一种变速箱铸铝中壳随行夹具的制作方法
- 国知局
- 2024-08-30 14:52:16
本技术属于夹具的,具体公开了一种变速箱铸铝中壳随行夹具。
背景技术:
1、机床随行夹具是一种移动式夹具,主要用于自动生产线、加工中心、柔性制造系统等自动化生产中,完成对工件的定位和夹紧,一般用于外形不规则、不便于自动定位、夹紧和运送的工作,以保证生产效率,提高加工效率。通常情况下,工件安装在随行夹具上后,随行夹具需要在机床的工作台上再进行定位和夹紧,然后进行工件的机械加工或装配操作。
2、目前加工变速箱铸铝中壳所使用的随行夹具通过四点过定位(如cn212552817u公开的一种汽车变速箱中壳专用精加工夹具)造成中壳装夹变形,影响轴承孔位置精度,装夹变形在0.03-0.07mm之间,深腔面轴承孔位置度要求±0.03mm,轴承孔位置度差降低齿轮啮合精度,直接影响变速箱总成的噪声性能。
技术实现思路
1、本实用新型提供一种变速箱铸铝中壳随行夹具,以减小工件的装夹变形,提高工件定位精度和装夹一致性。
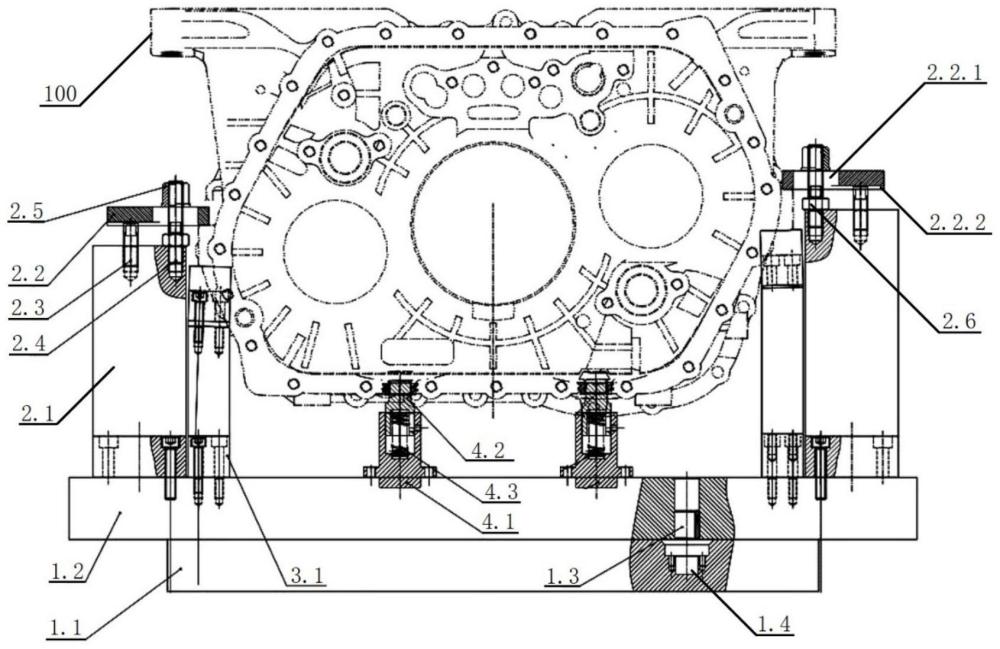
2、上述变速箱铸铝中壳随行夹具,包括底板、压紧组件、支撑组件和定位组件;四组压紧组件根据工件上夹持点的位置布置,包括压紧座、压板、支杆、限位杆和支杆驱动件;压紧座固定在底板上;压板位于压紧座的上方,设置有贯穿顶面和底面的条形孔;支杆与压紧座竖向滑动插接,顶端与压板相接;限位杆竖向固定在压紧座上,穿过压板的条形孔;支杆驱动件与支杆连接,用于驱动支杆竖向滑动;四组支撑组件中三组为刚性支撑组件,一组为弹性支撑组件,与四组压紧组件一一对应;刚性支撑组件包括支撑底座和支撑块,支撑底座固定在底板上,支撑块固定在支撑底座上;弹性支撑组件包括支撑底座、支撑块、支撑弹簧和支撑柱,支撑底座固定在底板上,支撑块固定在支撑底座上,支撑柱通过支撑弹簧与支撑块的安装孔竖向滑动插接;定位组件根据工件上定位孔的位置布置,包括定位销座、定位销和定位弹簧;定位销座固定在底板上;定位销通过定位弹簧与定位销座的安装孔竖向滑动插接。
3、上述变速箱铸铝中壳随行夹具中,刚性支撑组件和弹性支撑组件均包括调整垫,调整垫安装在支撑块与支撑底座之间。
4、上述变速箱铸铝中壳随行夹具中,支撑块的支撑端面上设置有花纹。
5、上述变速箱铸铝中壳随行夹具中,限位杆为螺杆,与压紧座上的螺纹孔连接,限位杆上安装有上限位螺母和下限位螺母,上限位螺母和下限位螺母位于压板的上下两侧。
6、上述变速箱铸铝中壳随行夹具中,底板包括底板ⅰ、底板ⅱ、定位衬套和定位轴;底板ⅱ上设置有轴孔ⅱ,轴孔ⅱ内安装有定位衬套;底板ⅰ上设置有轴孔ⅰ,定位轴穿过轴孔ⅰ和定位衬套连接底板ⅰ和底板ⅱ。
7、上述变速箱铸铝中壳随行夹具中,压板的底面设置有条形槽,条形槽的中线与条形孔的中线重合;支杆的顶端与条形槽相接。
8、上述变速箱铸铝中壳随行夹具中,支杆的顶端与压板转动连接。
9、上述变速箱铸铝中壳随行夹具中,支撑弹簧套设在支撑柱上,两端分别与支撑块的安装孔和支撑柱相接;
10、或支撑柱底面设置有安装孔,支撑弹簧的顶端插设在支撑柱的安装孔中,底端与支撑块的安装孔相接。
11、上述变速箱铸铝中壳随行夹具中,定位弹簧套设在定位销上,两端分别与定位销座的安装孔和定位销相接;
12、或定位销底面设置有安装孔,定位弹簧的顶端插设在定位销的安装孔中,底端与定位销座的安装孔相接。
13、与现有技术相比,本实用新型具有以下有益效果:
14、1、上述变速箱铸铝中壳随行夹具设置有三点刚性支撑和一点弹性支撑,与压紧组件配合对工件进行装夹,避免工件过定位,可减小工件的装夹变形(经验证装夹变形小于0.03m),提升变速箱铸铝中壳轴承孔的形位精度;
15、2、因部分工装定位面存在铸造拔模斜度,在支撑块与支撑底座之间安装调整垫调节支撑块的高度,进而调节支撑组件的整体高度,实现在机床加工时修正工装定位面的高度和角度,使其达到要求位置,实现中壳毛坯中各预铸面和孔端面余量均匀分配,形位精度得到提升;
16、3、支撑块的支撑端面上设置有花纹,以保证工件装夹刚性和装夹一致性。
技术特征:1.一种变速箱铸铝中壳随行夹具,其特征在于,包括底板、压紧组件、支撑组件和定位组件;
2.根据权利要求1所述的变速箱铸铝中壳随行夹具,其特征在于,所述刚性支撑组件和弹性支撑组件均包括调整垫,调整垫安装在支撑块与支撑底座之间。
3.根据权利要求2所述的变速箱铸铝中壳随行夹具,其特征在于,支撑块的支撑端面上设置有花纹。
4.根据权利要求3所述的变速箱铸铝中壳随行夹具,其特征在于,限位杆为螺杆,与压紧座上的螺纹孔连接,限位杆上安装有上限位螺母和下限位螺母,上限位螺母和下限位螺母位于压板的上下两侧。
5.根据权利要求4所述的变速箱铸铝中壳随行夹具,其特征在于,底板包括底板ⅰ、底板ⅱ、定位衬套和定位轴;
6.根据权利要求1-5任一项所述的变速箱铸铝中壳随行夹具,其特征在于,压板的底面设置有条形槽,条形槽的中线与条形孔的中线重合;
7.根据权利要求1-5任一项所述的变速箱铸铝中壳随行夹具,其特征在于,支杆的顶端与压板转动连接。
8.根据权利要求1-5任一项所述的变速箱铸铝中壳随行夹具,其特征在于,支撑弹簧套设在支撑柱上,两端分别与支撑块的安装孔和支撑柱相接;
9.根据权利要求1-5任一项所述的变速箱铸铝中壳随行夹具,其特征在于,定位弹簧套设在定位销上,两端分别与定位销座的安装孔和定位销相接;
技术总结本技术提供一种变速箱铸铝中壳随行夹具,属于夹具的技术领域,包括底板、压紧组件、支撑组件和定位组件;四组压紧组件根据工件上夹持点的位置布置,包括压紧座、压板、支杆、限位杆和支杆驱动件;刚性支撑组件包括支撑底座和支撑块,支撑底座固定在底板上,支撑块固定在支撑底座上;弹性支撑组件包括支撑底座、支撑块、支撑弹簧和支撑柱,支撑底座固定在底板上,支撑块固定在支撑底座上,支撑柱通过支撑弹簧与支撑块的安装孔竖向滑动插接;定位组件根据工件上定位孔的位置布置,包括定位销座、定位销和定位弹簧。上述变速箱铸铝中壳随行夹具可以减小工件的装夹变形,提高工件定位精度和装夹一致性。技术研发人员:胡金武,丁丽梅,赵辉,张世旺,周武受保护的技术使用者:中国重汽集团大同齿轮有限公司技术研发日:20231208技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/284208.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表