矩形梁的自动化焊接方法与流程
- 国知局
- 2024-09-11 14:44:36
本发明涉及焊接,特别是一种矩形梁的自动化焊接方法。
背景技术:
1、生产企业为了增加经济效益,在保证质量的前提下降低产品的生产成本。目前,大筛机底梁所采用的矩形管底梁一直都是采用无缝钢管经过多道工序挤压而成,弊端也显而易见:
2、1)矩形管的四个r角一致性太差,长宽尺寸难以控制,导致后续与法兰组对焊接时焊接质量无法保证;
3、2)矩形管挤压时壁厚不均,力学性能大打折扣;
4、3)采购成本上,挤压成型的矩形管为同厚度钢板的2倍;
5、4)一致性太差,难以实现流水线作业和自动化焊接。
6、综合以上多方面因素考虑,高质量的矩形管自动化焊接是挤压矩形管的最佳替代品。授权公告号为cn206520499u的中国实用新型公开了另一种矩形梁双枪焊接装置,该实用新型自动化程度低。
技术实现思路
1、本发明旨在解决上述技术问题,从而提供一种矩形梁的自动化焊接方法,大幅度降低材料成本,保证尺寸精度、提高力学性能。
2、本发明解决其技术问题,采用的技术方案是:
3、一种矩形梁的自动化焊接方法,包括如下步骤:
4、a、板材校平;
5、b、下料;
6、c、二次校平;
7、d、开坡口
8、将板材焊缝两侧除锈、清理,开坡口;
9、e、折弯
10、用折弯机将板材进行折弯,折成c型槽状;
11、f、一体机组对
12、将两个c型槽焊件对扣安装在组装焊接一体机上并固定;
13、g、机器人示教编程
14、两个c型槽焊件的长焊缝打底焊采用单面焊双面成型,添加search start指令、touch offset指令和track tast指令;
15、h、同步小车编程
16、对同步小车的运动速度进行编程,同步小车和机器人焊接工艺速度值同步;
17、i、再生焊接:程序示教完成后,后续生产时调用相对应的程序即可完成焊接。
18、采用上述技术方案的本发明与现有技术相比,有益效果是:
19、大幅度降低材料成本,保证尺寸精度、提高力学性能,自动化程度高,采购周期不受限制,更方便控制生产周期。
20、进一步的, 本发明的优化方案是:
21、所述步骤a中,采用平板机进行校平。
22、所述步骤b中,采用激光切割机下料。
23、任意两个所述c型槽焊件的坡口错边精度在±0.3mm之内。
24、所述同步小车位于两个c型槽焊件构成的矩形通孔内,同步小车安装有信号感应开关。
25、所述步骤i中,焊接时在同步小车上加载铜垫板,铜垫板开设槽口且垫设在坡口下方。
26、多层多道焊接时,将温度监测仪的温度信号写入机器人程序以精准控制层间温度。
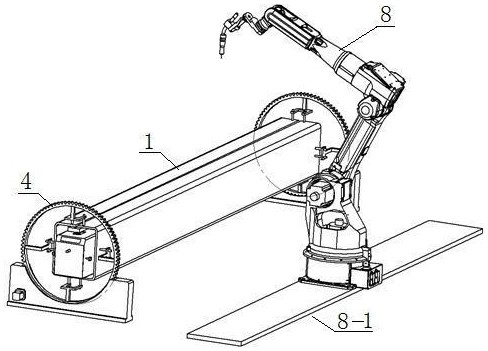
27、所述组装焊接一体机包括底座、定位齿圈和定位组件,底座的两端转动安装有定位齿圈,底座的一端安装有与定位齿圈啮合的主动齿轮,主动齿轮安装在驱动机构上,定位齿圈的内环面安装有呈十字形布设的定位组件。
28、所述定位组件包括固定杆、固定板和压紧螺杆,固定杆径向固接于定位齿圈的内环面,固定杆的内端固接u形的固定板,压紧螺杆与固定板螺接。
技术特征:1.一种矩形梁的自动化焊接方法,包括如下步骤:
2.根据权利要求1所述的矩形梁的自动化焊接方法,其特征在于:所述步骤a中,采用平板机进行校平。
3.根据权利要求1所述的矩形梁的自动化焊接方法,其特征在于:所述步骤b中,采用激光切割机下料。
4.根据权利要求1所述的矩形梁的自动化焊接方法,其特征在于:任意两个所述c型槽焊件的坡口错边精度在±0.3mm之内。
5.根据权利要求1所述的矩形梁的自动化焊接方法,其特征在于:所述同步小车位于两个c型槽焊件构成的矩形通孔内,同步小车安装有信号感应开关。
6.根据权利要求1所述的矩形梁的自动化焊接方法,其特征在于:所述步骤i中,焊接时在同步小车上加载铜垫板,铜垫板开设槽口且垫设在坡口下方。
7.根据权利要求1所述的矩形梁的自动化焊接方法,其特征在于:多层多道焊接时,将温度监测仪的温度信号写入机器人程序以精准控制层间温度。
8.根据权利要求1所述的矩形梁的自动化焊接方法,其特征在于:所述组装焊接一体机包括底座、定位齿圈和定位组件,底座的两端转动安装有定位齿圈,底座的一端安装有与定位齿圈啮合的主动齿轮,主动齿轮安装在驱动机构上,定位齿圈的内环面安装有呈十字形布设的定位组件。
9.根据权利要求8所述的矩形梁的自动化焊接方法,其特征在于:所述定位组件包括固定杆、固定板和压紧螺杆,固定杆径向固接于定位齿圈的内环面,固定杆的内端固接u形的固定板,压紧螺杆与固定板螺接。
技术总结本发明涉及焊接,特别是一种矩形梁的自动化焊接方法。包括如下步骤:A、板材校平;B、下料;C、二次校平;D、开坡口;E、折弯,用折弯机将板材进行折弯,折成C型槽状;F、一体机组对,将两个C型槽焊件对扣安装在组装焊接一体机上并固定;G、机器人示教编程;H、同步小车编程,对同步小车的运动速度进行编程,同步小车和机器人焊接工艺速度值同步;I、再生焊接:程序示教完成后,后续生产时调用相对应的程序即可完成焊接。本发明大幅度降低材料成本,保证尺寸精度、提高力学性能,自动化程度高,采购周期受限制,更方便控制生产周期。技术研发人员:李松奕,李小会,王宏利,陈阳受保护的技术使用者:唐山陆凯科技有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/292001.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。