一种表带触指连接器焊接工装及其真空汽相焊接方法与流程
- 国知局
- 2024-08-19 14:26:29
本发明涉及狭小空间内板间互联用连接器焊接,具体涉及一种高可靠传输大电流表带触指连接器焊接工装及其真空汽相焊接方法。
背景技术:
1、现代集成电路技术飞速发展,集成电路的小型化、高速化和高可靠性要求电子元器件向小型化和集成化转变,板级互联、立体互联形式不断涌现。表带触指连接器常用于tr组件电源模块中,其具有极小的发热功率、极小的接触电阻和均匀稳定的接触力,从而保证电源模块板间优良的电连接。
2、表带触指连接器由铜基座、触指片、表带组成,通过表贴大面积焊接在印制板上,并通过铜基座触头进行定位。表带触指连接器单片通流能力为50a,在工作时最大通流能力为100a,大面积焊接质量对其通流能力有重大影响。常规的回流焊接是采用焊膏涂覆,通过设置多个温区的热风进行焊接,容易导致焊膏中的助焊剂在预热区和回流区挥发形成空洞,进而影响电流通道,降低表带触指连接器的通流能力。同时,当表带触指连接器位于印制板非bga面时,为了保证bga焊接质量,通常采用第一次焊接连接器,再将印制板翻面进行焊膏涂覆与焊接,连接器自身重量较重,在二次回流焊接过程中存在脱落风险。
3、研发用于表带触指连接器焊接工装,并结合真空汽相焊接工艺降低其铜基座大面积焊接空洞率,提高大面积焊接质量,对于保持表带触指连接器的通流能力,提高其在tr组件电源模块中的可靠性,有着极大的现实意义。
技术实现思路
1、本发明的目的是克服现有表带触指连接器回流焊接工艺所存在的不足,提供了一种表带触指连接器焊接工装及其真空汽相焊接方法,能够有效提升表带触指连接器焊接质量,并能适用于真空汽相焊接工艺及满足pcba双面焊接需求。
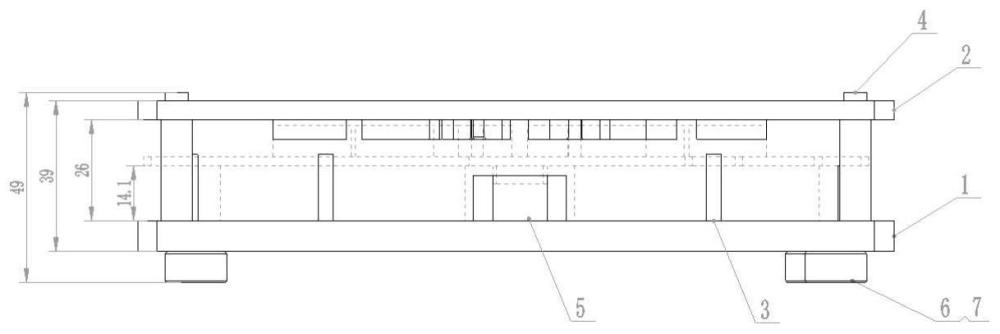
2、本发明提供了一种表带触指连接器焊接工装,工装从上到下分别为上板4、定位柱2、导柱3、支撑块5、底板1、垫脚6和螺钉;上板4设置有大小不同的镂空,以避开触指片并降低工装重量;垫脚6设置在底板1下方;底板1上方设置定位柱2、导柱3、支撑块5;定位柱2用于对表带触指连接器进行压持定位;导柱3用于对pcb板进行限位;支撑块5用于对pcb板进行支撑。
3、在装配操作过程中,将pcb板及表带触指连接器放入工装,用工装底板1、支撑块5对pcb板支撑,用导柱3对pcb板进行限位,用n个定位柱2对n个表带触指连接器分别进行压持定位,再安装上板4并与定位柱2用螺钉紧固,将工装整体固定。
4、在真空汽相焊接过程中,工装保持表带触指连接器与pcb板焊盘贴合,从而实现高可靠焊接。
5、优选的,pcb板及表带触指连接器放入工装时,pcb板放在底板、支撑块正上方,表带触指连接器与底板、支撑块不接触。
6、优选的,装入pcb板后,工装整体高度为49mm。
7、优选的,工装为铝合金材质,焊接过程中热膨胀系数与pcb板接近,不会对印制板造成损伤;工装表面抛光,焊接过程中与焊膏、汽相液不发生反应。
8、优选的,工装对表带触指连接器的压力小于铜的屈服强度,不会造成铜基座变形、损伤。
9、优选的,工装在触指片位置挖空,避免触指片损伤。
10、本发明提供了一种表带触指连接器真空汽相焊接方法,该方法包括以下步骤:
11、步骤1、pcb板在125℃烘箱中烘烤4h,烘烤后放置于相对湿度低于20%rh的干燥柜中;
12、步骤2、用无水乙醇擦拭pcb板正反面,去除多余物;
13、步骤3、采用260℃锡锅对表带触指连接器铜基座焊接面进行洗金搪锡;
14、步骤4、在pcb板上涂覆或印刷焊膏;
15、步骤5、采用贴片机在pcb板上贴装元器件,手工贴装表带触指连接器,保证铜基座触头插入印制板开孔;
16、步骤6、将完成贴片的pcb板装入表带触指连接器焊接工装,工装上板通过定位柱定位后,压持表带触指连接器铜基座顶端;
17、步骤7、设置焊接温度曲线,将表带触指连接器、工装和pcb板一起放入真空汽相焊接炉中,进行真空汽相焊接;
18、步骤8、真空汽相焊接结束后,将装配好的pcb板与工装取出,冷却至室温,使用x-ray检测仪器检测表带触指连接器的焊接质量。
19、优选的,真空汽相焊接所用汽相液为全氟聚醚pfpe,其成分稳定,受热不分解,沸点为215℃。
20、优选的,步骤4中,采用喷印方式在pcb板上涂覆焊膏,或采用印刷机在pcb板上印刷焊膏。
21、优选的,步骤7中设置焊接温度曲线具体方法为:
22、步骤7.1、旋钮旋至手动模式,打开冷却区盖板,放入带有表带触指连接器、工装、pcb板的测温样件,在测温样件上粘贴热电偶,热电偶另一端连接汽相焊主机,点击屏幕measuring下方按钮,选择实时模式,观察温度曲线;
23、步骤7.2、点击profile,在stept1~stept4中依次点击details,点击modus选择temperature模式,输入各个阶段的汽相液注入量和加热最高温度,并点击“√”保存设置;推荐stept1设置注入量为600ml,加热最高温度为80℃;stept2设置注入量为500ml,加热最高温度为150℃;stept3中设置注入量为200ml,加热最高温度为183℃;stept4设置注入量为400ml,加热最高温度为210℃;
24、步骤7.3、设置真空度及保持时间,点击“√”保存设置;set value推荐值为100mbar,holding time推荐值为2s;
25、步骤7.4、点击“final exhaust”设置回收汽相液时间,回收时间设置为25s;
26、步骤7.5、点击cooling设置冷却时间,根据产品热容量和形状尺寸设置,冷却时间为100~300s;
27、步骤7.6、参数设置完毕,盖上冷却区盖板,点击开始按钮,进入焊接程序;手动模式下每一步结束后需要点击“confirm”确认后才会进入下一步骤;
28、步骤7.7、焊接完成后点击温度曲线软件中的停止按钮,保存温度曲线;在焊接程序中依次点击profile,在stept1~4中点击details,点击modus选择time模式,输入试验中得到的时间数据,点击“√”保存设置,点击左上角“保存”按钮保存焊接程序,输入相应程序名称;程序设置完成。
29、本发明提供的一种表带触指连接器焊接工装及其真空汽相焊接方法,采用真空汽相焊接工艺降低表带触指连接器铜基座大面积焊接空洞率;采用工装在焊接过程中对表带触指连接器进行压持,保证焊接过程中铜基座与印制板贴合,提高焊接可靠性;工装对表带触指连接器的压持位置为铜基座顶部,不会损伤触指片。
30、本发明的有益效果是:
31、本发明提供的一种表带触指连接器焊接工装及其真空汽相焊接方法,采用真空汽相焊接工艺降低表带触指连接器铜基座大面积焊接空洞率;采用工装在焊接过程中对表带触指连接器进行压持,保证焊接过程中铜基座与印制板贴合,提高焊接可靠性;工装对表带触指连接器的压持位置为铜基座顶部,不会损伤触指片。
32、(1)本发明通过工装压持与真空汽相焊接工艺实现了表带触指连接器铜基座大面积焊接空洞率低于1%,保障了连接器100a的最大通流能力,提高了tr组件电源模块在工作中的可靠性。
33、(2)本发明可以实现表带触指连接器在pcb板的双面分布,可以作为整体解决方案应用于tr组件电源模块组合电器、断路器、变压器、开关柜和气体绝缘母线等结构中。
本文地址:https://www.jishuxx.com/zhuanli/20240819/275208.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表