一种管件注塑模具的制作方法
- 国知局
- 2024-08-22 14:22:47
本发明属于注塑模具,尤其是涉及一种管件注塑模具。
背景技术:
1、管件是一种用于连接、控制、变径、分流、密封和支撑管道系统的零部件,常规的连接管件包括三通管、四通管、六通管、弯头管等等。其中,六通管是设有六个开口的管件,包括一根主管和设置在主管侧面的四个支管。
2、塑料材质的六通管通常采用注塑模具注塑成型,现有的六通管注塑模具用于成型支管的抽芯或滑块是外置式的,设置在定模或动模外侧,注塑完成后通过驱动单元向外抽离抽芯或滑块,这类注塑模具结构复杂,体积较大,生产成本较高。
3、为此,如申请号为cn2019111624001公开的一种六通管件注塑模具,包括定模和动模,所述定模上成型有第一型槽,动模上成型有与第一型槽相对称的第二型槽,第一型槽和第二型槽形成的型腔内套接有左型轴和右型轴,左型轴的右端面压靠在右型轴的左端面上,左型轴和右型轴设有驱使其左右移动的驱动机构;所述左型轴的右端面上固定有十字凸台,十字凸台的右端成型有锥部,所述右型轴的左端成型有左侧开口的十字槽及两个垂直设置的径向孔,每个径向孔内套接有两个抽芯,抽芯的外端伸出端径向孔外,四个抽芯的内端分别压靠在十字凸台的四条凸板上,四个抽芯设有回位机构和回位限定机构。
4、虽然该技术方案中的抽芯可以内缩,但是注塑模具的内部结构依然较为复杂,首先需要在定模、动模的连接面上开设型槽,然后在型槽内设置型轴、驱动机构、十字凸台、抽芯等等结构,这都会导致注塑模具的制造成本较高,且复杂的注塑模具需要频繁维护,维护时则需要停止作业,间隔较短的维护周期不利于保障生产效率。
技术实现思路
1、本发明所要解决的技术问题是提供一种管件注塑模具,结构简单、体积较小,方便维护,有利于降低生产成本以及保障生产效率。
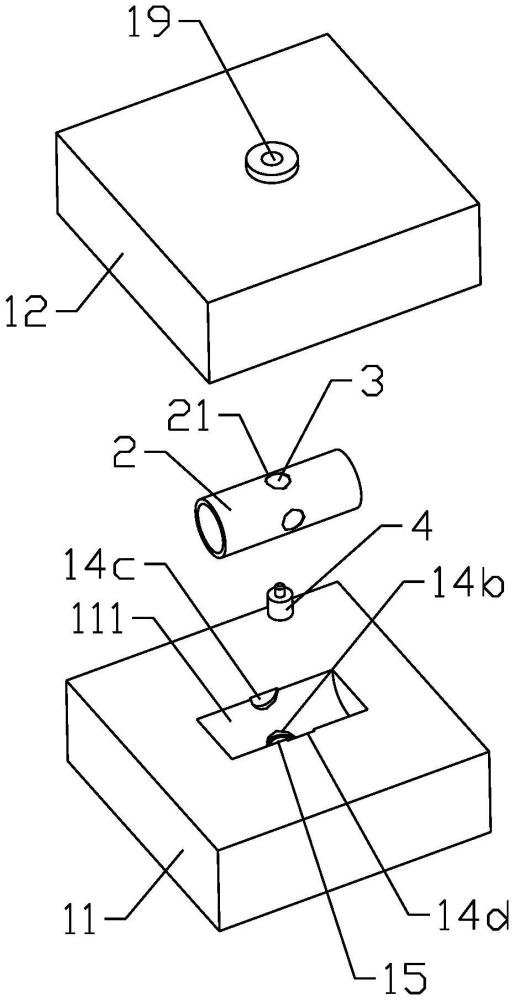
2、本发明解决上述技术问题所采用的技术方案为:一种管件注塑模具,包括定模和动模,所述定模的上端设置有下模腔,所述动模的下端设置有上模腔,所述下模腔和所述上模腔配合形成圆柱形的容纳腔,所述容纳腔的侧面设置有沿圆周方向等间距分布的四个圆形槽,所述容纳腔内放置有圆环,所述圆环的两个端面与所述容纳腔的两个端面相抵接,所述圆环的侧面设置有与四个所述圆形槽一一对应的圆形孔,所述圆环内设置有伸缩件,一个所述圆形槽的槽底设置有安装槽,所述安装槽内设置有推块和用于推动所述推块移动的驱动单元,当所述驱动单元控制所述推块伸出所述安装槽并插入到一个所述圆形孔内时,所述伸缩件从另外三个所述圆形孔伸出并与相对应的所述圆形槽的槽底相抵接,所述容纳腔、所述圆形槽、所述圆环、所述伸缩件以及所述推块配合形成与六通管件相对应的型腔。
3、作为优选,所述伸缩件包括长柱体和两个短柱体,所述长柱体穿设位于同一轴线的两个所述圆形孔,另外两个所述圆形孔内分别设置有一个所述短柱体,所述短柱体的一端与所述长柱体联动连接,与所述长柱体位于同一轴线上的一个所述圆形槽的槽底设置有所述安装槽,当所述驱动单元控制所述推块伸出所述安装槽并插入到一个所述圆形孔内时,所述长柱体的一端被推入到所述圆环内,所述长柱体的另一端、两个所述短柱体的另一端伸出所述圆形孔并与相对应的所述圆形槽的槽底相抵接,所述容纳腔、所述圆形槽、所述圆环、所述长柱体、所述短柱体以及所述推块配合形成与六通管件相对应的型腔。
4、作为优选,四个所述圆形槽分别为上圆形槽、下圆形槽、左圆形槽和右圆形槽,所述安装槽设置在所述下圆形槽的槽底,所述推块与所述安装槽上下滑动配合。
5、作为优选,四个所述圆形孔分别为与所述上圆形槽相对应的上圆形孔、与所述下圆形槽相对应的下圆形孔、与所述左圆形槽相对应的左圆形孔和与所述右圆形槽相对应的右圆形孔,所述长柱体穿设所述上圆形孔和所述下圆形孔,一个所述短柱体穿设所述左圆形孔,另一个所述短柱体穿设所述右圆形孔。
6、作为优选,所述长柱体的侧面设置有与两个所述短柱体一一对应的卡槽,所述卡槽的下端面为从内向外并向下倾斜的第一斜面,所述第一斜面上设置有滑轨,所述短柱体的一端固定设置与所述卡槽相配合的连接块,所述连接块的下端面设置有与所述第一斜面相配合的第二斜面,所述第二斜面上固定设置有滑块,所述滑块与所述滑轨滑动配合;当所述长柱体向上移动时,所述滑块向外滑动,两个所述短柱体的另一端伸出相对应的所述圆形孔,且当所述长柱体的上端与所述上圆形槽的槽底相抵接时,所述滑块依然位于所述滑轨内。
7、作为优选,所述推块的下端与所述安装槽的槽底之间配合形成密封腔,所述驱动单元为填充在所述密封腔内的受热后能够发生膨胀的材料,浇注的熔融塑料进入到所述型腔内时,热量将通过所述定模传递至所述密封腔内使材料发生膨胀,以推动所述推块向上移动伸出所述安装槽;当所述推块向下移动时,所述长柱体自由回落并带动两个所述短柱体向中心方向靠拢回到所述圆环内。
8、作为优选,所述下圆形槽的槽底设置有环绕所述安装槽的多个插槽,所述插槽内插装有导热棒。
9、作为优选,所述定模的下端面设置有与所述安装槽槽底连通的注液孔,所述注液孔的下端设置有密封盖。
10、作为优选,所述推块的上端面固定设置有连接柱,所述连接柱的上端设置有从内向外并向下倾斜的导向面,所述长柱体的下端面设置有与所述连接柱相适配的凹槽,所述连接柱插入到所述凹槽内。
11、作为优选,所述动模的上端设置有与所述上圆形槽相连通的浇口,所述浇口的直径小于所述长柱体的直径,当所述长柱体向上移动后,所述长柱体抵在所述浇口的下端并将所述浇口封闭。
12、与现有技术相比,本发明的优点在于:
13、1、本技术方案通过在容纳腔内设置圆环和伸缩件,伸缩件替代传统的外置抽芯结构,体积较小,通过一个驱动单元和推块配合推动伸缩件,使伸缩件从圆环上的圆形孔伸出或缩回到圆环内,当伸缩件从三个圆形孔伸出并与相对应的圆形槽的槽底相抵接时,容纳腔、圆形槽、圆环、伸缩件以及推块配合形成与六通管件相对应的型腔,相较于现有结构,模具的内部结构更加简单,方便维护,制造难度和生产成本均较低;
14、2、本技术方案中伸缩件能够从圆环上的圆形孔伸出或缩回到圆环内,伸出时与容纳腔、圆形槽、圆环等配合形成型腔,缩回到圆环内时方便与注塑成型得到的六通管件分离,处理较为简单、方便;
15、3、本技术方案对模具本身的改变较小,定模、动模无需频繁维护,而圆环以及伸缩件是独立的,每次注塑时需要将一个配有伸缩件的圆环放到容纳腔内,若某个圆环或伸缩件发生损坏,单独维修圆环或伸缩件即可,不会对定模、动模本身造成影响,有助于确保注塑生产平稳、持续作业,即能够保障生产效率。
技术特征:1.一种管件注塑模具,包括定模(11)和动模(12),所述定模(11)的上端设置有下模腔(111),所述动模(12)的下端设置有上模腔(121),所述下模腔(111)和所述上模腔(121)配合形成圆柱形的容纳腔(13),所述容纳腔(13)的侧面设置有沿圆周方向等间距分布的四个圆形槽(14),其特征在于所述容纳腔(13)内放置有圆环(2),所述圆环(2)的两个端面与所述容纳腔(13)的两个端面相抵接,所述圆环(2)的侧面设置有与四个所述圆形槽(14)一一对应的圆形孔(21),所述圆环(2)内设置有伸缩件(3),一个所述圆形槽(14)的槽底设置有安装槽(15),所述安装槽(15)内设置有推块(4)和用于推动所述推块(4)移动的驱动单元(5),当所述驱动单元(5)控制所述推块(4)伸出所述安装槽(15)并插入到一个所述圆形孔(21)内时,所述伸缩件(3)从另外三个所述圆形孔(21)伸出并与相对应的所述圆形槽(14)的槽底相抵接,所述容纳腔(13)、所述圆形槽(14)、所述圆环(2)、所述伸缩件(3)以及所述推块(4)配合形成与六通管件相对应的型腔。
2.根据权利要求1所述的一种管件注塑模具,其特征在于所述伸缩件(3)包括长柱体(31)和两个短柱体(32),所述长柱体(31)穿设位于同一轴线的两个所述圆形孔(21),另外两个所述圆形孔(21)内分别设置有一个所述短柱体(32),所述短柱体(32)的一端与所述长柱体(31)联动连接,与所述长柱体(31)位于同一轴线上的一个所述圆形槽(14)的槽底设置有所述安装槽(15),当所述驱动单元(5)控制所述推块(4)伸出所述安装槽(15)并插入到一个所述圆形孔(21)内时,所述长柱体(31)的一端被推入到所述圆环(2)内,所述长柱体(31)的另一端、两个所述短柱体(32)的另一端伸出所述圆形孔(21)并与相对应的所述圆形槽(14)的槽底相抵接,所述容纳腔(13)、所述圆形槽(14)、所述圆环(2)、所述长柱体(31)、所述短柱体(32)以及所述推块(4)配合形成与六通管件相对应的型腔。
3.根据权利要求2所述的一种管件注塑模具,其特征在于四个所述圆形槽(14)分别为上圆形槽(14a)、下圆形槽(14b)、左圆形槽(14c)和右圆形槽(14d),所述安装槽(15)设置在所述下圆形槽(14b)的槽底,所述推块(4)与所述安装槽(15)上下滑动配合。
4.根据权利要求3所述的一种管件注塑模具,其特征在于四个所述圆形孔(21)分别为与所述上圆形槽(14a)相对应的上圆形孔(21a)、与所述下圆形槽(14b)相对应的下圆形孔(21b)、与所述左圆形槽(14c)相对应的左圆形孔(21c)和与所述右圆形槽(14d)相对应的右圆形孔(21d),所述长柱体(31)穿设所述上圆形孔(21a)和所述下圆形孔(21b),一个所述短柱体(32)穿设所述左圆形孔(21c),另一个所述短柱体(32)穿设所述右圆形孔(21d)。
5.根据权利要求4所述的一种管件注塑模具,其特征在于所述长柱体(31)的侧面设置有与两个所述短柱体(32)一一对应的卡槽(311),所述卡槽(311)的下端面为从内向外并向下倾斜的第一斜面(312),所述第一斜面(312)上设置有滑轨(313),所述短柱体(32)的一端固定设置与所述卡槽(311)相配合的连接块(321),所述连接块(321)的下端面设置有与所述第一斜面(312)相配合的第二斜面(322),所述第二斜面(322)上固定设置有滑块(323),所述滑块(323)与所述滑轨(313)滑动配合;
6.根据权利要求5所述的一种管件注塑模具,其特征在于所述推块(4)的下端与所述安装槽(15)的槽底之间配合形成密封腔,所述驱动单元(5)为填充在所述密封腔内的受热后能够发生膨胀的材料,浇注的熔融塑料进入到所述型腔内时,热量将通过所述定模(11)传递至所述密封腔内使材料发生膨胀,以推动所述推块(4)向上移动伸出所述安装槽(15);当所述推块(4)向下移动时,所述长柱体(31)自由回落并带动两个所述短柱体(32)向中心方向靠拢回到所述圆环(2)内。
7.根据权利要求6所述的一种管件注塑模具,其特征在于所述下圆形槽(14b)的槽底设置有环绕所述安装槽(15)的多个插槽(16),所述插槽(16)内插装有导热棒(6)。
8.根据权利要求6所述的一种管件注塑模具,其特征在于所述定模(11)的下端面设置有与所述安装槽(15)槽底连通的注液孔(17),所述注液孔(17)的下端设置有密封盖(18)。
9.根据权利要求4所述的一种管件注塑模具,其特征在于所述推块(4)的上端面固定设置有连接柱(41),所述连接柱(41)的上端设置有从内向外并向下倾斜的导向面(42),所述长柱体(31)的下端面设置有与所述连接柱(41)相适配的凹槽(314),所述连接柱(41)插入到所述凹槽(314)内。
10.根据权利要求3所述的一种管件注塑模具,其特征在于所述动模(12)的上端设置有与所述上圆形槽(14a)相连通的浇口(19),所述浇口(19)的直径小于所述长柱体(31)的直径,当所述长柱体(31)向上移动后,所述长柱体(31)抵在所述浇口(19)的下端并将所述浇口(19)封闭。
技术总结本发明公开了一种管件注塑模具,包括定模和动模,定模的上端设置有下模腔,动模的下端设置有上模腔,下模腔和上模腔配合形成圆柱形的容纳腔,容纳腔的侧面设置有沿圆周方向等间距分布的四个圆形槽,容纳腔内放置有圆环,圆环的两个端面与容纳腔的两个端面相抵接,圆环的侧面设置有与四个圆形槽一一对应的圆形孔,圆环内设置有伸缩件,一个圆形槽的槽底设置有安装槽,安装槽内设置有推块和用于推动推块移动的驱动单元,容纳腔、圆形槽、圆环、伸缩件以及推块配合形成与六通管件相对应的型腔;优点是结构简单、体积较小,方便维护,有利于降低生产成本以及保障生产效率。技术研发人员:高建华受保护的技术使用者:宁波学大机械设备有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/278442.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表