一种F550高强钢大厚板的焊接方法与流程
- 国知局
- 2024-08-30 14:50:25
本发明涉及厚板焊接,具体涉及一种f550高强钢大厚板的焊接方法。
背景技术:
1、近年来,海洋油气资源的开发正在逐渐向北海北部等严寒地带推进,海洋平台和极地冰级lng(liquefied natural gas,液化天然气)船舶用钢开始应用在-40℃~-60℃的冰洋海域。因此,为保证工作人员的生命安全,平台与船舶用钢具有良好的低温韧性至关重要,往往需要屈服强度550mpa级别以上,冲击韧性满足-60℃的f550高强钢板。
2、因此,发明人提供了一种f550高强钢大厚板的焊接方法。
技术实现思路
1、(1)要解决的技术问题
2、本发明实施例提供了一种f550高强钢大厚板的焊接方法,解决了高强度钢大厚板结构焊接中焊接性差、易出现的冷裂纹、变形大等焊接缺陷的技术问题。
3、(2)技术方案
4、本发明提供了一种f550高强钢大厚板的焊接方法,包括以下步骤:
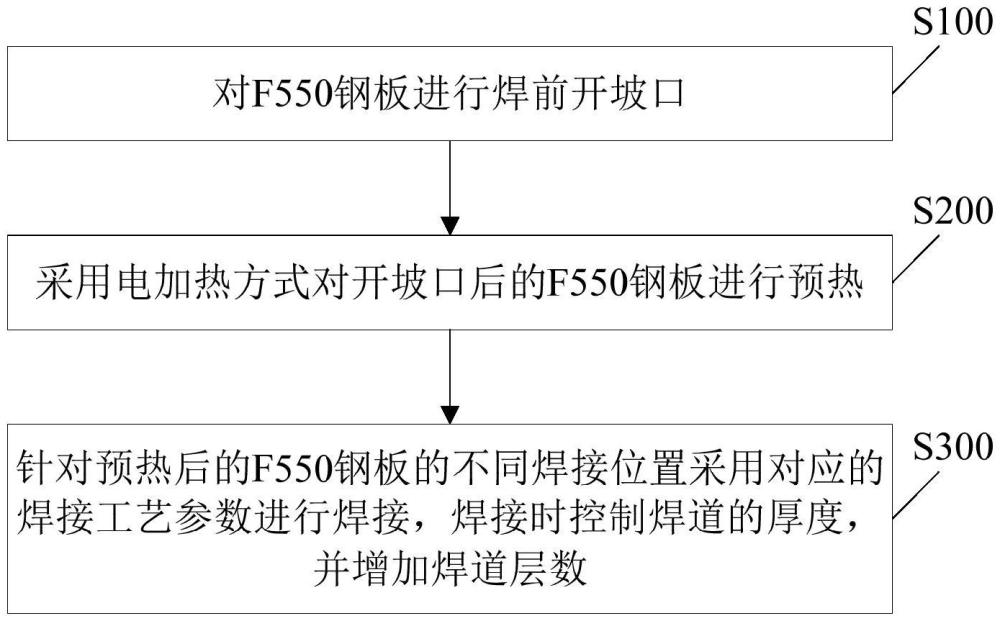
5、对f550钢板进行焊前开坡口;
6、采用电加热方式对开坡口后的f550钢板进行预热;
7、针对预热后的f550钢板的不同焊接位置采用对应的焊接工艺参数进行焊接,焊接时控制焊道的厚度,并增加焊道层数。
8、进一步地,所述f550钢板的碳当量为0.52%。
9、进一步地,所述坡口的角度为45~55°。
10、进一步地,所述坡口为双面v型坡口,两个v型坡口的深度比为1:2。
11、进一步地,预热温度为100~110℃。
12、进一步地,层间温度不低于所述预热温度,且≤250℃。
13、进一步地,采用短弧焊接对所述f550钢板的不同焊接位置进行焊接,焊丝的电弧电压≤26v。
14、进一步地,焊接时采用直流反接。
15、进一步地,焊层的厚度为2~3mm。
16、进一步地,焊接盖面焊道时采用回火焊道,所述回火焊道高于母材1~2mm。
17、(3)有益效果
18、综上,本发明通过采用厚度为50mm的f550高强钢板进行焊接工艺认可试验,用以证明选用的焊接材料和焊接工艺的可靠性、可行性。解决了高强度钢大厚板结构焊接中焊接性差、易出现的冷裂纹、变形大等焊接缺陷问题。
技术特征:1.一种f550高强钢大厚板的焊接方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的f550高强钢大厚板的焊接方法,其特征在于,所述f550钢板的碳当量为0.52%。
3.根据权利要求1所述的f550高强钢大厚板的焊接方法,其特征在于,所述坡口的角度为45~55°。
4.根据权利要求3所述的f550高强钢大厚板的焊接方法,其特征在于,所述坡口为双面v型坡口,两个v型坡口的深度比为1:2。
5.根据权利要求1所述的f550高强钢大厚板的焊接方法,其特征在于,预热温度为100~110℃。
6.根据权利要求5所述的f550高强钢大厚板的焊接方法,其特征在于,层间温度不低于所述预热温度,且≤250℃。
7.根据权利要求1所述的f550高强钢大厚板的焊接方法,其特征在于,采用短弧焊接对所述f550钢板的不同焊接位置进行焊接,焊丝的电弧电压≤26v。
8.根据权利要求7所述的f550高强钢大厚板的焊接方法,其特征在于,焊接时采用直流反接。
9.根据权利要求1所述的f550高强钢大厚板的焊接方法,其特征在于,焊层的厚度为2~3mm。
10.根据权利要求1所述的f550高强钢大厚板的焊接方法,其特征在于,焊接盖面焊道时采用回火焊道,所述回火焊道高于母材1~2mm。
技术总结本发明涉及厚板焊接技术领域,具体涉及一种F550高强钢大厚板的焊接方法,其包括步骤:对F550钢板进行焊前开坡口;采用电加热方式对开坡口后的F550钢板进行预热;针对预热后的F550钢板的不同焊接位置采用对应的焊接工艺参数进行焊接,焊接时控制焊道的厚度,并增加焊道层数。该F550高强钢大厚板的焊接方法的目的是解决高强度钢大厚板结构焊接中焊接性差、易出现的冷裂纹、变形大等焊接缺陷的问题。技术研发人员:王克强,张伟,王春艳,徐凯,阳泽伟,史中华,张帆,刘林,王永健,黎国龙受保护的技术使用者:沪东中华造船(集团)有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/284113.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表