一种基于压力传感智能控温的3D打印设备及打印方法
- 国知局
- 2024-08-22 14:28:17
本发明涉及食品3d打印,具体涉及一种基于压力传感智能控温的3d打印设备及打印方法。
背景技术:
1、3d打印是一项具有广泛应用前景的固体自由形式增材制造技术,其利用数字化模型实现对复杂固体几何形态的逐层构建。在食品加工领域,3d打印技术已被证明具有重要优势,包括制造高度复杂的食物形状、实现个性化食品定制、精确控制营养成分比例、简化供应链管理、减少生产过程中的浪费以及拓展成分范围等方面。这些优势不仅提升了食品加工的生产效率和质量,还为食品工业带来了新的发展机遇和挑战。
2、食品物料质构品质与3d打印精度密切相关,二者之间的关联性对于打印产品的质量和性能具有重要影响。在3d打印技术中,物料作为材料之一,直接参与到打印过程中,其质构品质的优劣直接影响着打印产品的成型效果和最终品质。例如,物料的弹性和粘度对于3d打印的精度至关重要,高质量的物料应该具有适当的弹性和粘度,以确保在打印过程中能够准确地被挤出并均匀地沉积在打印层上。如果物料流动性不佳或粘度过高,可能会导致打印过程中出现堵塞或溢出的情况,影响打印精度和打印速度。
3、食品物料通常是一种含有特定成分的液体,当物料在加热时会变得更加流动,因为加热会增加物料分子之间的运动,使其呈现流体状态,在这种状态下,物料的硬度和弹性等质构参数通常会降低,分子排列更加松散,从而导致物料整体更为柔软和流动。当物料在冷却过程中,分子的运动减缓,物料开始逐渐固化,在这种情况下,物料区域会逐渐变得半固态,物料分子开始重新排列并形成固体结构,在这个过程中,物料的硬度和弹性等质构参数通常会增加,固体结构使得物料整体更为坚硬和有弹性,有利于打印产品具有良好的支撑性能。因此,通过温度调节物料状态可实现高精度3d打印。
4、专利文献cn109820224a公开了一种食品微波三维打印方法及打印机,利用嵌入料筒内壁的微波加热探头释放微波,结合非吸波材料的尺寸设置,实现挤出物料即时熟化。但设备操作繁琐,需根据物料介电性质计算微波加热探头与挤出头距离,打印不同材料需更换加热探头。此加热形式下微波电场难以有效加热挤出头,加热效果欠佳。此外,微波加热难以精确控制温度,可能导致加热过程温度不均匀,影响打印产品质量和性能。
5、专利文献cn117545109a公开了一种可用于食品3d打印成品的智能加热装置及其控制方法,卤素光源发生装置提供红外光源,并通过光纤将光线辐射到打印层,确保准确照射需要加热的打印成品。但设备辐射的安全性以及对食品成分的影响未考虑,仅提供了高温加热作用,对于低温冷却并未涉及,对于一些低温食品无法打印(如:冰淇淋、酸奶、凉糕等)。
6、专利文献cn117204591a公开了一种具有冷热固型功能的食品3d打印复合喷头装置,采用边打印边冷冻或者干燥,在打印的过程中增强了食品结构的稳定性,使食品的前层与下一层更好的黏合在一起,防止食品因自身重力引起的变形和坍塌问题。但是采用液氮和热风干燥不仅造成食品本身口感和风味的丧失,而且无法精准控制温度设置。
7、因此,亟需一种能够实现精准、智能、自动化温控设备定向调控食品物料质构品质,从而实现食品物料的高精度打印,提升打印制品的成型质量。
技术实现思路
1、本发明的目的在于提供一种能够实现智能控制的3d打印设备和打印方法,以解决当前食品3d打印过程中液态浆料在挤出后机械强度不足、无法实现复杂形状的立体打印,并且容易发生流淌和坍塌等问题。
2、为实现上述目的,本发明采用如下技术方案:
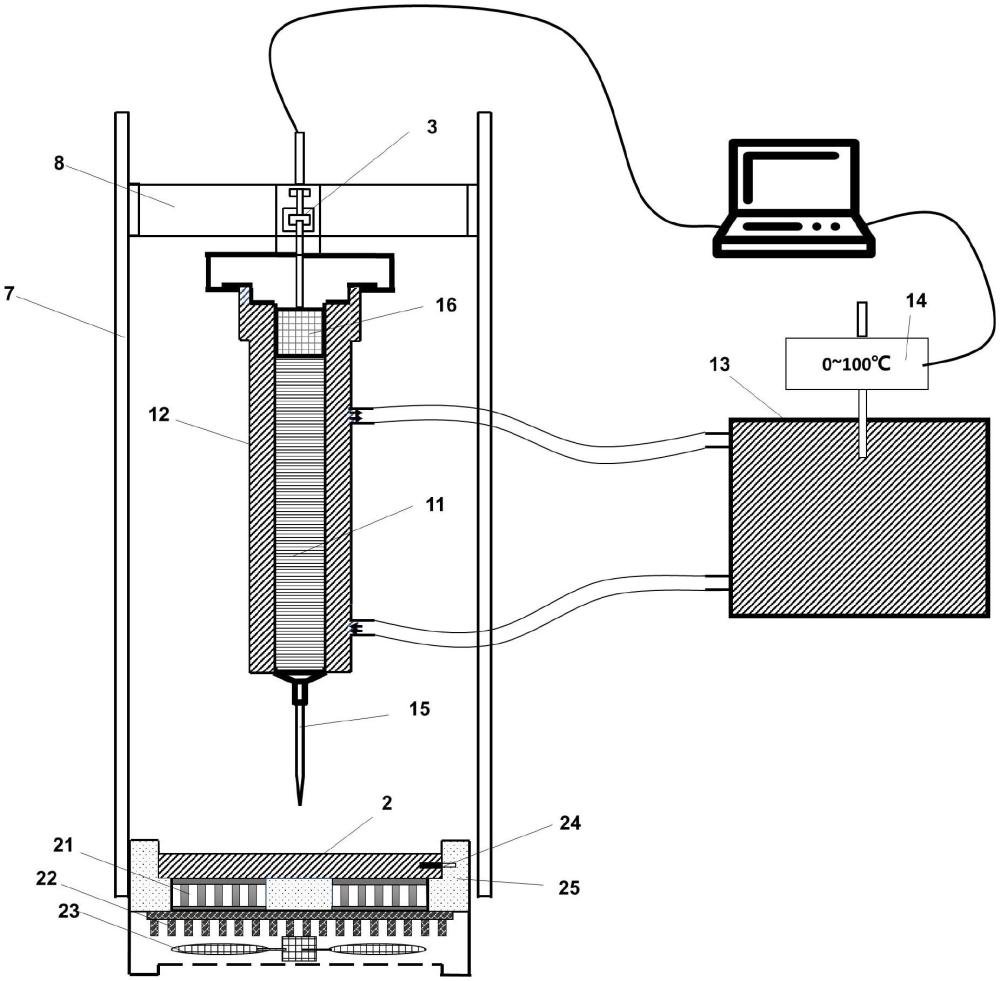
3、本发明提供了一种基于压力传感智能控温的3d打印设备,包括3d打印模块、质构检测模块和控制模块,所述3d打印模块包括物料挤出单元和打印平台,所述物料挤出单元包括可控温物料筒和用于将物料挤出的挤出装置,所述挤出装置包括与物料接触的挤出探头;所述打印平台上设置有制冷装置;所述质构检测模块包括用于测定挤出探头受力的力学传感器;所述控制模块用于接收并处理质构检测模块发送的数据信号,与质构标准参数比对后,向3d打印模块发送温控指令。
4、所述可控温物料筒为物料筒上设有智能控温系统,可实现对物料筒内的打印物料进行精准控温。
5、本发明通过对打印物料精准控温使其达到精度打印要求,同时在打印平台上设置制冷装置,通过降温提高打印产品的支撑性能,以实现精度3d打印。
6、本发明中,挤出装置在步进电机驱动下向下移动,挤压物料筒内的打印物料从另一端的打印喷嘴处挤出。通过在挤压装置上设置力学传感器对打印物料的力学参数进行实时监测,反映物料在当下温度条件时的质构性能,例如,当物料硬度较高时,它对外力的抵抗能力也会增强,导致传感器所测得的压力值相对较高;而当物料粘度较高时,其对外力的变形速度会减慢,使得在施加相同外力下所达到的压力值较低。
7、本发明根据实时数据智能调节温度,改变打印物料质构性能,使其达到精度打印要求。具体的,控制模块接收力学传感器发送的数据信号,信号转换后根据得出的力-时间曲线计算物料质构参数,并与内置的质构标准参数进行对比,若高于标准参数范围,则向物料挤出单元的智能控温系统发送升温指令,启动升温程序;若低于标准参数范围,则向物料挤出单元发送降温指令,启动降温程序。直至检测得到的质构参数在标准范围内。
8、本发明通过设置质构检测模块,结合智能控温系统实现对3d打印过程的精准控制,确保打印环境始终维持在物料所需的理想温度范围内,从而提高打印效率和产品质量。
9、作为本发明的一种优选方式,在挤出装置与打印物料接触的部分设置刚性结构的挤出探头,在挤压打印物料的同时准确反馈物料受挤压时的压力值。
10、优选的,所述挤出探头为柱形或锥形的刚性结构。
11、力学传感器与挤出探头连接,检测挤出探头在挤压打印物料时的压力值,并将信号传输至控制模块,控制模块对信号进行处理并分析出打印物料的质构参数。以凝胶型食品打印物料为例,所述质构参数包括:硬度、黏度、弹性、内聚性、回复性、咀嚼性和胶着性。
12、优选的,所述力学传感器采用压电式压力传感器或应变规式压力传感器。
13、优选的,所述质构检测模块还包括用于测定挤出探头下压的速度、距离。通过综合评估下压速度、距离以及触发力,提高检测结果的准确性。例如,速度和距离的检测结果可以反映物料在运动过程中所受到的阻力或压力,从而间接反映其硬度特征。物料的粘度会影响其在运动过程中的流动性和阻尼效应。物料的弹性特性会影响其对外力的响应方式和程度。
14、作为本发明的一种优选方式,采用循环介质导热的方式实现对物料筒的控温。具体的,所述物料挤出单元还包括用于容置物料筒的控温装置,所述控温装置包括与所述物料筒适配的中空夹层结构,夹层内填充有循环介质,通过管路连通恒温循环控制器。
15、夹层结构与恒温循环控制器通过管路连通,导热介质在夹层和恒温循环控制器之间循环流动。夹层结构紧密贴合物料筒,热量均匀传导,可使物料筒内打印物料快速升温和降温。所述夹层结构可采用导热性好的金属材质。
16、优选的,物料筒与控温装置为可拆卸组装。
17、优选的,所述恒温循环控制器包括介质循环系统、温度传感器、温度控制元件和通信接口。
18、其中,循环介质可以采用但不限于水、乙二醇、硅油。介质循环系统驱动介质循环流动。温度传感器用于实时监测循环介质的温度。温度控制元件包括升温系统和降温系统,温度调节范围为0~150℃。通信接口连接控制模块,用于接收控制模块指令并控制温度控制元件。
19、作为本发明的一种优选方式,打印平台上设置温度传感器,温度传感器对打印平台的温度进行实时监测,并传输温度参数至控制模块。控制模块与打印平台上的制冷装置电连接,控制其开启或关闭。当打印平台温度高于设定温度,控制模块开启制冷装置直至达到设定温度。
20、优选的,制冷装置采用半导体制冷装置,其组成部件包括:半导体制冷元件、散热片、风扇。
21、其中,半导体制冷元件由n型和p型半导体材料组成,半导体制冷元件的制冷端贴合打印平台,为打印平台提供低温条件,半导体制冷元件的制热端设置散热片,对应散热片处设置风扇。
22、制冷温度范围为25~-40℃。
23、优选的,打印平台的外周沿设置保温层。
24、作为本发明的一种优选方式,所述控制模块集成于计算机程序控制软件。
25、所述控制模块包括模型构建程序、打印程序、数据处理程序、温控程序;
26、其中,模型构建程序包括三维扫描成像软件、三维模型切片程序;通过扫描目标物体实现程序化建模,在软件中绘制成打印模型,并借助三维模型切片程序设置打印路径。
27、打印程序控制3d打印模块的打印参数,包括打印速度、填充率和喷嘴尺寸;主要调节打印过程中料仓的移动速度、打印时间、打印产品密度以及挤出线条的线宽。
28、数据处理程序用于对质构检测模块采集的下压速度、距离、触发力等检测数据进行处理计算得出质构参数,与质构标准参数比对后并生成温控指令;所述数据处理程序中内置有数据转换算法、质构标准参数参照表。
29、所述的数据处理包括:
30、数据采集:软件首先从力-时间曲线中提取关键数据点,如最大力、断裂力、弹性模量等,这些数据反映了样品在测试中的力学性能;
31、数据转换:软件根据预设的转换算法和模型,将这些关键数据点转换为质构性能参数,如硬度、弹性、黏性等;转换算法可以基于力学模型,考虑到样品的形变、应力分布等因素。
32、温控程序,用于接收数据处理程序发送的温控指令并控制物料筒的升温或降温,以及控制制冷装置的开启或关闭。
33、本发明中,3d打印设备通过x、y、z轴导轨设置实现3d打印模块的三维运动完成三维打印,也可以将打印平台与三维空间中的某一轴集成,实现动态打印。
34、作为本发明的一种优选方式,所述3d打印设备包括打印机底座和立设于底座上的固定支架,固定支架上设置y轴导轨,y轴导轨的滑块上安装x轴导轨,所述3d打印模块固定在x轴导轨的滑块上,可实现3d打印模块在x、y轴方向的移动,打印机底座上设置z轴导轨,打印平台安装在z轴导轨的滑块上,可实现沿z轴方向移动。
35、本发明还提供了一种利用上述3d打印设备进行食品低温3d打印的方法,所述方法包括以下步骤:
36、(1)确认打印物料符合精度打印要求的质构参数范围,作为标准参数输入控制模块程序中;
37、(2)将打印物料装入物料筒中,组装3d打印模块,启动设备,挤出装置带动挤出探头触碰物料,质构检测模块进行力学性能检测并传输至控制模块;控制模块对采集数据进行处理,与标准参数进行对比,若高于标准参数范围则启动物料筒的升温程序,反之则启动降温程序,再次检测质构参数直至在标准范围内;打印平台启动降温程序至设定温度并保持;
38、(3)按照预设程序开始3d打印,物料筒内的打印物料被挤出并沉积在打印平台上,逐层打印;打印过程中保持打印物料的质构参数在标准范围内。
39、作为优选,步骤(2)中,按照0.5-20℃/min的速率升温或降温至设定温度,保持5-30min后再次检测质构参数。
40、作为优选,步骤(3)中,打印过程中检测到质构参数达到标准范围临界值外的±5n的范围时,启动升温或降温程序。
41、本发明具备的有益效果:
42、(1)本发明提供的3d打印设备通过压力传感器实时监测打印材料的流动性,并通过智能控温系统对温度进行调节,使得打印材料在适宜的温度环境下具备顺畅的流动性和力学性能,从而提高了打印精度和产品质量。
43、(2)本发明在打印平台上设置制冷装置,打印物料沉积在打印平台时冷却固化,提高打印精度。
44、(3)本发明在打印过程中利用力学传感器实时监测打印材料的力学参数,智能控温系统动态调节打印头和打印平台的温度,实现了温度预热、恒温保持等功能,使得打印过程更加稳定、高效,减少了打印过程中的温度波动对产品造成的影响,提高了打印成功率。
45、(4)本发明适用于食品低温3d打印,可广泛应用于各类食品的制造,如冰淇淋等。通过智能控温系统的调节,可以满足不同食品原料的打印需求,提升了生产过程的灵活性和适用性,有利于满足市场对个性化、定制化食品的需求。
本文地址:https://www.jishuxx.com/zhuanli/20240822/278809.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表