一种高效加工薄壁一体化汽车旋流器的工艺及装置的制作方法
- 国知局
- 2024-08-19 14:30:12
本发明属于汽车排气系统,尤其涉及一种高效加工薄壁一体化汽车旋流器的工艺及装置。
背景技术:
1、汽车排气系统的结构变得愈加复杂,尤其是商用车和非道路用车的排气系统增加了许多功能性部件。其中,旋流颗粒捕捉器的研发与应用,对于商用车尾气排放标准的提高起到了至关重要的作用。旋流器是汽车排气系统中旋流颗粒捕捉器的核心部件。当废气进入旋流器内,气体中的颗粒物在气流的作用下产生高速旋转,同时在离心力作用下被分离出来,从而降低汽车尾气对空气的污染程度。旋流器的外形呈圆锥体,周向分布有若干个叶片,相邻叶片之间有旋流槽,其形面结构复杂,通常是铸造加机械加工或冲压加组焊加工而成。
2、随着汽车轻量化技术的不断发展,原有铸造加机械加工或冲压加组焊类旋流器,正逐渐被薄壁一体化成形结构所替代。汽车用旋流器的材质主要为不锈钢,壁厚为1.2mm至1.5mm,材料的屈强比低、回弹量大,因此塑性成形难度高。目前,薄壁一体化汽车旋流器采用薄壁焊接筒坯经塑性变形加工而成。传统生产工艺如下:首先,薄壁筒坯经过多套成形模具加工成圆锥体;然后,利用单切口冲切模具,通过多工步冲切完成叶片部位的切口;最后,利用单叶片成形模具,通过多工步完成叶片部位的成形。当前,采用传统工艺加工薄壁一体化旋流器面临的主要问题:模具投入大,生产工序繁琐,加工成本高,无法满足当前多品种、小批量的市场需求;筒坯冲压成圆锥体,由于不锈钢材料极易产生高温粘结,容易造成工件表面划伤;锥体变形区域厚度不均匀;多工步成形导致工件成形精度差。以上问题严重影响着汽车旋流器的使用性能和制造成本,更是制约着薄壁一体化旋流器在汽车轻量化结构和具有高排放标准的排气系统上的应用。
3、因此,亟需一种技术方案,解决目前薄壁一体化汽车旋流器的加工成本高、生产周期长,以及外观划伤、尺寸精度不足、壁厚不均匀等问题,使其满足后续装配、焊接和使用性能要求,实现柔性、高质和高效生产薄壁一体化汽车旋流器。
4、通过上述分析,现有技术存在的问题及缺陷为:
5、目前薄壁一体化汽车旋流器的工艺,制造成本高、加工周期长,且制得的旋流器存在外观划伤、壁厚不均匀、尺寸精度差等质量缺陷,严重影响后续装配、焊接及使用性能。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种高效加工薄壁一体化汽车旋流器的工艺及装置。
2、本发明是这样实现的,一种圆周同步多组叶片一体化成形装置,包括上底板、下底板、内模活块、外模活块、导向套、活接头、弹力胶圈、线性滑轨、弹簧、弹簧固定座、行程限位块、光纤陀螺组件、加速度计组件、温度传感器、fpga数据采集及其接口电路、dsp数字信号处理器;其中,上底板和下底板用于构建主体框架,内模活块和外模活块通过导向套和线性滑轨导向,活接头驱动内模活块向工件移动以形成工件的内部形状,外模活块通过滑轨座和线性滑轨在下底板上同步移动以形成工件的外部形状,光纤陀螺组件、加速度计组件和温度传感器用于测量成形过程中的动态参数和温度,数据通过fpga数据采集及其接口电路传输至dsp数字信号处理器进行处理,弹簧通过弹簧固定座调节压力,以适应不同硬度的材料和压力需求。
3、进一步,所述的dsp数字信号处理器根据程序存储器存储的程序对数据进行实时处理,处理过程受监控复位电路的监控,并在遇到异常情况时复位dsp数字信号处理器以防止故障扩散;同时,装置还包括一个操作过程中的数据采集与处理流程,其中光纤陀螺组件、加速度计组件及温度传感器监测并记录成形过程中的参数如倾角、方位角、工具面角和温度变化,通过fpga数据采集及其接口电路将数据传输给存储器并进一步传输给dsp数字信号处理器以便进行数据处理和故障监控,成形完成后,工件通过提升装置从成形装置中取出,并对成形后的工件进行视觉和尺寸检查以确保产品质量符合设计要求。
4、本发明还提供了一种高效加工薄壁一体化汽车旋流器的工艺,包括:
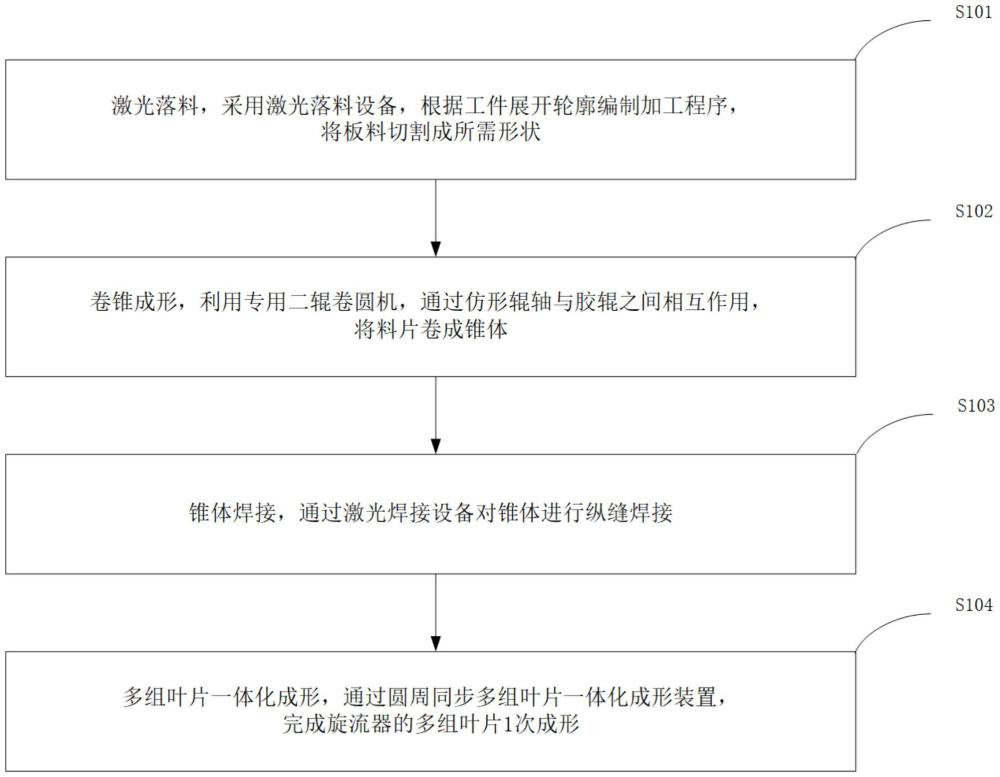
5、步骤一,激光落料,采用激光落料设备,根据工件展开轮廓编制加工程序,将板料切割成所需形状;
6、步骤二,卷锥成形,利用专用二辊卷圆机,通过仿形辊轴与胶辊之间相互作用,将料片卷成锥体;
7、步骤三,锥体焊接,通过激光焊接设备对锥体进行纵缝焊接;
8、步骤四,多组叶片一体化成形,通过圆周同步多组叶片一体化成形装置,完成旋流器的多组叶片一次成形。
9、本发明的另一目的在于提供一种高效加工薄壁一体化汽车旋流器的装置,所涉及的高效加工薄壁一体化汽车旋流器的装置包括:
10、激光落料设备,用于将板料切割成所需形状;
11、专用二辊卷圆机,用于将料片卷成锥体;
12、激光焊接设备,用于对锥体进行纵缝焊接;
13、圆周同步多组叶片一体化成形装置,采用内、外模双动设计结构,其核心机构包括多组外模径向同步进给机构和多组内模径向同步进给机构,用于实现多组叶片成形。
14、进一步,所述圆周同步多组叶片一体化成形装置,多组外模径向同步进给机构主要由八个子机构和一个弹簧固定座组成,各子机构呈圆周分布,其工作方向与旋流器叶片的成形方向一致,每个子机构由外模活块、下导板、线性滑轨、行程限位块、滑轨座、弹簧组成:
15、线性滑轨固定于工装的下底板,其上面安装有滑轨座和行程限位块;
16、外模活块为叶片的成形凸模,置于工件外部,固定于滑轨座上,能够沿着线性滑轨在一定范围内自由滑动;
17、下导板固定在外模滑块上,起到耐磨和导向作用;
18、行程限位块置于线性滑轨上且固定于工装的下底板,对外模活块起到行程限位作用;
19、弹簧固定座置于多个外模活块中间位置,其内孔与工件同心,固定于工装底板;
20、弹簧固定座设计有八个弹簧安装孔,每个孔与其对应方向的外模活块内部弹簧孔同轴;
21、弹簧置于外模活块与弹簧固定座的弹簧安装孔中,当无外力作用时,外模活块在弹簧的作用下强制返程。
22、进一步,所述圆周同步多组叶片一体化成形装置,多组内模径向同步进给机构主要由内模活块、活块限位外壳、弹力胶圈、定位导向键、内锥、导向套和活接头组成:
23、内模活块为叶片成形凹模,共有八个,呈圆周均布,置于工件内部;
24、弹力胶圈安装于内模活块外部,对内模活块起到圆周固定和强制返程作用;
25、活块限位外壳固定于工装的下底板,其内部安装有内模活块,作用是为内模活块提供一个封闭的工作空间,并限制其上下移动;
26、定位导向键共有八个,呈圆周均布,安装于内模活块底部,起到定位与导向作用;
27、内锥置于内模活块组中间,对内模活块起到支撑和提供径向作用力;
28、导向套固定于工装的下底板上,为内锥上下移动起到导向作用;
29、活接头一端为螺纹结构,与压力机底缸连接,另一端为半圆周t形槽结构,能够与内锥底部快速连接,通过活塞杆带动活接头,从而推动内锥上下移动。
30、进一步,所述圆周同步多组叶片一体化成形装置工作原理如下:
31、(1)将工件放置于内模活块外,其底面与活动限位外壳相接触;
32、(2)启动压力机,设备底缸的活塞杆伸出,通过活接头推动内锥沿着导向套向上移动,同时,在内锥上部锥面的作用下,内模活块沿着径向移动至成形位置;
33、(3)压力机滑块下行,通过上底板带动锥套向下移动,多组外模活块在上导板的作用下沿着径向移动直至叶片的成形位置,工件在多组外模与内模活块的共同作用下完成多组叶片同步成形;
34、(4)压力机底部油缸的活塞杆回程,通过活接头拉动内锥向下移动,内模活块在弹性胶圈的作用下强制返程,压力机滑块上行,上导板与下导板脱离,外模活块在弹簧的作用下强制返程,此时,汽车旋流管的叶片成形部位与内、外模完全脱离,取出工件。
35、本发明的另一目的在于提供一种计算机设备,所述计算机设备包括存储器和处理器,所述存储器存储有计算机程序,所述计算机程序被所述处理器执行时,使得所述处理器执行所述高效加工薄壁一体化汽车旋流器的工艺的步骤。
36、本发明的另一目的在于提供一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时,使得所述处理器执行所述高效加工薄壁一体化汽车旋流器的工艺的步骤。
37、本发明的另一目的在于提供一种信息数据处理终端,所述信息数据处理终端用于实现所述高效加工薄壁一体化汽车旋流器的装置。
38、结合上述的技术方案和解决的技术问题,本发明所要保护的技术方案所具备的优点及积极效果为:
39、第一、针对上述现有技术存在的技术问题,解决问题之后带来的一些具备创造性的技术效果。具体描述如下:
40、(1)采用激光落料,根据不同产品规格,通过调整加工程序实现柔性精准落料,既节约了冲压模具的投入,又可以实现柔性生产,满足当前多品种、小批量的生产模式。
41、(2)采用卷锥工艺,通过使用仿形钢辊,实现不锈钢薄板卷锥成形。卷锥过程简单,模具投资小,生产效率高。同时能够有效避免工件外观划伤、缩锥区域厚度不一致,成形区材料硬化和焊缝凹陷等问题。
42、(3)采用圆周同步多组叶片一体化成形装置,能够一次实现多组叶片成形,有效提高产品质量和生产效率。叶片的成形外模采用圆周分布、径向同步的设计结构。通过多组外模沿径向同步移动,解决了单叶片多工序成形效率低问题,从而实现汽车薄壁旋流器多组叶片一体化成形,同时,每组外模的工作方向为叶片的法线方向,避免叶片表面划伤,成形更加均匀可靠。成形叶片的内、外模采用双动设计结构,多组叶片外模沿着径向同步移动,使工件整体受力均匀;内部活块在内锥和弹性胶圈的作用下,沿径向可以同步外扩和内缩。叶片在双动模具的作用下成形精度高,质量稳定。同时,这种内、外活块式双动结构方便在生产过程中取、放工件。
43、第二,本发明提出的一种高效加工薄壁一体化汽车旋流器的工艺和装置,通过采用薄壁锥体经一次塑性成形加工汽车旋流器,具有开发成本低、加工周期短、外观质量优和成形精度高等优点。提出了卷锥成形替代现有筒坯经多工序缩锥成形,解决了薄壁一体化汽车旋流器本体壁厚不均匀问题;提出了激光切割替代现有冲压落料和锥体冲豁口工序,实现了柔性制造多种规格的旋流器,节约了工装投入成本;采用叶片一体化成形装置,缩短了加工时间,提高了旋流器的整体质量稳定性。
44、第三,作为本发明的权利要求的创造性辅助证据,还体现在以下几个重要方面:
45、本发明提出的高效加工薄壁一体化汽车旋流器的工艺和装置,专门是针对1.2mm至1.5mm薄壁金属类旋流器。主要是结合汽车产业多品种、小批量的发展趋势,同时满足汽车轻量化结构零件的设计要求。采用本发明提出的方法制造汽车旋流器,具有绿色、柔性加工特点,满足多品种、小批量和短周期的市场需求,同时能够获得质优、价廉的薄壁一体化汽车旋流器产品。
46、本发明为薄壁一体化汽车旋流器替代传统厚壁铸造类旋流器,以及冲压加组焊类的高成本、低精度的旋流器提供了重要的解决方案,整体加工工艺简单、顺畅,方便大批量生产或试制薄壁一体化汽车用旋流器。
47、第四,本发明提供的工艺流程解决了许多现有技术中存在的问题,并实现了显著的技术进步。以下是该工艺所解决的技术问题以及获得的显著技术进步:
48、解决的技术问题:
49、1.提高加工效率:
50、在激光落料(s101)阶段,采用了激光落料设备,相比传统机械切割方式,具有更高的精度和效率,节省了时间和人力成本。
51、卷锥成形(s102)采用专用二辊卷圆机,使得料片能够被快速、精确地卷成锥体,加工效率大幅提升。
52、2.优化生产工艺:
53、利用激光焊接设备对锥体进行纵缝焊接(s103),相比传统焊接方式,焊接速度更快、焊缝更均匀,提高了焊接质量和效率。
54、通过圆周同步多组叶片一体化成形装置(s104),实现了旋流器的多组叶片一次成形,避免了传统加工中多次组装的繁琐步骤,简化了生产流程。
55、获得的显著技术进步:
56、1.生产效率提升:
57、整个工艺流程采用了先进的设备和工艺,大大提高了加工速度和效率,从而减少了生产周期,提高了产能。
58、2.产品质量优化:
59、利用激光切割和焊接技术,能够实现高精度的加工,保证了产品的尺寸精度和表面质量,提高了产品的整体质量水平。
60、3.生产成本降低:
61、采用激光落料和激光焊接等先进工艺,可以减少原材料浪费和人力成本,降低了生产成本,提高了企业的竞争力。
62、这些技术进步使得加工薄壁一体化汽车旋流器的工艺更加高效、精确,同时降低了生产成本,为汽车零部件制造行业带来了显著的创新和发展。
63、第五,本发明提供的圆周同步多组叶片一体化成形装置解决了现有技术中存在的一些问题,并带来了显著的技术进步。以下是该装置能够解决的技术问题以及获得的显著技术进步:
64、解决的技术问题:
65、1)精确成形叶片:
66、通过外模结构和内模结构的相互作用,确保了装置能够高效、准确地完成叶片的成形工作,从而解决了现有技术中叶片成形精度不高的问题。
67、2)提高生产效率:
68、圆周同步多组叶片一体化成形装置能够同时进行多组叶片的成形,大幅提高了生产效率,缩短了生产周期。
69、3)减少人力成本:
70、采用自动化装置进行叶片成形,减少了对人工操作的需求,降低了人力成本,提高了生产效率和生产线的稳定性。
71、获得的显著技术进步:
72、1)复杂形状叶片成形:
73、通过精确控制各活块的运动,装置能够实现复杂形状叶片的成形,满足了汽车旋流器等零部件对叶片形状和精度的高要求。
74、2)提高生产效率和质量:
75、采用先进的设计和工艺,装置能够快速、精确地完成叶片成形,提高了生产效率和产品质量,降低了生产成本。
76、3)适用性广泛:
77、该装置适用于各种需要复杂叶片成形的工件,具有广泛的应用前景,能够满足不同行业的生产需求。
78、这些技术进步使得圆周同步多组叶片一体化成形装置成为高效、精确的成形工具,为汽车零部件等行业的生产提供了重要支持。
本文地址:https://www.jishuxx.com/zhuanli/20240819/275415.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表