一种汽车装配用自动化焊接机械手的制作方法
- 国知局
- 2024-09-05 14:29:52
本发明属于机械设备,具体是一种汽车装配用自动化焊接机械手。
背景技术:
1、汽车装配是指将汽车的各个零部件按照一定的顺序和方法组装在一起,形成完整的汽车的过程,汽车装配通常包括车身结构、发动机、传动系统、底盘、内饰等部件的组装工作,汽车装配需要高度的精准度和协调性,以确保汽车的各个部件能够完美地配合工作,同时也需要严格的质量控制和检验,以确保汽车的安全性和性能达到标准要求。
2、例如公开号为cn109807520a的发明涉及自动化设备技术领域,且公开了一种汽车装配用自动化焊接机械手,包括底座和设置于底座上端两侧的支撑板,两个支撑板对称设置,两个支撑板相对的两个侧壁上端均设有纵向滑轨,两个纵向滑轨的内部均滑动连接有纵向滑块,两个支撑板之前设有横向设置的横梁,横梁的两端分别与两个纵向滑块固定连接,横梁的下端设有横向滑轨,横向滑轨的内部滑动连接有横向滑块,横向滑块的下端固定连接有减速箱,减速箱的一侧固定连接有驱动电机。该汽车装配用自动化焊接机械手,可以多角度对汽车配件进行焊接,且能够对不同形状的汽车配件进行夹紧固定和旋转升高,提高焊接效率,便于人们使用。
3、上述装置在使用时,通过滑轨和支撑板的设计,从而方便焊接时对装置进行夹持,但该装置在焊接时使用自动化焊接机械手,虽然可以多角度对汽车配件进行焊接,但也需要操作人员具备专业的知识的技能,且自动化机械手需要定期进行维修和保养,维修成本相对较高,而一般的焊接设备不方便对焊接角度进行调节,因此焊接部位单一,导致工作效率降低,因此,提出一种汽车装配用自动化焊接机械手,以解决背景技术所提出的问题。
技术实现思路
1、为解决上述背景技术中提出的不方便对焊接角度进行调节的问题,本发明提供了一种汽车装配用自动化焊接机械手。
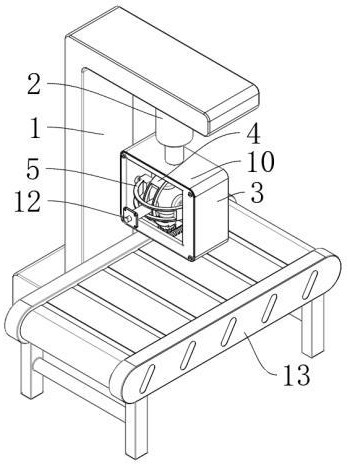
2、为实现上述目的,本发明提供如下技术方案:一种汽车装配用自动化焊接机械手,一种汽车装配用自动化焊接机械手,包括支撑架和输送组件,所述支撑架的顶部固定连接有液压杆,所述液压杆的底部固定连接有方形外箱,所述方形外箱的内部设置有第一限位组件和第二限位组件,所述支撑架的内部活动连接有第一蜗杆和第二蜗杆,所述第一蜗杆和第二蜗杆远离第一限位组件的一端分别固定连接有第一把手和第二把手;
3、其中,所述第一限位组件包含第一转杆,所述第一转杆的中部开设有第一限位块,所述第一转杆的底部固定连接有第一蜗轮;
4、所述第二限位组件包含活动连接在方形外箱内部的第二转杆,所述第二转杆的中部开设有第二限位块,所述第二转杆靠近第二蜗杆的一端固定连接有第二蜗轮;
5、两个第一限位块之间活动连接有旋转球,所述旋转球的中部固定连接有限位杆,所述限位杆远离旋转球的一端固定连接有焊接结构。
6、优选地,所述第一限位块的上下两端均活动连接在方形外箱的内部,所述第一转杆呈弧形状,所述第一转杆两端相对的一侧均活动卡接有第一限位块,两个所述第一限位块相对的一侧均与旋转球贴合。
7、优选地,所述第二转杆呈弧形状,所述第二转杆的半径值小于第一转杆的半径值,所述第二转杆左右两端相对的一侧均固定连接有第二限位块。
8、优选地,所述第一转杆和第二转杆的中部分别开设有第一滑槽和第二滑槽,两个所述第二限位块相对的一侧均与旋转球贴合,所述限位杆活动连接在第一滑槽和第二滑槽的内部。
9、优选地,所述第一滑槽用于对限位杆移动时在水平方向的限位,所述第二滑槽用于对限位杆移动时在竖直方向的限位。
10、优选地,所述第一把手和第二把手均贯穿方形外箱的外壁,并延伸至方形外箱的外部,所述第一蜗杆与第一蜗轮啮合,所述第二蜗杆与第二蜗轮啮合。
11、优选地,所述第一把手旋转时带动第一蜗杆进行旋转,所述第一蜗杆旋转时通过第一蜗轮带动第一转杆进行旋转,所述第一转杆旋转时通过第一滑槽,带动限位杆沿着第二滑槽的轨迹进行水平方向的移动。
12、优选地,所述第二把手旋转时带动第二蜗杆进行旋转,所述第二蜗杆旋转时通过第二蜗轮带动其上的第二转杆进行旋转,所述第二转杆旋转时通过第二滑槽,带动限位杆沿着第一滑槽的轨迹进行竖直方向的移动。
13、优选地,所述输送组件包含传动结构和电机,所述传动结构的一端固定连接有转盘,所述转盘的表面环形等一百二十度开设有直槽口,所述电机的输出轴端固定连接有圆盘。
14、优选地,所述转盘的表面环形等角度开设有半圆槽,所述圆盘活动在半圆槽的内部,所述圆盘的一端设置有凸杆,所述圆盘旋转一周时,凸杆沿着直槽口的轨迹带动转盘逆时针旋转九十度。
15、与现有技术相比,本发明的有益效果如下:
16、本发明通过设置第一限位组件和第二限位组件等结构的配合,进而解决了不方便对焊接头的角度进行调节的问题,通过第一蜗杆旋转时带动第一蜗轮旋转,从而带动其上的第一转杆进行旋转,随后通过第一滑槽对限位杆在水平方向的限位,从而使限位杆沿着第二滑槽的轨迹进行横向滑动,随后第二蜗杆进行旋转,从而通过第二蜗轮带动第二转杆进行旋转,这时通过第二滑槽对限位杆在竖直方向的限位,从而使限位杆沿着第一滑槽的轨迹进行数值方向的移动,限位杆移动的同时带动焊接结构移动,从而方便调整焊接结构的角度,进而提高焊接效率。
17、本发明通过设置圆盘和转盘等结构的配合,进而减少了人工劳动力,提高了焊接效率,通过电机带动圆盘进行旋转,当圆盘上的凸块滑动至直槽口的内部,此时圆盘继续旋转,从而使凸块沿着直槽口的轨迹带动转盘进行九十度旋转,转盘旋转的同时,带动传动结构进行逆时针旋转,随后传动结构上的零件间接性的朝焊接结构的方向移动,从而达到自动化输送的效果,进而提高焊接效率。
技术特征:1.一种汽车装配用自动化焊接机械手,包括支撑架(1)和输送组件(13),其特征在于:所述支撑架(1)的顶部固定连接有液压杆(2),所述液压杆(2)的底部固定连接有方形外箱(3),所述方形外箱(3)的内部设置有第一限位组件(4)和第二限位组件(5),所述支撑架(1)的内部活动连接有第一蜗杆(6)和第二蜗杆(8),所述第一蜗杆(6)和第二蜗杆(8)远离第一限位组件(4)的一端分别固定连接有第一把手(7)和第二把手(9);
2.根据权利要求1所述的汽车装配用自动化焊接机械手,其特征在于:所述第一限位块(402)的上下两端均活动连接在方形外箱(3)的内部,所述第一转杆(401)呈弧形状,所述第一转杆(401)两端相对的一侧均活动卡接有第一限位块(402),两个所述第一限位块(402)相对的一侧均与旋转球(10)贴合。
3.根据权利要求1所述的汽车装配用自动化焊接机械手,其特征在于:所述第二转杆(501)呈弧形状,所述第二转杆(501)的半径值小于第一转杆(401)的半径值,所述第二转杆(501)左右两端相对的一侧均固定连接有第二限位块(502)。
4.根据权利要求2所述的汽车装配用自动化焊接机械手,其特征在于:所述第一转杆(401)和第二转杆(501)的中部分别开设有第一滑槽(403)和第二滑槽(503),两个所述第二限位块(502)相对的一侧均与旋转球(10)贴合,所述限位杆(11)活动连接在第一滑槽(403)和第二滑槽(503)的内部。
5.根据权利要求4所述的汽车装配用自动化焊接机械手,其特征在于:所述第一滑槽(403)用于对限位杆(11)移动时在水平方向的限位,所述第二滑槽(503)用于对限位杆(11)移动时在竖直方向的限位。
6.根据权利要求1所述的汽车装配用自动化焊接机械手,其特征在于:所述第一把手(7)和第二把手(9)均贯穿方形外箱(3)的外壁,并延伸至方形外箱(3)的外部,所述第一蜗杆(6)与第一蜗轮(404)啮合,所述第二蜗杆(8)与第二蜗轮(504)啮合。
7.根据权利要求1所述的汽车装配用自动化焊接机械手,其特征在于:所述第一把手(7)旋转时带动第一蜗杆(6)进行旋转,所述第一蜗杆(6)旋转时通过第一蜗轮(404)带动第一转杆(401)进行旋转,所述第一转杆(401)旋转时通过第一滑槽(403),带动限位杆(11)沿着第二滑槽(503)的轨迹进行水平方向的移动。
8.根据权利要求1所述的汽车装配用自动化焊接机械手,其特征在于:所述第二把手(9)旋转时带动第二蜗杆(8)进行旋转,所述第二蜗杆(8)旋转时通过第二蜗轮(504)带动其上的第二转杆(501)进行旋转,所述第二转杆(501)旋转时通过第二滑槽(503),带动限位杆(11)沿着第一滑槽(403)的轨迹进行竖直方向的移动。
9.根据权利要求1所述的汽车装配用自动化焊接机械手,其特征在于:所述输送组件(13)包含传动结构(1301)和电机(1302),所述传动结构(1301)的一端固定连接有转盘(1304),所述转盘(1304)的表面环形等一百二十度开设有直槽口(1305),所述电机(1302)的输出轴端固定连接有圆盘(1303)。
10.根据权利要求9所述的汽车装配用自动化焊接机械手,其特征在于:所述转盘(1304)的表面环形等角度开设有半圆槽,所述圆盘(1303)活动在半圆槽的内部,所述圆盘(1303)的一端设置有凸杆,所述圆盘(1303)旋转一周时,凸杆沿着直槽口(1305)的轨迹带动转盘(1304)逆时针旋转九十度。
技术总结本发明属于机械设备技术领域,且公开了一种汽车装配用自动化焊接机械手,包括支撑架和输送组件,所述支撑架的顶部固定连接有液压杆,所述液压杆的底部固定连接有方形外箱,所述方形外箱的内部设置有第一限位组件和第二限位组件。通过设置第一限位组件和第二限位组件等结构的配合,进而解决了不方便对焊接头的角度进行调节的问题,通过第一蜗杆旋转时带动第一蜗轮旋转,从而带动其上的第一转杆进行旋转,从而使限位杆沿着第二滑槽的轨迹进行横向滑动,随后第二蜗杆进行旋转,从而使限位杆沿着第一滑槽的轨迹进行数值方向的移动,从而方便调整焊接结构的角度,进而提高焊接效率。技术研发人员:王明,何琛,张雪松,冷慧慧,瞿虎受保护的技术使用者:武汉优力克自动化系统工程股份有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/286771.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表