一种增材制造钨合金的方法及系统与流程
- 国知局
- 2024-08-30 14:26:05
本发明涉及增材制造,尤其涉及一种增材制造钨合金的方法及系统。
背景技术:
1、钨及钨合金作为熔点最高且硬度极佳的一种金属,采用传统的粉末冶金方式制备,加工难度大且生产成本高。
2、随着增材制造技术的发展,对于加工复杂形状金属构件,可降低加工难度及生产成本。目前,现有技术提出了采用激光增材制造技术制备钨合金的方法,而激光的能量有限,在增材制造钨合金时无法使钨合金较好地熔化,实现增材制造钨合金具有一定的局限性;并且现有技术增材制造的钨合金易出现热裂纹,在制造过程中易发生高温氧化。
技术实现思路
1、本发明提供了一种增材制造钨合金的方法及系统,以实现钨合金增材制造,改善增材制造过程中钨合金易出现热裂纹以及易发生高温氧化的问题。
2、根据本发明的一方面,提供了一种增材制造钨合金的方法,包括:
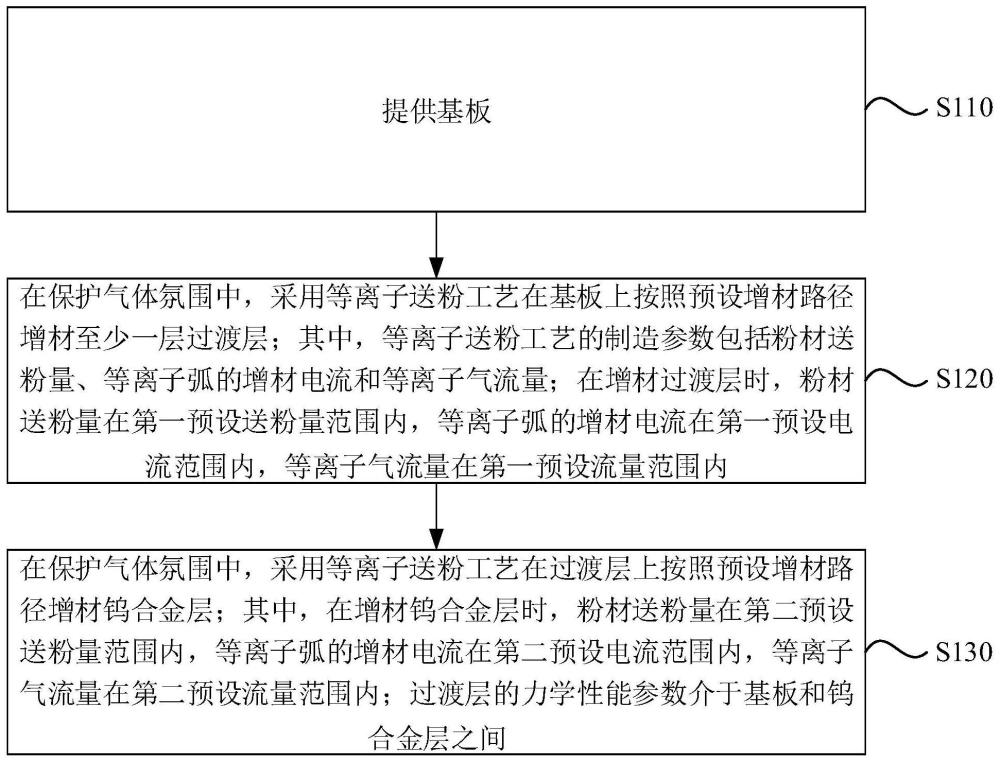
3、提供基板;
4、在保护气体氛围中,采用等离子送粉工艺在所述基板上按照预设增材路径增材至少一层过渡层;其中,所述等离子送粉工艺的增材工艺参数包括粉材送粉量、等离子弧的增材电流和等离子气流量;在增材所述过渡层时,所述粉材送粉量在第一预设送粉量范围内,所述等离子弧的增材电流在第一预设电流范围内,所述等离子气流量在第一预设流量范围内;
5、在所述保护气体氛围中,采用所述等离子送粉工艺在所述过渡层上按照所述预设增材路径增材钨合金层;其中,在增材所述钨合金层时,所述粉材送粉量在第二预设送粉量范围内,所述等离子弧的增材电流在第二预设电流范围内,所述等离子气流量在第二预设流量范围内;所述过渡层的力学性能参数介于所述基板和所述钨合金层之间。
6、可选地,所述过渡层包括至少两层;
7、沿由所述基板至所述钨合金层的方向,所述基板的所述力学性能参数与所述钨合金层的所述力学性能参数具有第一变化趋势,各所述过渡层的所述力学性能参数具有第二变化趋势;
8、所述第二变化趋势与所述第一变化趋势相同。
9、可选地,所述保护气体氛围包括保护气;所述保护气由等离子弧增材枪体输出;
10、和/或,所述保护气体氛围包括环绕所述基板的惰性气体环境。
11、可选地,所述保护气的气体流量范围包括12~18l/min。
12、可选地,在制造所述过渡层时,所述第一预设电流范围包括100~200a,所述第一预设流量范围包括0.5~2l/min;
13、和/或,在制造所述钨合金层时,所述第二预设电流范围包括150~300a,所述第二预设流量范围包括1.5~4.5l/min。
14、可选地,所述第一预设送粉量的确定方法,包括:
15、根据所述过渡层的尺寸信息和增材速率,计算单位时间形成所述过渡层的单位体积;
16、根据所述单位体积、所述过渡层的粉材密度以及粉末利用效率,计算所述第一预设送粉量;
17、和/或,
18、所述第二预设送粉量的确定方法,包括:
19、根据所述钨合金层的尺寸信息和增材速率,计算单位时间形成所述钨合金层的单位体积;
20、根据所述单位体积、所述钨合金层的粉材密度以及粉末利用效率,计算所述第二预设送粉量。
21、根据本发明的另一方面,提供了一种增材制造钨合金的系统,包括:工作台、等离子弧增材枪体、等离子弧热源模块、送粉模块和保护模块;
22、所述工作台用于支撑等离子送粉工艺所需的基板;
23、所述等离子弧增材枪体位于所述工作台的上方,所述等离子弧增材枪体用于在所述基板上按照预设增材路径增材至少一层过渡层和钨合金层;
24、所述等离子弧热源模块和所述送粉模块均与所述等离子弧增材枪体机械连接;所述等离子弧热源模块用于根据等离子弧的增材电流生成等离子束、以及生成等离子气,并导入至所述等离子弧增材枪体;所述送粉模块用于按照粉材送粉量向所述等离子弧增材枪体输送粉末材料;
25、所述保护模块用于在所述等离子弧增材枪体的设定范围内提供保护气体氛围。
26、可选地,所述设定范围包括所述等离子弧增材枪体的枪头,所述保护气体氛围包括所述等离子弧增材枪体输出的所述保护气;
27、和/或,所述设定范围包括环绕所述基板的范围,所述保护气体氛围包括惰性气体环境。
28、可选地,所述保护模块包括:保护膜、支撑架和动态密封圈;
29、所述保护膜和所述支撑架形成一内部空腔,所述保护膜与所述支撑架的连接位置处设置有所述动态密封圈,所述动态密封圈用于保持具有相对运动的所述保护膜和所述支撑架形成的所述内部空腔的密封性;
30、所述保护膜的顶部设置有开口,所述开口用于使所述等离子弧增材枪体伸入所述内部空腔;所述保护膜的侧面一周设置有至少一个进气口,所述进气口用于通过气路机械连接保护气供应装置,以使所述内部空腔中充满保护气体。
31、可选地,所述等离子弧增材枪体包括:垂直于所述等离子弧增材枪体的延伸方向间隔设置的钨极、粉末传输通道和保护气传输通道;
32、所述钨极与所述等离子弧热源模块电连接,以产生并喷射高能等离子束热源;所述粉末传输通道与所述送粉模块机械连接,用于通过送粉气传输钨合金粉材;其中,所述粉末传输通道与所述钨极所在的中轴线之间具有预设夹角;
33、所述保护气传输通道与所述等离子弧热源模块中的送气装置机械连接,用于输出保护气体,保护等离子弧。
34、本发明实施例提供的增材制造钨合金的方法,采用等离子送粉工艺设定相应的等离子送粉工艺的增材工艺参数,按照预设增材路径在基板表面逐层增材至少一层过渡层和钨合金层,可实现难熔金属钨合金的增材制造,有利于提高制造的钨合金层的致密度。通过在基板和钨合金层之间增加制造至少一层过渡层,且过渡层的力学性能参数介于基板和钨合金层之间,过渡层可起到过渡作用,有利于改善钨合金层与基板之间的贴合度,进而改善钨合金层易发生热裂纹的问题。并且等离子弧增材制造过程在保护气体氛围中进行,可有效改善钨合金在增材制造过程中的高温下易发生氧化的问题。
35、应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
技术特征:1.一种增材制造钨合金的方法,其特征在于,包括:
2.根据权利要求1所述的增材制造钨合金的方法,其特征在于,所述过渡层包括至少两层;
3.根据权利要求1所述的增材制造钨合金的方法,其特征在于,所述保护气体氛围包括保护气;所述保护气由等离子弧增材枪体输出;
4.根据权利要求3所述的增材制造钨合金的方法,其特征在于,所述保护气的气体流量范围包括12~18l/min。
5.根据权利要求1所述的增材制造钨合金的方法,其特征在于,
6.根据权利要求1所述的增材制造钨合金的方法,其特征在于,所述第一预设送粉量的确定方法,包括:
7.一种增材制造钨合金的系统,其特征在于,包括:工作台、等离子弧增材枪体、等离子弧热源模块、送粉模块和保护模块;
8.根据权利要求7所述的增材制造钨合金的系统,其特征在于,所述设定范围包括所述等离子弧增材枪体的枪头,所述保护气体氛围包括所述等离子弧增材枪体输出的所述保护气;
9.根据权利要求7所述的增材制造钨合金的系统,其特征在于,所述保护模块包括:保护膜、支撑架和动态密封圈;
10.根据权利要求7所述的增材制造钨合金的系统,其特征在于,所述等离子弧增材枪体包括:垂直于所述等离子弧增材枪体的延伸方向间隔设置的钨极、粉末传输通道和保护气传输通道;
技术总结本发明公开了一种增材制造钨合金的方法及系统。该方法包括:提供基板;在保护气体氛围中,采用等离子送粉工艺在基板上增材至少一层过渡层;在增材过渡层时,粉材送粉量在第一预设送粉量范围内,等离子弧的增材电流在第一预设电流范围内,等离子气流量在第一预设流量范围内;在保护气体氛围中,采用等离子送粉工艺在过渡层上增材钨合金层;其中,在增材钨合金层时,粉材送粉量在第二预设送粉量范围内,等离子弧的增材电流在第二预设电流范围内,等离子气流量在第二预设流量范围内;过渡层的力学性能参数介于基板和钨合金层之间。本发明实施例的技术方案可实现钨合金增材制造,有利于改善钨合金发生热裂纹以及高温氧化的问题。技术研发人员:董巍,程远,刘江华,王明敬,徐龙受保护的技术使用者:南京英尼格玛工业自动化技术有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/281988.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表