一种适用于焊接机器人的自动焊接参数设置方法与流程
- 国知局
- 2024-08-30 14:48:10
本发明属于焊接,具体涉及一种适用于焊接机器人的自动焊接参数设置方法。
背景技术:
1、随着工业技术的不断进步,焊接机器人在工业领域的应用日益广泛,与其他工业机器人相比,焊接机器人不仅要执行常规的重复性操作,还需完成高精度的焊接任务,这其中,氩弧焊焊接技术凭借其独特的优势,在焊接领域占据了重要地位;
2、氩弧焊作为钨极惰性气体保护焊(t ig)的一种,利用氩气作为保护气体,通过电弧热熔化母材和填充丝来形成稳固的接头,这种方法的特点包括:
3、电弧稳定性好:氩气保护下,电弧燃烧稳定,热量集中,弧柱温度高;
4、焊接效率高:由于热量集中,焊接生产效率相对较高;
5、热影响区窄:这意味着焊接过程中对周围材料的影响较小;
6、焊接质量高:焊件应力、变形、裂纹倾向小,适用于高精度焊接需求;
7、广泛适用性:氩弧焊几乎能焊接所有金属,特别是一些难熔和易氧化金属,如镁、钛、钼、锆、铝等及其合金;
8、然而,氩弧焊也存在一定的安全隐患,由于其电流密度大,发出的光比较强烈,对人体有一定的伤害性;
9、同时,氩弧焊焊接也是一项技术性强且十分依赖经验的工作。其涉及的焊接参数众多,包括:
10、焊接电流:影响焊缝的熔深和宽度;
11、送丝速度:决定填充丝的熔化速度;
12、起弧电流:影响电弧的起弧稳定性和焊接开始时的质量;
13、行走速度:即焊接速度,影响焊缝的成形和质量;
14、氩气流量:保护气体的流量,影响焊接过程的稳定性和焊缝的质量;
15、这些参数的调整都需要根据实际情况进行精细设置,对操作员的经验要求极高。
16、目前的焊接机器人在应用上仍面临一些挑战:
17、操作复杂性:操作员不仅需要掌握机器人相关操作,还要有足够的焊接经验,才能完成高质量的焊接工作;
18、参数设置的局限性:在现有的焊接机器人操作系统中,一条焊接指令通常只能使用一套固定的焊接参数。这种设置方式未考虑焊接过程中可能发生的位置角度变化等因素,往往会导致因焊接电流等参数不匹配而产生的焊接缺陷,从而影响整体的焊接效果;
19、因此,氩弧焊焊接机器人领域需要一种能考虑焊接位置角度变化、完全摆脱对操作人员焊接经验依赖的焊接参数设置方法。
技术实现思路
1、本发明的目的在于提供一种适用于焊接机器人的自动焊接参数设置方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种适用于焊接机器人的自动焊接参数设置方法,包括以下步骤:
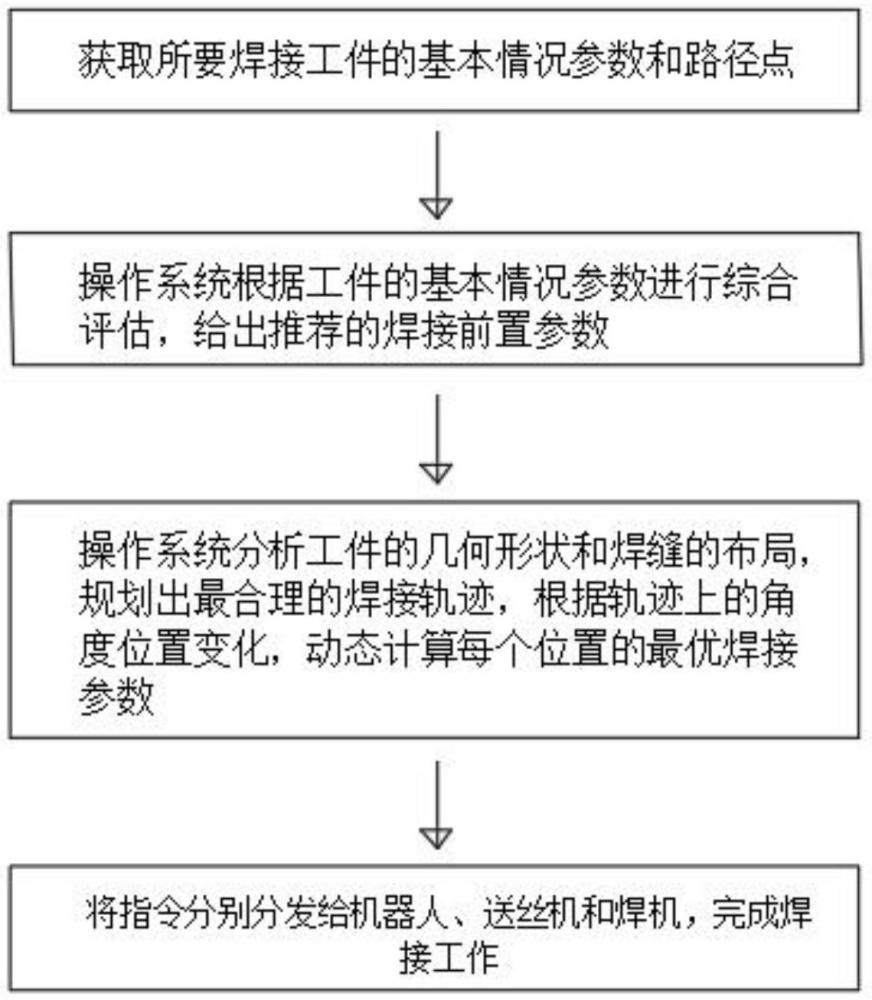
4、s1、获取所要焊接工件的基本情况参数和路径点,所述基本情况参数包括这工件的尺寸、形状、材料组成以及焊缝的设计要求;
5、s2、操作系统根据工件的基本情况参数进行综合评估,给出推荐的焊接前置参数;
6、s3、操作系统分析工件的几何形状和焊缝的布局,规划出最合理的焊接轨迹,根据轨迹上的角度位置变化,动态计算每个位置的最优焊接参数;
7、s4、操作系统会向机器人发送运动指令,指导机器人按照预先计算的焊接轨迹进行移动;
8、操作系统会向送丝机发送指令,控制送丝的速度和时机;
9、操作系统会向焊机发送指令,控制焊接的关键参数。
10、优选的,在所述s1中,所述焊接工件的基本情况参数具体的包括:材料属性、材料厚度、接头类型、焊接角度;
11、所述材料属性为材料的类型,包括铁、不锈钢、铝;
12、所述材料厚度为0.5-10mm之间;
13、所述接头类型包括对接接头、角接接头、边缘接头、搭接接头、填角接头、管接头、管+板接头;
14、所述焊接角度包括pa、pb、pc、pd、pe、pf、pg;
15、所述路径点包括起点、终点及关键经过点。
16、优选的,在所述s2中,所述焊接前置参数包括焊条直径和焊丝直径,所述焊条直径为1.6-4mm,所述焊丝直径为0-2.4mm。
17、优选的,在所述s3中,所述的焊接参数包括焊枪操作方向、焊接电流、惰性气体流量、送丝速度、行走速度、打底遍数、滞后停气时长、起弧电流、起弧时间、收弧电流、收弧时间;
18、所述焊枪操作方向包括左焊法和右焊法;
19、所述焊接电流大小与材料属性、材料厚度、接口类型、焊接角度相关,具体为:
20、焊接电流=f(材料属性、材料厚度、接头类型、焊接角度);
21、其中,在材料属性中,铝>铁≥不锈钢;在材料厚度中,材料厚度越大,焊接电流越大;在接口类型中,(管+板接头)=填角接头>搭接接头>对接接头>管接头>角接接头>边缘接头;在焊接角度中,pa≥pb≥pb≥pc≥pd≥pe≥pf≥pg,当且仅当对接接头、角接接头时等号成立;
22、所述惰性气体流量大小与材料属性、材料厚度相关,具体为:
23、惰性气体流量=f(材料属性、材料厚度);
24、其中,在材料属性中,铝>铁>不锈钢;在材料厚度中,材料厚度越大,惰性气体流量越大;
25、所述送丝速度与材料属性、材料厚度、接头类型及焊接角度相关,具体为:
26、送丝速度=f(材料属性、材料厚度、接头类型、焊接角度);
27、其中,在材料属性中,铝>铁≥不锈钢;在材料厚度中,材料厚度越厚,送丝速度越大;在接头类型中,管接头>边缘接头>角接接头>对接接头>搭接接头≥填角接头≥(管+板接头);在焊接角度中,pa≤pb≤pc≤pd≤pe≤pf<pg;
28、所述行走速度与材料属性、材料厚度、接头类型以及焊接角度相关,具体为:
29、行走速度=f(材料属性、材料厚度、接头类型、焊接角度);
30、其中,在材料属性中,铝>铁≥不锈钢;在材料厚度中,材料厚度越大,行走速度越小;在接头类型中,管接头>边缘接头>角接接头>对接接头>搭接接头≥填角接头≥(管+板接头);在焊接角度中,pa<pb<pc<pd<pe<pf<pg;
31、所述打底遍数与材料属性、材料厚度以及接头类型相关,其数量为2-4;
32、所述滞后停气时长与焊接电流相关,具体为:
33、滞后停气时长=14436*l n(焊接电流)+0.2364;
34、其中,i n表示以e为底的对数;
35、所述起弧电流与材料属性、材料厚度、焊接电流相关,具体为:
36、起弧电流=f(材料属性、材料厚度、焊接电流);
37、其中,在材料属性中,铝>铁>不锈钢;在材料厚度中,材料厚度越大,起弧电流越大;在焊接电流中,起弧电流比焊接电流大20%-30%;
38、所述起弧时间与材料属性、材料厚度及起弧电流相关,具体为:
39、起弧时间=f(材料属性、材料厚度、起弧电流);
40、其中,在材料属性中,铝>铁>不锈钢;在材料厚度中,材料厚度越大,起弧电流越大;在起弧电流中,起弧电流越大,起弧时间越长;
41、所述收弧电流与材料属性、材料厚度、焊接电流相关,具体为:
42、收弧电流=f(材料属性、材料厚度、焊接电流);
43、其中,在材料属性中,铝>铁>不锈钢;在材料厚度中,材料厚度越大,收弧电流越大;在焊接电流中,收弧电流比焊接电流小25%-35%;
44、所述收弧时间与材料属性、材料厚度及起弧电流,具体为:
45、收弧时间=f(材料属性、材料厚度、起弧电流);
46、其中,在材料属性中,铝>铁>不锈钢;在材料厚度中,材料厚度越大,收弧电流越大;在起弧电流中,收弧电流越大,收弧时间越长。
47、优选的,在所述s4中,操作系统会向机器人发送运动指令,具体的包括:焊接参数中的焊枪操作方向、行走速度、打底遍数和路径轨迹。
48、优选的,在所述s4中,操作系统会向送丝机发送指令,具体的包括:焊接参数中的送丝速度。
49、优选的,在所述s4中,操作系统会向焊机发送指令,具体的包括:焊接参数中的焊接电流、惰性气体流量、滞后停气时长、起弧电流、起弧时间、收弧电流、收弧时间。
50、与现有技术相比,本发明的有益效果是:
51、(1)在焊接准备阶段,通过示教器输入工件的具体信息(如材料类型、厚度等)或者通过传感器自动检测焊接材料的特性,系统根据输入或检测到的数据,智能推荐合适的焊条直径和焊丝直径,这种智能推荐功能大大简化了操作工人的工作,减少了人为选择参数时的误差,提高了焊接的准确性和效率。
52、(2)操作系统能够精确计算出焊接轨迹中的每一个角度变化。根据这些角度变化,系统能够自动调整焊接参数,如焊接电流、电压和焊接速度等,以确保在每个焊接位置都能达到最佳的焊接效果,不仅提高了焊接质量,还大大减少了因手动调整参数而造成的误差和时间浪费。
53、(3)系统会根据焊接材料的特性、厚度以及焊接轨迹等因素,自动计算出最佳的焊接参数,这一功能极大地降低了对操作工人焊接经验的依赖,使得焊接过程更加标准化和可控。
54、(4)智能化的焊接系统能够精确控制焊接过程中的各项参数,如焊接电流、电压、焊接速度和焊接角度等。这些精确的控制确保了焊缝的均匀性、熔深和焊缝形态等关键指标的实现。此外,机器人技术的引入还提高了焊接的稳定性和一致性。机器人能够按照预设的程序和参数进行精确的焊接操作,避免了人为因素造成的误差和波动。这种稳定性和一致性对于提高氩弧焊的焊接效果至关重要。
本文地址:https://www.jishuxx.com/zhuanli/20240830/283907.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表