注塑模具水路的控制方法以及控制系统与流程
- 国知局
- 2024-08-01 03:14:04
本发明涉及注塑模具水路的控制的,尤其涉及一种注塑模具水路的控制方法以及控制系统。
背景技术:
1、随着科技的发展,注塑模具作为工业产品,并应用于工业领域,此时,注塑模具属于模具的一种,注塑模具中设有模芯部分和水路部分,模芯部分用于成型待注塑产品,水路部分用于供水进行流动,并对模芯部分进行冷却降温,便于待注塑产品的冷却成型,在现有技术中,基于以往经验对水路进行人为设定,并没有兼容多个区域的考虑,从而导致了注塑模具的水路的设计准确性较低。
技术实现思路
1、本发明的目的在于克服现有技术的不足,本发明提供了一种注塑模具水路的控制方法以及控制系统,引入了注塑模具的模芯部分以及干涉部分,并基于模芯部分所在的区域以及干涉部分所在的区域构建水路影响区域,以便于对水路影响区域管控进水口、水路的多个路径,同时,根据多个子热量区域以及水路的多个路径定义水路最佳路径,以便于沿着水路最佳路径逐步形成注塑模具水路,从而保证了注塑模具的水路设计兼容水路影响区域、多个子热量区域的考虑,提高了注塑模具水路的设计准确性,保证了注塑模具水路的布置,并提高注塑模具的整体把控效果。
2、为了解决上述技术问题,本发明实施例提供了一种注塑模具水路的控制方法,应用于注塑模具;所述注塑模具水路的控制方法包括:
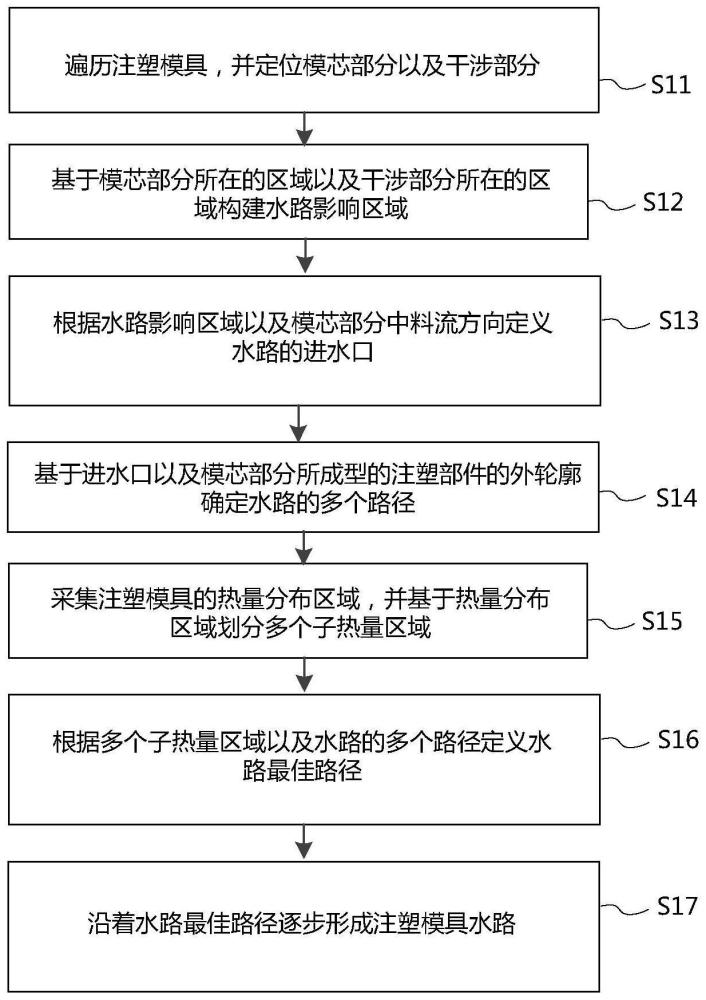
3、遍历注塑模具,并定位模芯部分以及干涉部分;
4、基于模芯部分所在的区域以及干涉部分所在的区域构建水路影响区域;
5、根据水路影响区域以及模芯部分中料流方向定义水路的进水口;
6、基于进水口以及模芯部分所成型的注塑部件的外轮廓确定水路的多个路径;
7、采集注塑模具的热量分布区域,并基于热量分布区域划分多个子热量区域;
8、根据多个子热量区域以及水路的多个路径定义水路最佳路径;
9、沿着水路最佳路径逐步形成注塑模具水路。
10、可选的,所述遍历注塑模具,并定位模芯部分以及干涉部分,包括:
11、采集注塑模具的编号;
12、基于注塑模具的编号匹配注塑模具的虚拟模型;
13、针对注塑模具的虚拟模型进行全方位的遍历,并依次标记注塑模具的各个部分;
14、定位注塑模具的模芯部分,并以模芯部分为中心构建干涉中心;
15、基于干涉中心向外依次遍历,以定位与模芯部分关联的干涉部分;
16、根据模芯部分和干涉部分构建水路的干涉集合。
17、可选的,所述基于模芯部分所在的区域以及干涉部分所在的区域构建水路影响区域,包括:
18、采集模芯部分所在的位置;
19、根据模芯部分所在的位置定义模芯部分所在的区域;
20、定位模芯部分所在的区域中的多个边角处,并根据多个边角处之间的错位距离而触发模芯部分所在的区域的优化;
21、采集干涉部分所在的位置;
22、根据干涉部分所在的位置定义干涉部分所在的区域;
23、关联干涉部分所在的区域与模芯部分所在的区域,并测算干涉部分所在的区域与模芯部分所在的区域之间的距离差;
24、根据距离差触发干涉部分所在的区域与模芯部分所在的区域的连通,并形成水路禁止区域,该水路禁止区域连通干涉部分所在的区域与模芯部分所在的区域,并禁止开设水路;
25、根据模芯部分所在的区域、水路禁止区域和干涉部分所在的区域构建水路影响区域。
26、可选的,所述根据水路影响区域以及模芯部分中料流方向定义水路的进水口,包括:
27、获取水路影响区域;
28、基于水路影响区域划分多个影响子区域;
29、对影响子区域标记对应的水路影响权重;
30、根据影响权重的大小依次对多个影响子区域进行整合,并形成核心影响区域;
31、根据核心影响区域以及模芯部分中料流方向定义水路的进水口。
32、可选的,所述基于进水口以及模芯部分所成型的注塑部件的外轮廓确定水路的多个路径,包括:
33、采集进水口,并标记进水口的位置以及进水方向;
34、基于进水口的位置定义路径的起点;
35、采集模芯部分所成型的注塑部件,并定义注塑部件外轮廓;
36、沿着注塑部件外轮廓定义料流的流动方向;
37、根据料流的流动方向定义注塑部件中各子部件的成型先后顺序。
38、可选的,所述基于进水口以及模芯部分所成型的注塑部件的外轮廓确定水路的多个路径,还包括:
39、关联各子部件的成型先后顺序以及进水口的位置;
40、根据各子部件的成型先后顺序依次标记水路的子流道;
41、根据水路的子流道以及路径的起点确定水路的多个路径。
42、可选的,所述采集注塑模具的热量分布区域,并基于热量分布区域划分多个子热量区域,包括:
43、采集基于注塑模具输出的注塑部件;
44、基于注塑部件的外轮廓匹配注塑模具中的成型区域;
45、针对注塑模具中的成型区域标记对应的热量参数,并形成热量分布区域;
46、对热量分布区域进行划分,以输出多个子热量区域。
47、可选的,所述根据多个子热量区域以及水路的多个路径定义水路最佳路径,包括:
48、基于多个子热量区域标记对应的热量参数;
49、对相邻的两个子热量区域标记热量变化量,并根据热量变化量调控水路的多个子流道之间的过渡长度;
50、沿着热量参数升高的方向依次排序多个子热量区域;
51、基于多个子热量区域的排序方向依次定义多个子流道的对接方向;
52、根据各子热量区域的热量参数匹配对应的子流道的长度;
53、采集各个子流道的长度、多个子流道的对接方向以及水路的多个路径定义水路最佳路径。
54、可选的,所述沿着水路最佳路径逐步形成注塑模具水路,包括:
55、采集水路最佳路径;
56、沿着水路最佳路径依次定义各个子流道的长度,并形成注塑模具水路;
57、关联各个子流道的长度和注塑模具水路;
58、基于注塑模具水路进行水路模拟,并根据多个子热量区域的温度调整而依次触发各个子流道的水的运行;
59、记录多个子热量区域的冷却系数,并根据冷却系数以及子热量区域的成型参数调控对应的子流道的长度,以构建优化后的注塑模具水路。
60、可选的,一种注塑模具水路的控制系统,其特征在于,所述注塑模具水路的控制系统应用于上述的注塑模具水路的控制方法,所述注塑模具水路的控制系统包括:
61、定位模块,用于遍历注塑模具,并定位模芯部分以及干涉部分;
62、水路影响区域模块,用于基于模芯部分所在的区域以及干涉部分所在的区域构建水路影响区域;
63、进水口模块,用于根据水路影响区域以及模芯部分中料流方向定义水路的进水口;
64、路径模块,用于基于进水口以及模芯部分所成型的注塑部件的外轮廓确定水路的多个路径;
65、子热量区域模块,用于采集注塑模具的热量分布区域,并基于热量分布区域划分多个子热量区域;
66、最佳路径模块,用于根据多个子热量区域以及水路的多个路径定义水路最佳路径;
67、水路模块,用于沿着水路最佳路径逐步形成注塑模具水路。
68、在本发明实施例中,通过本发明实施例中的方法,引入了注塑模具的模芯部分以及干涉部分,并基于模芯部分所在的区域以及干涉部分所在的区域构建水路影响区域,以便于对水路影响区域管控进水口、水路的多个路径,同时,根据多个子热量区域以及水路的多个路径定义水路最佳路径,以便于沿着水路最佳路径逐步形成注塑模具水路,从而保证了注塑模具的水路设计兼容水路影响区域、多个子热量区域的考虑,提高了注塑模具水路的设计准确性,保证了注塑模具水路的布置,并提高注塑模具的整体把控效果。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212095.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表