手套外观缺陷检测系统及检测方法与流程
- 国知局
- 2024-08-01 03:14:09
本发明涉及视觉检测,具体涉及一种手套外观缺陷检测系统及检测方法。
背景技术:
1、在手套的生产过程中,外观缺陷的检测是质量控制的重要环节。传统的检测方法主要依靠人工目检,这种方法不仅效率低下,而且容易受到人为因素的影响,导致检测结果的不稳定性和不准确性。随着机器视觉技术和计算机技术的发展,越来越多的自动化检测系统被引入到工业生产中。然而,针对手套外观缺陷的自动化检测系统尚不完善,需要进一步的改进和优化。为解决上述技术问题,本领域技术人员做如下努力。如中国专利公开号为cn115318671a,其公开一种基于多工位视觉检测的缺陷手套识别及剔除系统,其针对生产线的不同生产工位分别设计了不同的视觉检测系统,极大的增加了检测的精度与检测速度。但上述方案依然存在如下问题尚未解决:该视觉检测原理和方法欠缺、工位排布不合理,无法全面有序的检测出手套表面的缺陷,依然存在部分缺陷无法检出、漏检率过高的问题。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种手套外观缺陷检测系统及检测方法。
2、本发明采用的技术方案如下:
3、一种手套外观缺陷检测系统,包括如下部分:
4、手掌工位检测装置,设置于完全未脱模处,包括四组相机ⅰ,相机ⅰ通过支架安装于完全未脱模处的两侧,完全未脱模处中间用隔板将两排手套间隔,相机ⅰ采集隔板前面的手套图像ⅰ,并通过灯条提高对比度;图像ⅰ包括的缺陷特征为碰破、破洞、断指、二次料、无卷边、脏污;
5、撑口工位检测装置,设置于脱模机处,包括四组相机ⅱ,相机ⅱ通过支架横向设置于脱模机的红色爪片处,脱模中的手套自模具上通过脱模机的红色爪片取下,相机ⅱ朝向红色爪片之间的手套撑口方向拍摄采集图像ⅱ;图像ⅱ的缺陷特征为二次料、撑破、断指;
6、下垂工位检测装置,设置于半脱模下垂处,包括八组相机ⅲ,相机ⅲ两两为一对,呈矩阵对称排布于四个不同区域,覆盖右上、右下、左上、左下四个区域,半脱模的手套旋转经过八组相机ⅲ的不同区域,相机ⅲ分别采集半脱模手套不同部分的图像ⅲ;图像ⅲ的缺陷特征为大撕破、小撕破、破洞、断边、脏污。
7、本技术方案通过多个相机从不同角度和位置捕捉手套的图像,结合图像处理和模式识别技术来检测手套的各种缺陷,从而实现对手套质量的自动化检测和控制。具体地,手掌工位检测装置,使用四组相机ⅰ是为从多个角度或位置捕捉手套的图像,确保检测的全面性和准确性;隔板用于分隔两排手套,防止相互干扰,便于相机ⅰ清晰地拍摄手套图像ⅰ;灯条用于提高图像的对比度,有助于识别手套表面的细微缺陷,如碰破、破洞、断指、二次料、无卷边、脏污等;图像ⅰ的缺陷特征基于手套在手掌部分的常见质量问题定义的,通过图像处理算法和模式识别技术来检测。撑口工位检测装置的相机ⅱ横向设置于脱模机的红色爪片处,用于捕捉手套撑口部分的图像;脱模机上的红色爪片,用于取下模具上的手套,相机ⅱ朝向红色爪片之间的手套撑口方向拍摄,确保图像ⅱ聚焦于手套的撑口部分;图像ⅱ的缺陷特征是手套撑口部分的常见质量问题,如二次料、撑破、断指等。下垂工位检测装置的八组相机ⅲ呈矩阵对称排布,覆盖手套的四个不同区域(右上、右下、左上、左下),确保手套旋转经过时,其各个部分都能被相机ⅲ捕捉到;图像ⅲ的缺陷特征是手套下垂部分可能出现的缺陷,如大撕破、小撕破、破洞、断边、脏污等。
8、另外,根据本发明上述提出手套外观缺陷检测系统还可以具有如下附加技术特征:
9、根据本发明的一个实施例,所述手掌工位检测装置中,相机ⅰ横向安装于支架上,隔板安装于支架中部且隔板呈黑色;灯条设置于支架上,用于给手套补光;支架上设置有传感器,当有未脱模的手套经过时,相机ⅰ启动。
10、本技术方案通过机器视觉和图像处理技术来识别手套的缺陷,同时利用黑色隔板提高图像对比度、灯条补光提高图像质量以及传感器和自动化控制实现检测的及时性和准确性,实现对手套外观缺陷的高效、准确检测,提高生产线的自动化水平和产品质量。具体地,相机ⅰ横向安装于支架上,用于捕捉经过该工位的手套的图像;相机ⅰ通过光学透镜和图像传感器(如ccd或cmos)将手套的二维图像转换为电信号,进而转换为图像ⅰ;捕获的图像ⅰ经过一系列图像处理算法,这些算法能够识别并提取出图像中的关键特征,特征包括手套的轮廓、颜色、纹理以及任何可能的缺陷(如碰破、破洞、断指、二次料、无卷边、脏污等);黑色隔板作为背景,与手套的颜色形成鲜明对比,有助于图像处理算法更准确地识别和定位手套;黑色隔板能够吸收周围的光线,减少环境光对图像质量的影响,提高检测的准确性;灯条为手套提供均匀且充足的照明,确保相机捕获的图像清晰、明亮,便于后续的图像处理和分析,灯条可以根据需要调节光照强度和角度,以适应不同材质和颜色的手套;支架上设置的传感器能够检测到是否有未脱模的手套经过,通过物理接触、红外线感应或光学识别等方式实现的;当传感器检测到手套时,会发送信号给控制系统,控制系统进而触发相机ⅰ启动,捕获手套的图像,确保检测的及时性和准确性。
11、根据本发明的一个实施例,所述撑口工位检测装置中,红色爪片成对设置于脱模机上,相机ⅱ通过支架设置于红色爪片的外侧;支架上设置有传感器,当有手套经过时,红色爪片夹住手套撑口两侧并使手套脱离模具,相机ⅱ启动。
12、本技术方案通过机械操作实现手套的脱模,利用传感器和触发机制控制相机进行图像采集,最后通过机器视觉和图像处理技术对图像进行分析,判断手套的质量,实现了对手套撑口部分缺陷的高效、准确检测,提高了生产线的自动化水平和产品质量。具体地,红色爪片成对设置于脱模机上,用于夹住手套的撑口两侧,确保手套能够顺利地从模具上脱离,红色仅是一个颜色标识用于增加对比度;脱模机通过控制红色爪片的开合来执行手套的脱模操作,当手套需要被检测时,脱模机启动,红色爪片夹住手套撑口两侧,使手套从模具上分离;支架上设置的传感器用于检测手套是否经过特定位置;传感器是接近开关、光电传感器或其他类型的传感器;当传感器检测到手套经过时,会发送一个信号给控制系统。控制系统接收到信号后,触发相机ⅱ启动,以捕捉手套撑口部分的图像ⅱ;相机ⅱ设置于红色爪片的外侧,用于捕捉手套撑口部分的图像ⅱ,与手掌工位检测装置类似,相机ⅱ将捕获的图像转换为数字信号,以供后续的图像处理和分析;通过特定的图像处理算法,识别并提取出图像ⅱ中的关键特征,如二次料、撑破、断指等缺陷;当手套在脱模机上被红色爪片夹住并脱离模具时,传感器自动检测手套的位置,并触发相机ⅱ启动进行图像ⅱ采集,图像处理算法对图像进行分析,判断手套是否存在缺陷,并将结果反馈给控制系统。根据检测结果,控制系统可以做出相应的处理,如将合格的手套送入下一道工序,或将不合格的手套剔除。
13、根据本发明的一个实施例,所述下垂工位检测装置中,模具呈倾斜且旋转状态经过支架,每个模具两侧的支架上各安装四个相机ⅲ,两两一组,分别对应模具的上部分和下部分;支架上有传感器,当有半脱模的手套经过时,相机ⅲ启动。
14、本技术方案通过倾斜且旋转的模具来模拟手套的下垂状态,利用相机ⅲ捕捉手套的图像,并通过图像处理系统对图像进行分析和判断,从而实现对手套下垂部分质量的自动化检测,提高了检测效率,而且能够更准确地评估手套的质量。具体地,模具的倾斜设计是为了模拟手套在正常使用时的下垂状态,以便在检测过程中能够更准确地评估手套下垂时的质量和外观;旋转功能用于展示手套在多个角度下的下垂情况,从而全面检测手套的质量;支架上每个模具两侧各安装四个相机ⅲ,两两一组分别对应模具的上部分和下部分,确保了手套在旋转过程中,无论是上部分还是下部分都能被相机清晰地捕捉到。相机ⅲ的是捕捉手套的图像ⅲ,特别是关注手套下垂部分的形态和细节;通过高分辨率的图像,可以检测到手套下垂时可能出现的各种问题,如变形、破损、污渍等。支架上的传感器用于检测是否有半脱模的手套经过,确保了只有在手套处于半脱模状态时,相机ⅲ才会启动进行拍摄,从而避免了不必要的资源浪费和误检;当半脱模的手套经过传感器时,传感器会发送信号给控制系统,触发相机ⅲ启动;相机ⅲ开始捕捉手套的图像,并将图像传输到图像处理系统进行分析;通过特定的算法对图像进行处理,识别出手套的各个部分以及下垂部分的形态和细节。
15、为实现上述目的,本发明还提供一种手套外观缺陷检测方法。
16、一种手套外观缺陷检测方法,包括如下步骤:
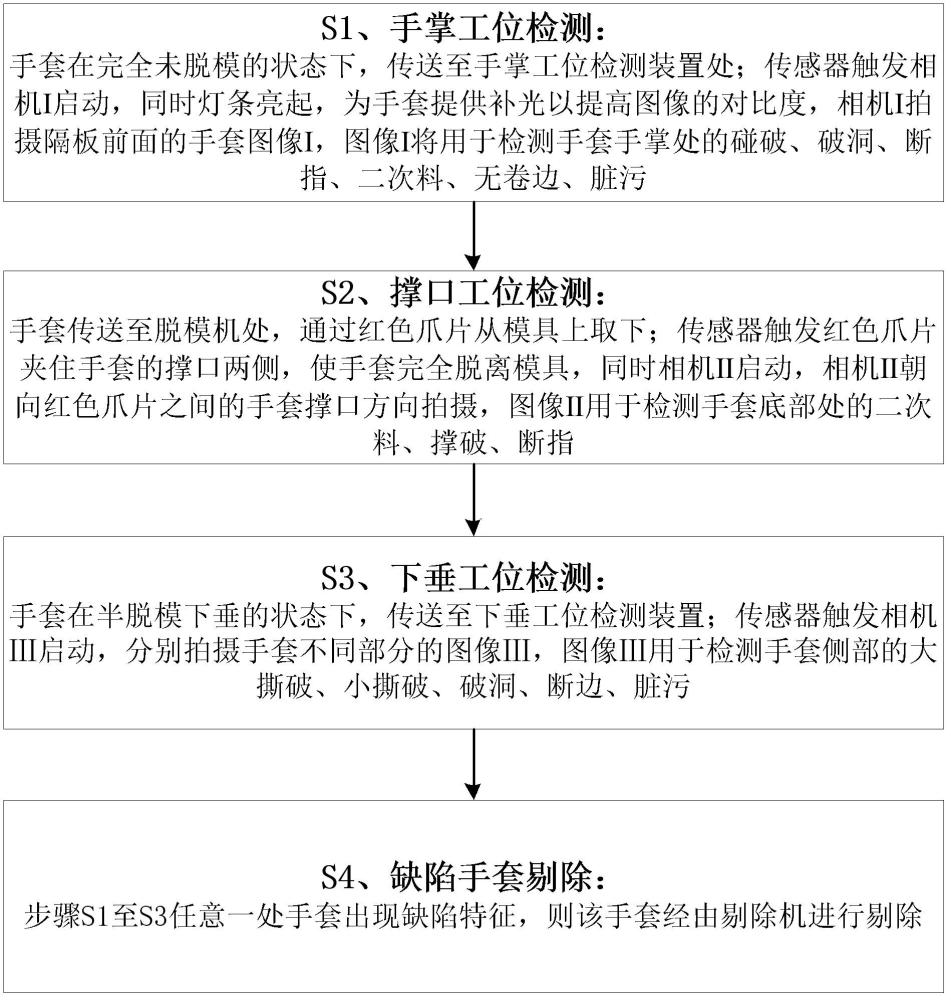
17、s1、手掌工位检测:手套在完全未脱模的状态下,传送至手掌工位检测装置处;传感器触发相机ⅰ启动,同时灯条亮起,为手套提供补光以提高图像的对比度,相机ⅰ拍摄隔板前面的手套图像ⅰ,图像ⅰ将用于检测手套手掌处的碰破、破洞、断指、二次料、无卷边、脏污;
18、s2、撑口工位检测:手套传送至脱模机处,通过红色爪片从模具上取下;传感器触发红色爪片夹住手套的撑口两侧,使手套完全脱离模具,同时相机ⅱ启动,相机ⅱ朝向红色爪片之间的手套撑口方向拍摄,图像ⅱ用于检测手套底部处的二次料、撑破、断指;
19、s3、下垂工位检测:手套在半脱模下垂的状态下,传送至下垂工位检测装置;传感器触发相机ⅲ启动,分别拍摄手套不同部分的图像ⅲ,图像ⅲ用于检测手套侧部的大撕破、小撕破、破洞、断边、脏污;
20、s4、缺陷手套剔除:步骤s1至s3任意一处手套出现缺陷特征,则该手套经由剔除机进行剔除。
21、本技术方案其通过手掌工位检测来确保手套的质量;在手套完全未脱模的状态下,将其传送至手掌工位检测装置处。当手套到达时,传感器触发相机ⅰ启动,同时灯条亮起为手套提供补光以增强图像的对比度;相机ⅰ拍摄手套手掌部分的图像,这些图像用于检测手套手掌处可能存在的碰破、破洞、断指、二次料、无卷边和脏污等缺陷;通过撑口工位检测来进一步评估手套的质量;手套被传送至脱模机处,并通过红色爪片从模具上取下;在此过程中,传感器触发红色爪片夹住手套的撑口两侧,使手套完全脱离模具;同时,相机ⅱ启动并朝向红色爪片之间的手套撑口方向拍摄图像,这些图像用于检测手套底部可能存在的二次料、撑破和断指等缺陷;通过下垂工位检测来全面检查手套的质量;手套在半脱模下垂的状态下被传送至下垂工位检测装置;传感器触发相机ⅲ启动,分别拍摄手套不同部分的图像,这些图像用于检测手套侧部可能出现的大撕破、小撕破、破洞、断边和脏污等缺陷;通过缺陷手套剔除步骤来确保只有质量合格的手套才能继续生产流程;在步骤s1至s3中,如果任意一处检测到手套存在缺陷特征,则该手套将被剔除机自动剔除,从而确保只有质量合格的手套能够进入下一个生产环节。
22、另外,根据本发明上述提出手套外观缺陷检测系统及检测方法还可以具有如下附加技术特征:
23、根据本发明的一个实施例,所述步骤s1中,手掌工位检测包括如下处理流程:
24、s101、图像ⅰ缩放:通过仿射变换和图像缩放系数,控制图像ⅰ大小,确保耗时在合理范围内;
25、s102、图像ⅰ分割粗定位:语义分割模块区分手套和模具,使用多标签筛选模块对手套进行分割,并获取roi区域坐标;glove外接框计算脚本排序所有blob结果左上点与右下点坐标,得到最大最小值,进行左上右下扩充,其中向右扩充数据略大防止破边手套因分割不准导致被裁剪,防止超出边界报错后输出手套区域坐标数据;拷贝填充模块拷贝出手套区域图像;
26、s103、缺陷检出和过滤:目标检测模块检出手套缺陷,box过滤到背景缺陷,缺陷框和手套的重叠率满足要求;由全局变量min_overlaprate控制;将检测出的缺陷进行过滤,剔除掉缺陷框中心距离图像边缘20个像素的缺陷;
27、s104、缺陷输出:将检测的结果进行缺陷特征分类于最后的汇总,进行格式化输出。
28、本技术方案通过手掌工位检测流程来确保手套在手掌部分的质量;通过仿射变换和图像缩放系数控制图像大小,以优化处理耗时;使用语义分割模块和多标签筛选模块进行图像ⅰ的分割粗定位,获取手套区域的坐标,并进行手套区域的图像拷贝填充;利用目标检测模块检测出手套上的缺陷,并通过box过滤排除背景缺陷,同时确保缺陷框与手套的重叠率满足预设要求,并剔除靠近图像边缘的潜在误检缺陷;将检测到的缺陷进行特征分类和汇总,并格式化输出检测结果。
29、根据本发明的一个实施例,所述步骤s2中,撑口工位检测包括如下前置流程:
30、s201、缺陷过滤:取手套和红色爪片的掩膜位置来确定需要保留的缺陷位置;上下外扩确保破边类的小缺陷不会漏检、左右方向略向内减小,降低红色爪片位置的过检;判断缺陷中心点是否在矩形框内;
31、s202、油污后处理:换算至原图坐标,使用b通道二值化图像进行数据增强后blob,blob长轴与阈值进行对比判断。
32、本技术方案通过撑口工位检测中的前置流程来精确识别和处理手套撑口部位的缺陷;在s201步骤中,通过确定手套和红色爪片的掩膜位置,来筛选出需要保留的缺陷位置,并通过上下外扩和左右略向内减小的方式,确保小缺陷不会漏检,同时减少红色爪片位置的过检;通过判断缺陷中心点是否在矩形框内,进一步过滤掉不符合条件的缺陷;在s202步骤中,将处理后的缺陷位置换算至原图坐标,并利用b通道二值化图像进行数据增强,最后通过对比blob长轴与阈值,对油污等缺陷进行后处理,从而确保手套撑口部位的缺陷被准确识别和处理。
33、根据本发明的一个实施例,所述步骤s3中,下垂工位检测包括如下处理流程:
34、s301、粗定位:多标签筛选模块对glove的掩膜图像筛选获得glove手套blob矩形左上点与右下点的x、y;glove外接框计算脚本排序所有blob结果左上点与右下点坐标,得到最大最小值,进行左上右下扩充,其中向右扩充数据略大防止破边手套因分割不准导致被裁剪,防止超出边界报错后输出手套区域坐标数据;拷贝填充模块拷贝出手套区域图像;
35、s302、位姿判断:
36、未脱模:glove的blob矩形右下点x与图像宽度x0.3对比;
37、甩起姿态: glove的blob面积占图像总像素值<13%皱起;或blob矩形框倾斜角度大于20;
38、无指模:位姿判断前加一个图像左侧中间区域的blob,通过面积阈值来限制;
39、s303、腕口破损缺陷分类:由于模型容易对腕口卷边处误检为破损,因此在方案中增加逻辑:提取手套的卷边区域,框中心点x值位于卷边区域范围内且框面积大于30000时,给缺陷名称加上后缀 _big,面积小于30000时,为_small;在软件内对small进行双面关联剔除;
40、s304、缺陷过滤:用于避免背景板过检,使用box过滤模块,与glove掩膜有交集的检测框数据进行保留,参数设为0.01防止小破边漏检;注意需先将检测框进行外扩防止box过滤模块报错。
41、本技术方案通过下垂工位检测步骤来精确评估手套在下垂状态下的质量;在步骤s301中,通过多标签筛选模块和glove外接框计算脚本,实现了对手套区域的粗定位,确保能够准确提取出手套部分的图像;在步骤s302中,根据手套的位姿状态(如未脱模、甩起姿态、无指模等)进行判断,为后续的缺陷分类提供了基础信息;步骤s303针对腕口破损的缺陷,通过逻辑处理区分了卷边误检和真实破损,并对误检的卷边区域进行了大小分类,以便在后续处理中进行适当的剔除;在步骤s304中,通过缺陷过滤步骤,避免了背景板的过检问题,提高了检测的准确性,并通过box过滤模块保留了与手套掩膜有交集的检测框数据,同时进行了外扩处理以防止报错,确保了检测结果的可靠性。
42、根据本发明的一个实施例,所述步骤s3中,下垂工位检测包括如下处理流程:
43、s305、油污后处理:换算至原图坐标,使用b通道二值化图像进行数据增强后blob,blob长轴与阈值进行对比判断;
44、s306、反光分类器:用于降低产线批量出现的腕口反光处过检问题;筛选破损检测框位置,靠近腕口破损类进入分类器,概率为ng且概率大于0.98作为破损过检过滤。
45、本技术方案通过下垂工位检测中的油污后处理步骤,将检测到的油污缺陷换算至原图坐标,并利用b通道二值化图像进行数据增强,进而通过blob长轴与阈值的对比判断,实现对油污缺陷的准确识别和处理;采用反光分类器降低因产线批量出现的腕口反光导致的过检问题,通过筛选破损检测框位置,并结合分类器的判断,对靠近腕口破损类的检测框进行过滤,只有当其判断概率为ng且大于0.98时,才将其视为破损过检进行过滤,从而提高检测的准确性和可靠性。
46、本发明与现有技术相比,具有以下有益效果:
47、通过多个相机从不同角度和位置捕捉手套的图像,结合图像处理和模式识别技术来检测手套的各种缺陷,从而实现对手套质量的自动化检测和控制。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212099.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表