一种用于焊枪的定位套、定位套组件及焊枪的制作方法
- 国知局
- 2024-08-30 14:49:04
本技术属于螺柱焊枪领域,特别是涉及一种用于焊枪的定位套、定位套组件及焊枪。
背景技术:
1、螺柱焊是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。螺柱焊由于具有快速、可靠、操作简单和成本低廉等优点,可替代铆接、钻孔、手工电弧焊和钎焊等连接工艺,可焊接碳钢、不锈钢、铝以及铜及其合金等金属,现在已经广泛应用在汽车、船舶制造、工业厂房建筑、公路、铁路、桥梁、塔架、能源、机场、车站、电站、管道支架、起重机械、钣金工程、电子业开关柜、医疗设备、食品工业、家电工业、通讯工程等领域。
2、目前,在使用螺柱焊枪焊接凸焊螺钉过程中,最常见的定位方式是对枪头进行定位。但上述方式仅在枪头处通过套筒进行定位,但由于枪头和套筒之间存在装配间隙,在进行装配时会影响装配的精度,且枪体在工作时会带动枪头摆动,造成焊接时精度不足的问题,导致装配时的误差较大。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种用于焊枪的定位套、定位套组件及焊枪,用于解决现有技术中螺柱焊枪焊接螺钉的过程中,精度不高的问题。
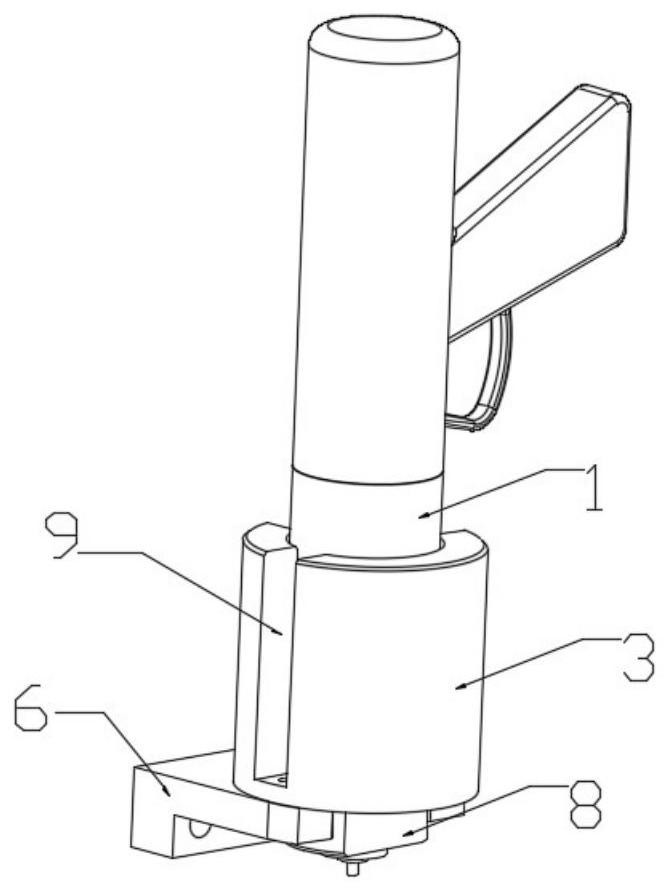
2、为实现上述目的及其他相关目的,本实用新型提供一种用于焊枪的定位套,其特征在于,包括定位套本体,所述定位套本体具有第一限位部和第二限位部,所述第一限位部用于对焊枪枪身的轴向进行定位;所述第二限位部用于对焊枪枪身的径向进行限位。
3、可选地,所述定位套本体为筒状,所述第一限位部为所述定位套本体内壁上的第一限位台阶,所述第二限位部为套设在焊枪枪身上的第二套筒,所述定位套本体套设在焊枪枪头的部分为第一套筒。
4、本实用新型提供一种用于焊枪的定位套组件,包括固定支撑和如上所述的用于焊枪的定位套,所述固定支撑用于固定所述定位套。
5、可选地,所述定位套的外壁上设置有第二限位台阶,所述固定支撑具有与所述第二限位台阶配合的卡接部,所述卡接部用于约束所述固定支撑与所述定位套之间的相对位置。
6、可选地,所述定位套的管壁上开设有第一固定孔,所述固定支撑上设置有对应于所述第一固定孔的第二固定孔,所述第一固定孔和所述第二固定孔通过螺栓组件,将所述定位套固定于所述固定支撑上。
7、可选地,所述定位套沿所述第一固定孔的孔向开设有第一槽,所述第一固定孔设置于所述第一槽内。
8、可选地,所述第一槽的数量为3,每个所述第一槽内均设置有所述第一固定孔。
9、可选地,所述卡接部对应于所述第一套筒设置有通过槽,所述通过槽用于对所述定位套的径向进行限位。
10、可选地,所述第二限位部与焊枪枪身之间间隙配合,所述第一限位部与焊枪枪头之间间隙配合。
11、本实用新型还提供一种用于焊枪,包括焊枪本体和如上所述的定位套组件,所述焊枪本体的枪身套设在定位套组件的定位套内。
12、如上所述,本实用新型的一种用于焊枪的定位套、定位套组件及焊枪,具有以下有益效果:
13、通过设置对焊枪枪身进行定位的第一限位部和对焊枪枪身的径向进行限位的第二限位部,可使定位套在对焊枪进行定位时定位效果更好,避免焊枪在进行焊接时,由于焊枪枪头摆动,造成焊接精度波动的问题。用于焊枪的定位套结构简单,能提高焊枪的焊接精度,使用便捷,且实用性强。
技术特征:1.一种用于焊枪的定位套,其特征在于,包括定位套本体,所述定位套本体具有第一限位部和第二限位部,所述第一限位部用于对焊枪枪身的轴向进行定位;所述第二限位部用于对焊枪枪身的径向进行限位。
2.根据权利要求1所述的用于焊枪的定位套,其特征在于:所述定位套本体为筒状,所述第一限位部为所述定位套本体内壁上的第一限位台阶,所述第二限位部为套设在焊枪枪身上的第二套筒,所述定位套本体套设在焊枪枪头的部分为第一套筒。
3.一种用于焊枪的定位套组件,其特征在于,包括固定支撑和如权利要求2所述的用于焊枪的定位套,所述固定支撑用于固定所述定位套。
4.根据权利要求3所述的用于焊枪的定位套组件,其特征在于:所述定位套的外壁上设置有第二限位台阶,所述固定支撑具有与所述第二限位台阶配合的卡接部,所述卡接部用于约束所述固定支撑与所述定位套之间的相对位置。
5.根据权利要求4所述的用于焊枪的定位套组件,其特征在于:所述定位套的管壁上开设有第一固定孔,所述固定支撑上设置有对应于所述第一固定孔的第二固定孔,所述第一固定孔和所述第二固定孔通过螺栓组件,将所述定位套固定于所述固定支撑上。
6.根据权利要求5所述的用于焊枪的定位套组件,其特征在于:所述定位套沿所述第一固定孔的孔向开设有第一槽,所述第一固定孔设置于所述第一槽内。
7.根据权利要求6所述的用于焊枪的定位套组件,其特征在于:所述第一槽的数量为3,每个所述第一槽内均设置有所述第一固定孔。
8.根据权利要求4所述的用于焊枪的定位套组件,其特征在于:所述卡接部对应于所述第一套筒设置有通过槽,所述通过槽用于对所述定位套的径向进行限位。
9.根据权利要求3所述的用于焊枪的定位套组件,其特征在于:所述第二限位部与焊枪枪身之间间隙配合,所述第一限位部与焊枪枪头之间间隙配合。
10.一种焊枪,其特征在于,包括焊枪本体和如权利要求3至9任一项所述的定位套组件,所述焊枪本体的枪身套设在定位套组件的定位套内。
技术总结本技术提供一种用于焊枪的定位套、定位套组件及焊枪,属于螺柱焊枪领域,包括定位套本体,所述定位套本体具有第一限位部和第二限位部,所述第一限位部用于对焊枪枪身的轴向进行定位;所述第二限位部用于对焊枪枪身的径向进行限位。通过设置对焊枪枪身进行定位的第一限位部和对焊枪枪身的径向进行限位的第二限位部,可使定位套在对焊枪进行定位时定位效果更好,避免焊枪在进行焊接时,由于焊枪枪头摆动,造成焊接精度波动的问题。用于焊枪的定位套结构简单,能提高焊枪的焊接精度,使用便捷,且实用性强。技术研发人员:杨中坤,王续成,黄晨洋受保护的技术使用者:河北长安汽车有限公司技术研发日:20231110技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/283987.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表