力大于其与复合槽之间的弹力,会驱使复合块往复合槽内移动,并对其下方的压力囊进行挤压,随着压力囊被挤压,其会将内部气压通过导气管注入到气压槽内,并通过气压槽外端的滤板释放,而随着承托框的下移,承托框与卡位槽之间的空隙逐渐减小,进而对气压囊内释放的气压进行进一步增强,对卡位槽产生一个吹除力。
16、本发明提供了一种汽车制造的横梁成型机构。具备以下有益效果:
17、1.本汽车制造的横梁成型机构,通过设置模具组件,即可实现在对汽车横梁进行冲压成型的过程中,亦可以对承托框和安装板进行挤压塑形,从而使得承托框和安装板的形状始终与卡位槽保持一致,进而实现每次对汽车横梁进行冲压成型时都可以保持模具的精确完好,从而使得冲压成型的汽车横梁始终满足精度要求,避免现有技术中随着使用时间的增加下模组被冲压变形导致后续生产的汽车横梁出现质量问题。
18、2.本汽车制造的横梁成型机构,使得冲压块在复位过程中其两侧的第一刮板会对承托框的内表面进行刮除操作,避免冲压过程产生的金属废屑停留在承托框内表面最终随着时间的增加堆叠呈块状金属废屑,不仅会在生产过程中导致汽车横梁的表面因挤压力产生坑坑洼洼的凹槽影响质量,同样也会使得承托框产生形变造成模具损坏大幅降低生产质量。
19、3.本汽车制造的横梁成型机构,并通过斜向的第二刮板落入收纳腔内,实现对承托框外表面的进行清理,同时还能对废屑进行集中收集处理,不仅可以使得承托框的外表面始终保持洁净提高对冲压模具进行保护,同时还可以进一步提高冲压成型的汽车横梁质量,且大幅提高了对设备本身的清理效率,节省人力物力。
20、4.本汽车制造的横梁成型机构,实现对卡位槽内的金属废屑进行清理的效果,避免卡位槽内残留过多金属废屑导致承托框的下表面随着冲压工作的进行产生形变导致挤压成型的汽车横梁出现质量问题,配合第一刮板和第二刮板,最大程度的提高对金属废屑的清理效果,极大的保护了承托框,亦提高了汽车横梁成型的质量。
本文地址:https://www.jishuxx.com/zhuanli/20240802/262317.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表