去毛刺工具以及去毛刺方法与流程
- 国知局
- 2024-08-22 14:43:53
本发明涉及以将前端面接触于工件的去毛刺对象面的状态来去除毛刺的去毛刺工具。
背景技术:
1、专利文献1记载了去毛刺工具。该文献的去毛刺工具呈棒状,且包括:环绕轴线的外周面、垂直于轴线的前端面、以及朝向与轴线正交的方向横切过前端面的中心的包括一定宽度的槽。槽从去毛刺工具的前端面往基端侧与轴线平行地延伸。去毛刺工具的前端部分被槽分割成两个刃部。
2、槽的开口缘包括:与前端面连续的前端缘部分、以及与外周面连续的外周端缘部分。前端缘部分与轴线垂直,外周端缘部分与轴线平行。因此,前端缘部分与外周端缘部分以直角相交。前端缘部分以及外周端缘部分是去毛刺工具的切削刃。槽的内壁面是切削刃的前刀面。在进行去毛刺时,在使去毛刺工具绕轴线进行旋转的状态下,使前端面接触于工件的去毛刺对象面,沿着去毛刺对象面进行移动。存在于去毛刺对象面的边缘的毛刺,将会被切削刃所剪断。
3、[现有技术文献]
4、[专利文献]
5、[专利文献1]日本特开2016-2618号公报
技术实现思路
1、发明所要解决的技术问题
2、斜齿轮的齿部通过滚齿加工、刮削(skiving)加工而形成。这些切削加工与一般的切削加工相比,产生大的毛刺。此处,如果毛刺变大,则毛刺根部的强度会升高。因而在去除产生于斜齿轮上的毛刺时,将会对于去毛刺工具的切削刃造成负荷。
3、图20及图21是从去毛刺工具的前端面这一侧来观察使用专利文献1的去毛刺工具进行去毛刺动作的状态时的说明图。去毛刺工具100包括:环绕轴线l的外周面101、垂直于轴线l的前端面102、以及横切前端面102的中心的包括一定宽度的槽103。轴部101的前端部被槽103分割成两个刃部104。槽的开口缘是切削刃105。
4、去毛刺工具100一边旋转一边与毛刺110进行接触时,如图20所示,切削刃105以锐角与毛刺110接触。即,经过轴部101的与毛刺110的接触点的切线与切削刃105的前刀面103a所形成的前角θ1呈锐角。此外,如图21所示,在去毛刺工具100中,在刃部104从毛刺110脱离的时间点,刃部104以锐角与毛刺110接触。即,经过轴部101的与毛刺110的接触点的切线与从与毛刺110的接触点延伸的槽103的内壁面103a所形成的角度θ2呈锐角。因此,将去毛刺工具100用来去除产生于斜齿轮上的毛刺110这种强度高的毛刺时,存在在切削刃105、刃部104容易产生碎屑(日文:チッピング)的问题。
5、解决技术问题所采用的技术方案
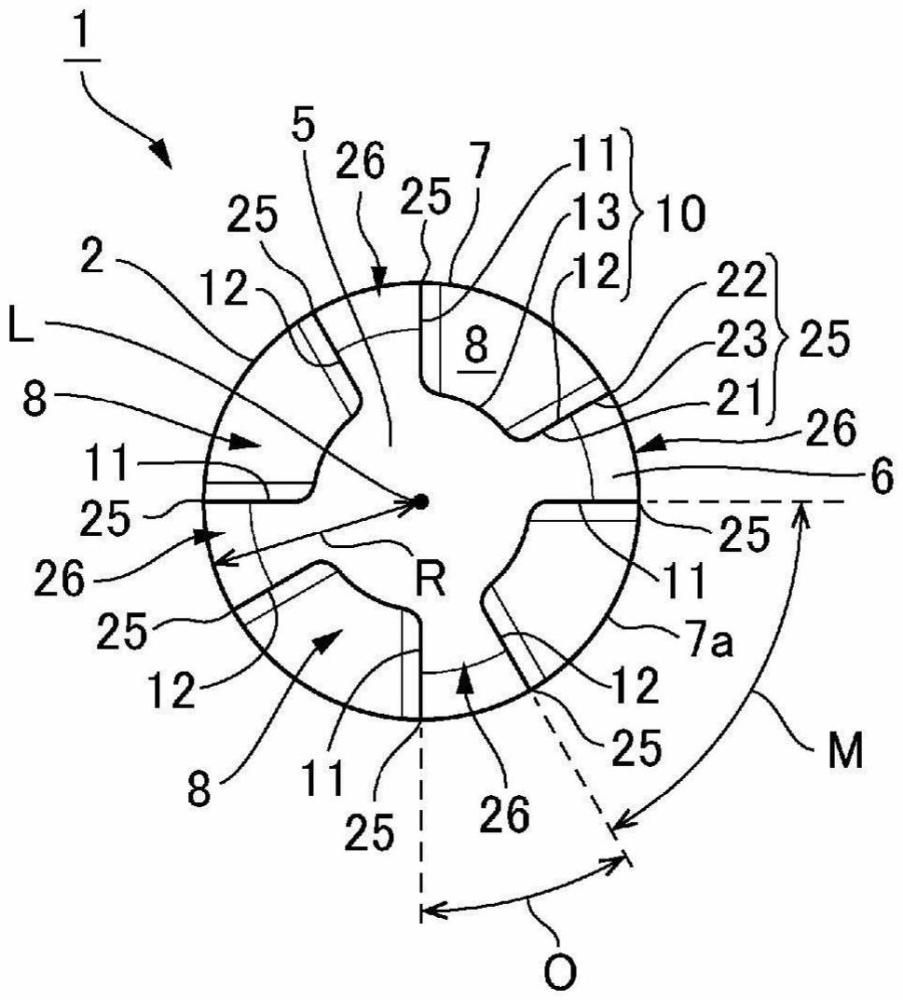
6、为了解决上述问题,本发明的去毛刺工具的特征是,包括轴部,所述轴部包括:在目视观察的情况下与轴线正交的前端面;从所述前端面的外周端向外周侧且朝基端侧延伸的环状的连接面;从所述连接面的所述基端侧的端与所述轴线平行地延伸的环状的外周面;以及设置于所述轴部的绕轴线的周向的一部分并在所述前端面、所述连接面及所述外周面开口的缺口部,所述缺口部的内壁面包括在所述周向上相对的一对相对面部分,各相对面部分沿着径向延伸,各相对面部分的外周缘具有:在所述周向上与所述前端面连续的前端缘部分;在所述周向上与所述外周面连续的外周端缘部分;以及在所述周向与所述连接面连续并将所述前端缘部分与所述外周端缘部分连接的连接端缘部分,所述前端缘部分、所述外周端缘部分以及所述连接端缘部分是切削刃。
7、根据本发明,设置于轴部的缺口部包括在周向上相对的一对相对面部分。各相对面部分的外周缘是切削刃。去毛刺工具在绕轴线旋转的状态下使其前端面与工件接触来进行去毛刺。此处,在轴部朝向规定的方向旋转而使一方的相对面部分的外周缘变成切削刃来切断毛刺的情况下,切削刃的前刀面变成一方的相对面部分。因此,前刀面沿着径向延伸。因此,切削刃与毛刺接触时的前角为90°。另一方面,在轴部中的包括切削刃的部分(刃部)从毛刺脱离的时间点,变成另一方的相对面部分的外周缘与毛刺接触的状态。在此,另一方的相对面部分沿着径向延伸。因此,另一方的相对面部分的外周缘也变成以90°的角度与毛刺接触的状态。如此一来,即使在将产生在斜齿轮上的毛刺的这种强度高的毛刺去除时使用去毛刺工具的情况下,也能够防止或抑制在切削刃、刃部产生碎屑(chipping)的情况。
8、此外,轴部在前端面与外周面之间包括从前端面的外周端向外周侧且朝基端侧延伸的环状的连接面。因此,在作为各相对面部分的外周缘的切削刃中,在周向上与连接面连续的连接端缘部分如连接面的截面形状的轮廓那样,从前端面的外周端向外周侧且朝基端侧延伸。如此一来,构成切削刃的前端缘部分与外周端缘部分并未交会成直角,因此,即使在去毛刺加工时变成轴部未相对于工件的去毛刺对象面垂直的状态的情况下,也能够防止或抑制绕轴线旋转的切削刃的角部将去毛刺对象面损伤的情况。
9、在本发明中,所述连接端缘部分能够形成为:从所述前端缘部分的外周侧的端向外周侧且朝所述基端侧弯曲并与所述外周端缘部分的前端侧的端连续。
10、在本发明中,所述缺口部的所述内壁面能够包括在所述周向以及沿着所述轴线的轴线方向上延伸并将一对所述相对面部分的内周侧的端缘连接的连接面部分,所述前端面与所述连接面部分的前端缘的内周侧连续。如此一来,缺口部扩展,因此,能够在周向上的一对相对面部分之间的空间内接收毛刺的切削粉末。此外,在这个空间内接收的切削粉末通过去毛刺工具的旋转而被排出到轴部的外周侧。因此,容易防止或抑制在切削刃剪断毛刺时切削粉末造成阻碍。
11、在本发明中,所述轴部能够以等角度间隔包括多个所述缺口部。如此一来,能够在周向上以等角度间隔包括多个切削刃,因此,能够在轴部旋转一圈的期间内使切削刃与毛刺多次接触。
12、在本发明中,所述轴部能够形成为:包括四个所述缺口部,位于在所述周向上相邻的两个所述缺口部之间的刃部的所述周向的宽度尺寸为所述轴部的半径的1/3以上,所述缺口部在所述外周面开口的外周侧开口部的周向的开口宽度为所述轴部的半径的2/3以上。如此一来,在设置有四个缺口部时,容易确保刃部的周向的宽度尺寸,因此,能够提高刃部的强度。因此,能够防止或抑制刃部的碎屑。此外,如此一来,容易确保缺口部的外周侧开口部的开口宽度。此处,如果确保缺口部的外周侧开口部的开口宽度,则能够在使去毛刺工具在沿着去毛刺对象面的方向上移动等时提高使轴部移动的进给速度。
13、在本发明中,所述缺口部的所述轴线方向的长度尺寸能够设定为所述轴部的半径以上。如此一来,能够确保缺口部的轴线方向的长度。因此,在切削刃的切削力降低等情况下,能够将轴部的前端切削来形成新的前端面。此外,能够将新的前端面、轴部的外周面和角部切削来形成环状的连接面。如此一来,能够在轴部设置新的切削刃。
14、在本发明中,所述轴部能够形成为:包括沿着所述轴线方向将所述轴部的中心贯穿且在所述前端面开口的贯通孔。如此一来,能够经由贯通孔将冷却液、空气从轴部的基端侧供给到前端面的这一侧。
15、在本发明中,所述前端面能够形成为与所述轴线正交。即,在通过微米级的形状测定机来测定轴部的形状的情况下,前端面能够与轴部的轴线正交。
16、在这种情况下,所述前端面能够形成为:在中心部分包括具有朝向前端侧而前端变细的形状的突部,所述突部中的位于最靠前端侧处的前端点与所述前端面的外周端之间的所述轴线方向的距离为50μm以下。即,与轴线正交的前端面能够形成为:在其中心部分包括高度尺寸为50μm以下的前端变细形状的突部。此处,突部的高度尺寸为50μ以下。因此,突部的存在能够通过使用微米级的形状测定机来测定轴部的形状以确认。但是,目视观察去毛刺工具的观察者无法识别突部的存在。因而,可以说轴部包括在目视观察的情况下与轴线正交的前端面。若包括这种突部,则在使去毛刺工具的前端面与工件的去毛刺对象面抵接时,前端面的外周端部分(切削刃的前端缘部分的外周侧部分)与去毛刺对象面不会紧贴。因此,即使在去毛刺加工时去毛刺工具的轴线与工件的去毛刺对象面的位置关系从垂直偏离的情况下,也能够防止或抑制去毛刺工具的切削刃咬住去毛刺对象面的情况。此外,突部是微小的。因此,即使在使去毛刺工具的前端面与工件的去毛刺对象面抵接时前端面的外周端部分与去毛刺对象面不紧贴,也能够抑制从去毛刺对象面立起来的毛刺的切削残留部。
17、在本发明中,所述前端面能够形成为:具有朝向所述轴线且向前端侧而前端变细的形状,在所述前端面中位于最靠前端侧处的前端点与所述前端面的外周端之间的所述轴线方向的距离为50μm以下。即,前端面能够形成为整体包括朝向前端侧而前端变细的形状。此处,前端面中的位于最靠前端侧处的前端点与前端面的外周端之间的轴线方向的距离为50μm以下。因此,如果使用微米级的形状测定机来测定轴部的形状则能获得前端面的形状,但无法通过观察者的目视观察来识别其形状。因此,可以说轴部在目视观察的情况下包括与轴线正交的前端面。如果前端面包括这种形状,则在使去毛刺工具的前端面与工件的去毛刺对象面抵接时前端面的外周端部分(切削刃的前端缘部分的外周侧部分)与去毛刺对象面不会紧贴。因此,即使在去毛刺加工时去毛刺工具的轴线与工件的去毛刺对象面的位置关系从垂直偏离的情况下,也能够防止或抑制去毛刺工具的切削刃咬住去毛刺对象面的情况。此外,前端点与前端面的外周端之间的轴线方向的距离为50μm以下。因此,即便在使去毛刺工具的前端面与工件的去毛刺对象面抵接时前端面的外周端部分与去毛刺对象面不紧贴,也能够抑制从去毛刺对象面立起来的毛刺的切削残留部。
18、其次,本发明的去毛刺方法的特征是,将上述去毛刺工具经由浮动式支架安装于机床,在使所述去毛刺工具绕所述轴线旋转的状态下使所述前端面与工件的去毛刺对象面接触且沿着所述去毛刺对象面移动,以将所述去毛刺对象面的毛刺去除。
19、若将去毛刺工具经由浮动式支架安装于机床来进行除毛刺加工,则在存在于工件的去毛刺对象面的毛刺的硬度高,通过切削刃无法将毛刺剪断的情况下,通过从毛刺的这一侧作用到刃部的作用力会使得轴部朝轴线方向后退。因此,能够防止或抑制在去毛刺加工中在切削刃及/或刃部产生碎屑的情况。
20、发明效果
21、根据本发明的去毛刺工具以及去毛刺方法,能够防止或抑制在去毛刺加工中在切削刃、刃部产生碎屑的情况。
本文地址:https://www.jishuxx.com/zhuanli/20240822/279636.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。