外观检查装置、焊接系统以及焊接部位的外观检查方法与流程
- 国知局
- 2024-08-05 12:21:54
本公开涉及一种外观检查装置、焊接系统以及焊接部位的外观检查方法。
背景技术:
1、近年来,使用通过机械学习而被强化的判定模型进行焊接部位等的外观检查,以判定形状的良好与否的方法己得到广泛应用。
2、例如,在专利文献1中提出了一种焊接部位的外观检查装置,其包括形状计测部、图像处理部、学习数据集生成部、判定模型生成部以及第一判定部。
3、形状计测部计测焊接部位的形状,图像处理部基于计测出的形状数据生成焊接部位的图像数据。学习数据集生成部按照工件的每种材质及形状对多个图像数据进行分类,并且进行数据增强而生成多个学习数据集。判定模型生成部使用多个学习数据集,按照工件的每种材质及形状而生成焊接部位的形状的判定模型。第一判定部基于从图像处理部读出的图像数据和判定模型来判定焊接部位的形状的良好与否。
4、专利文献1:国际公开第2020/129617号
技术实现思路
1、-发明要解决的技术问题-
2、但是,在实际的工件的生产加工现场,外观检查装置的检查条件会适当改变。例如,沿着焊接线检查焊接部位时的检查速度、传感器的计测频率、以及传感器的计测分辨率等会相继改变,以成为最适合加工设备的使用者的目的的条件。
3、之所以这样改变检查条件,是因为工件的生产节拍时间、检查精度会根据检查条件而较大地变化。例如,在重视生产节拍时间的情况下,通过提高检查速度,能够以较短的生产节拍时间进行检查。另一方面,由于传感器的计测分辨率变粗糙,因此由传感器取得的焊接部位的三维形状也变粗糙。因此,无法检测出细微的焊接不良,检查精度降低。
4、另外,在重视检查精度的情况下,通过减慢检查速度来使计测分辨率变得精细。另一方面,由于检查速度变慢,因此生产节拍时间变长。
5、另外,检查条件也根据检查的工件、焊接部位的状况而发生改变。例如,有时会根据工件的形状是弯曲的还是呈直线状,使检查速度变化。另外,对于不允许有细微缺陷的加工品,要求高精度的检查。在该情况下,即使牺牲生产节拍时间也要提高计测分辨率。
6、另外,作为检查对象的工件的材质、焊接部位的形状种类繁多,要对检查条件进行调整以适合于各个焊接部位的形状等。
7、但是,例如在传感器的计测分辨率发生了变化的情况下,即使计测同一焊接部位的三维形状,计测结果也会不同。因此,输入在判定模型中的焊接部位的形状数据的特征与事先进行机器学习后的形状数据的特征不一致,不能进行高精度的外观检查。
8、此外,用于检测形状特征的机器学习需要在每个分辨率下具有以数千~数万为单位的大量的形状数据。在实际应用中,难以与多种分辨率对应地取得用于机器学习的形状数据。
9、本公开正是为解决上述技术问题而完成的,其目的在于:提供一种即使在检查条件发生了改变的情况下,也能够精度良好地评价焊接部位的三维形状的外观检查装置、焊接系统以及焊接部位的外观检查方法。
10、-用于解决技术问题的技术方案一
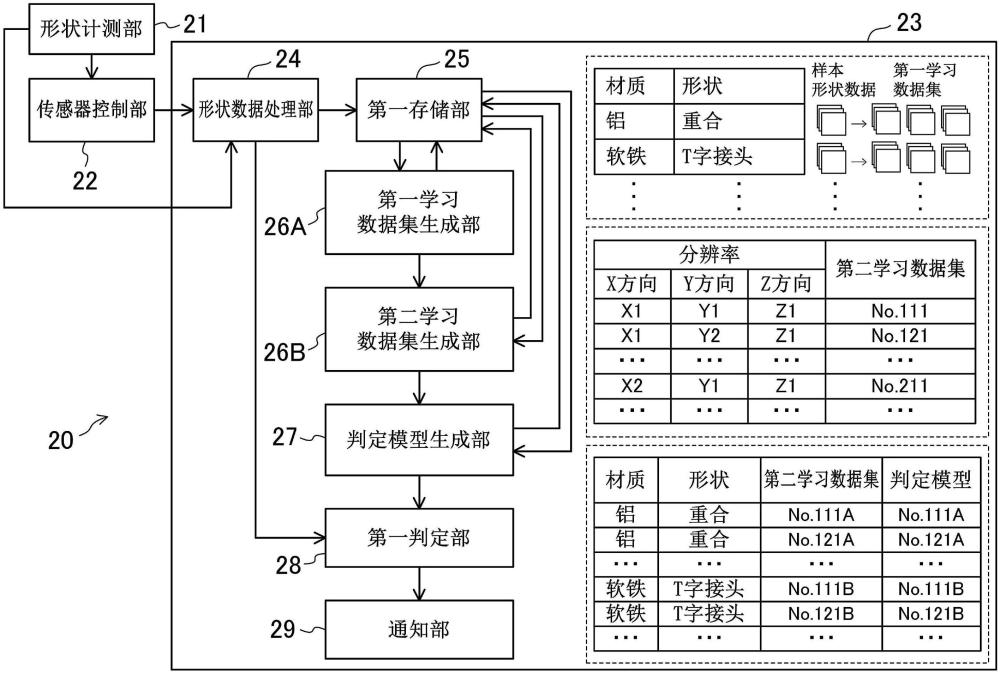
11、为了达到上述目的,本公开所涉及的外观检查装置是检查工件的焊接部位的外观的外观检查装置,其特征在于:所述外观检查装置至少包括形状计测部和数据处理部,所述形状计测部安装于机器人,沿着焊接线计测所述焊接部位的三维形状,所述数据处理部处理由所述形状计测部取得的形状数据,所述数据处理部至少包括形状数据处理部、第一学习数据集生成部、第二学习数据集生成部、判定模型生成部以及第一判定部,所述形状数据处理部至少进行由所述形状计测部预先取得的样本形状数据的噪声去除处理,所述第一学习数据集生成部基于所述样本形状数据生成多个第一学习数据集,所述第二学习数据集生成部基于多个所述第一学习数据集中的各个所述第一学习数据集,生成多个第二学习数据集,所述判定模型生成部使用多个所述第二学习数据集,生成多种用于进行所述焊接部位的形状的良好与否判定的判定模型,所述第一判定部基于由所述形状数据处理部处理过的所述形状数据和由所述判定模型生成部生成的所述判定模型,判定所述焊接部位的形状的良好与否。
12、本公开所涉及的焊接系统的特征在于:所述焊接系统包括焊接所述工件的焊接装置和所述外观检查装置,所述焊接装置至少包括焊机头和输出控制部,所述焊机头用于向所述工件输入热量,所述输出控制部控制所述焊机头的焊接输出。
13、本公开所涉及的焊接部位的外观检查方法是使用了所述外观检查装置的焊接部位的外观检查方法,其特征在于:所述焊接部位的外观检查方法至少包括:所述形状计测部在与所述机器人一起移动的同时计测所述焊接部位的三维形状,取得所述样本形状数据的步骤;所述第一学习数据集生成部基于所述样本形状数据生成多个所述第一学习数据集的步骤;所述第二学习数据集生成部基于多个所述第一学习数据集生成多个所述第二学习数据集的步骤;所述判定模型生成部使用多个所述第二学习数据集,生成多种用于进行所述焊接部位的形状的良好与否判定的所述判定模型的步骤;所述形状计测部在与所述机器人一起移动的同时计测所述焊接部位的三维形状,取得所述形状数据的步骤;以及所述第一判定部基于由所述形状数据处理部处理过的所述形状数据和由所述判定模型生成部生成的所述判定模型,判定所述焊接部位的形状的良好与否的步骤,基于具有与由所述形状数据处理部处理过的所述形状数据的数据密度最接近的数据密度的所述第二学习数据集而生成所述第一判定部中使用的所述判定模型,或者基于具有与由所述形状数据处理部修正过的所述形状数据的分辨率最接近的分辨率的所述第二学习数据集而生成所述第一判定部中使用的所述判定模型。
14、-发明的效果-
15、根据本公开,即使在检查条件发生了改变的情况下,也能够精度良好地评价焊接部位的三维形状。
技术特征:1.一种外观检查装置,其检查工件的焊接部位的外观,其特征在于:
2.根据权利要求1所述的外观检查装置,其特征在于:
3.根据权利要求1或2所述的外观检查装置,其特征在于:
4.根据权利要求1到3中任一项权利要求所述的外观检查装置,其特征在于:
5.根据权利要求4所述的外观检查装置,其特征在于:
6.根据权利要求5所述的外观检查装置,其特征在于:
7.根据权利要求6所述的外观检查装置,其特征在于:
8.根据权利要求1到7中任一项权利要求所述的外观检查装置,其特征在于:
9.根据权利要求1到8中任一项权利要求所述的外观检查装置,其特征在于:
10.根据权利要求1到9中任一项权利要求所述的外观检查装置,其特征在于:
11.一种焊接系统,其特征在于:包括:
12.根据权利要求11所述的焊接系统,其特征在于:
13.一种焊接部位的外观检查方法,其使用了权利要求1到10中任一项权利要求所述的外观检查装置,其特征在于:
14.根据权利要求13所述的焊接部位的外观检查方法,其特征在于:
15.根据权利要求13或14所述的焊接部位的外观检查方法,其特征在于:
16.根据权利要求15所述的焊接部位的外观检查方法,其特征在于:
17.根据权利要求13到16中任一项权利要求所述的焊接部位的外观检查方法,其特征在于:
技术总结外观检查装置(20)包括:计测焊接部位(201)的三维形状的形状计测部(21);和对由形状计测部(21)取得的样本形状数据及形状数据进行处理的数据处理部(23)。数据处理部(23)包括:基于样本形状数据生成多个第一学习数据集的第一学习数据集生成部(26A);基于多个第一学习数据集生成多个第二学习数据集的第二学习数据集生成部(26B);使用多个第二学习数据集生成多个判定模型的判定模型生成部(27);以及基于形状数据和一个判定模型判定焊接部位(201)的形状的良好与否的第一判定部(28)。技术研发人员:酒井彻,樱井通雄,东大智受保护的技术使用者:松下知识产权经营株式会社技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/262384.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表