射束切割方法、计算机程序和射束切割设施与流程
- 国知局
- 2024-09-11 14:37:04
背景技术:
1、本发明涉及一种射束切割方法,其中,通过检测至少一个品质参数来执行至少一个切割过程。本发明还涉及一种用于开环控制射束切割设施的计算机程序。此外,本发明涉及一种射束切割设施。
2、例如从de 10 2019 106 939 a1或de 10 2013 218 421 a1已知上述类型的射束切割方法。
3、de 10 2019 106 939 a1尤其描述了一种加工状态适配设备的机器学习设备。机器学习设备观察激光加工中的激光加工状态数据和(表示辅助气体的压力损失或流量的目标偏差的)气体目标偏差数据作为表示环境的当前状态的状态变量。然后,机器学习设备检测用于确定基于激光加工状态加工过的工件的品质的确定数据,并且通过使用确定数据和观察到的状态变量来相互结合地学习辅助气体的压力损失或流量的目标偏差以及激光加工中的激光加工状态的适配。
4、从de 10 2013 218 421 a1已知一种用于监测、尤其是闭环控制工件上的切割过程的设备。该设备包括:用于将高能激光束、尤其是激光束聚焦到工件上的聚焦元件;用于检测工件上的待监测区域的图像检测装置,该区域包括高能射束与工件的相互作用区域;以及评估装置,该评估装置被设计成借助检测到的相互作用区域来获取切割过程、尤其是在切割过程中形成的切缝的至少一个特征参量。该设备附加地可以包括开环控制和/或闭环控制装置,以用于根据获取到的至少一个特征参量来开环控制和/或闭环控制切割过程的参数。
5、从de 10 2019 220 478 a1已知一种用于获取激光切割机的切割参数的方法。ds16791-3423-cn
6、该方法包括以下步骤:
7、a)接收至少一个机器参数、至少一个过程参数和/或至少一个材料参数;
8、b)输出可由激光切割机切割的激光切割边缘的、可被切割参数影响的特性;
9、c)接收特性的权重;
10、d)使用该至少一个机器参数、该至少一个过程参数和/或该至少一个材料参数以及使用经加权的特性来获取切割参数。
11、ep 2 163 339 a1描述了一种激光切割设施,该激光切割设施用于利用激光束沿切割线以可变的切割速度切割工件。激光切割设施包括:可运动的加工头,用于使激光束置于相应的工件上;用户接口,用于指定相应的切割线以及指定激光束最小轨迹精度;以及开环控制设备,用于开环控制加工头沿切割线相对于相应的工件的运动并且用于开环控制切割过程的多个过程参量,在运动时在切割过程期间可以产生激光束沿切割线的切割轨迹。过程参量的第一子集仅包括对激光束的可供用于切割的功率有影响的一个或多个过程参量。过程参量的第二子集仅包括对激光束的可供用于切割的功率没有影响的一个或多个过程参量。第二子集的至少一个过程参量可以借助于开环控制设备根据至少一个可变的开环控制参数来控制,其相应的值可以由开环控制设备根据该开环控制设备中所实行的规则、根据加工头的速度的各个记录值中的至少一个值来确定。
12、在射束切割过程中、例如在激光切割时,尽管存在对切割过程的过程参数的主动闭环控制,然而足够强烈且快速产生的干扰仍可能导致切割错误并且可能降低射束切割设施的进一步的切割能力。即使在没有闭环控制、即利用固定地预先给定的过程参数进行切割时,干扰仍可能影响切割能力。这两者可能导致:在再次开始时,尽管存在主动的闭环控制,但在闭环控制的切割过程中仍发生切割错误并且需要操作人员手动干预,以恢复射束切割设施的切割能力。
13、发明目的
14、本发明的目的在于改进执行射束切割过程的可靠性。
15、ds16791-3423-cn
技术实现思路
1、根据本发明,该目的通过根据权利要求1所述的射束切割方法、根据权利要求14所述的计算机程序和根据权利要求15所述的射束切割设施来实现。从属权利要求和说明书给出有利的变体或实施方式。
2、根据本发明,提出了一种射束切割方法。优选地,射束切割方法是激光切割方法。替代性地,该方法例如可以是等离子切割方法、火焰切割方法或水射流切割方法。在此通过使射束、尤其激光束指向工件来切断优选板状或管状的工件。
3、通过检测至少一个品质参数来执行至少一个切割过程。切割过程在此尤其被理解为在切分(trennschnitt)开始与结束之间的过程,在该过程中,在厚度方向上切断工件。典型地,在根据本发明的方法的范围内,执行多个切割过程。多个切割过程可以在同一工件或不同的工件上执行。该至少一个品质参数描述了切分的品质。该至少一个品质参数尤其可以选自:是否存在切分(即,是否在厚度方向上完全切断工件)、切割缝隙的宽度和/或进展形式(例如呈周期性摆动的)、切割前沿的倾斜度和/或切割前沿的形状。
4、在至少一个过程参数、优选多个过程参数的参数空间中限定工艺窗口。工艺窗口描述参数空间中的如下范围:在该范围内,可以基于预先信息来预期成功的且品质好或至少令人满意的切割。工艺窗口可以是参数空间中的点。工艺窗口尤其可以被预先限定为参数空间中的点。在进行适配时,工艺窗口可以保持为点或被扩展成经限界的范围。应理解的是,工艺窗口替代性地还可以被预先限定为参数空间中的经限界的范围,并且在进行适配时,这样的范围可以得以保留或收缩成点。过程参数尤其可以选自:进给速度、激光功率、焦点位置、焦点直径、喷嘴与工件的距离、和/或切割气体的气压和/或切割气体的气体成分。
5、优选地,工艺窗口取决于在其上执行该方法的射束切割设施的机器特性、和ds16791-3423-cn
6、/或由待切割的工件的工件特性预先限定。由此可以考虑到,这些特性可能影响过程参数的要应用于成功切割的值。机器特性可以选自:切割头的类型、激光束的波长和/或最大功率、切割气体的类型和/或成分、喷嘴的类型、光缆的类型和/或切割光学器件的类型。替代性地或附加地,机器特性可以选自:
7、-焦点位置与额定值的偏差,例如由光学器件的加热、保护玻璃的污染等引起(于是实际的焦点位置不再与所设定的焦点位置相对应,附加地射束直径可能发生变化);
8、-激光束相对于喷嘴的偏心度(这可能导致与方向的相关性),
9、-喷嘴上的缺陷,例如料渣粘附(这可能干扰气体射流和熔体排出),
10、-存在处于切割过程的工艺区的正下方的支撑隔片(这可能引起问题,尤其是在被用坏或粘附有料渣的隔片上),和/或
11、-切割气体的纯度或切割气体中的杂质的类型和/或量。
12、工件特性可以选自:工件的材料、工件的厚度、工件的温度和/或工件的表面质地。
13、根据本发明,该至少一个切割过程有时以非闭环控制的操作进行、而有时以闭环控制的操作进行。
14、非闭环控制的操作还可以被称为开环控制的操作。在非闭环控制的操作中,在工艺窗口内选择一个或多个过程参数。在前馈控制的意义上通过在工艺窗口内预设一个或多个过程参数在没有品质参数反馈的情况下对非闭环控制的操作进行开环控制。尤其可以提出,在相应的非闭环控制的操作阶段内,过程参数不发生变化。
15、在闭环控制的操作中,过程参数可以处于工艺窗口之外。在闭环控制的操作中,根据检测到的品质参数使一个或多个过程参数发生变化。这可以在反馈控制的意义上通过闭合的闭环控制回路来进行。闭环控制的目标例如可以是,在切割品质没有发生明显变化的情况下提高切割速度(进给速度)。闭环控制尤其可以ds16791-3423-cn
16、被设定成使其尽可能有成效地进行,即在工艺窗口内以尽可能高的进给进行。替代性地,闭环控制例如可以被设定成使其尽可能稳健地进行,即选择工艺窗口中的点,在该点处必须尽可能强烈和/或快速地发生干扰,以引导工艺离开在其中获得成功且品质好的切割的品质窗口(例如倾向于使得进给略低的闭环控制)。
17、根据本发明,利用对该至少一个切割过程的至今为止的流程的认识来适配工艺窗口。对于随后的非闭环控制的操作,在经适配的工艺窗口内选择过程参数。在适配工艺窗口时,可以改变其边界或边缘。
18、尤其可以在闭环控制的操作中借助过程参数的变化来适配工艺窗口。因此,可以考虑到:根据具体的切割过程的情况,可以在没有危害切割过程的成功的情况下离开之前限定的工艺窗口;或者本来在之前限定的工艺窗口内就无法确保切割过程的成功。优选地,持续地适配工艺窗口。
19、替代性地或附加地,可以借助该至少一个品质参数的变化来适配工艺窗口的边界。为此,可以在非闭环控制或闭环控制的操作中检测该至少一个品质参数的变化。因此,可以考虑到自发或独立于过程参数的变化而发生的品质变化(例如保护玻璃上的飞溅物或喷嘴上的料渣粘附物)或连续变化(例如光学器件的加热)并且补偿其影响。
20、通过适配工艺窗口,将之前的切割过程的经验纳入对随后非闭环控制的操作的过程参数的确定。因此,使用经适配的工艺窗口增大了切割过程的可靠性并且可以提高切割品质。切割过程的进程中的干扰(至今为止必须通过操作人员手动干预被消除)在根据本发明的方法中通过自适应地适配工艺窗口得到补偿。换言之,之前的切割过程的经验有助于对当前工艺窗口的确定,即当前的工艺窗口是现有信息的函数(例如所有的时间曲线,相关且可供使用的所有参量,例如过程参数、传感装置的品质参数,如切割方向、切割地点等参数)。根据操作类型,在闭环控制和非闭环控制的操作中,在当前的工艺窗口内继续进行切割过程;为ds16791-3423-cn
21、此可以限定适当的规定。
22、特别优选地,连续或迭代地适配工艺窗口。由此实现,工艺窗口始终与当前的条件相对应。因此,可以实现特别高的工艺稳定性。例如可以在有多个切割断裂的情况下分别进行增量适配。
23、优选地,与地点相关和/或与方向相关地检测过程参数在闭环控制的操作中的变化和/或该至少一个品质参数的变化。可以对应地与地点相关和/或与方向相关地适配工艺窗口。由此可以考虑并且补偿切割设施在其作业空间中的各向异性或不均匀性。替代性地或附加地,与时间相关地检测过程参数在闭环控制的操作中的变化和/或该至少一个品质参数的变化,并且可以与时间相关地适配工艺窗口。
24、在适配工艺窗口时,还可以考虑到:有关切割地点或切割方向的信息存在或过去了多久。当仅几秒之前在同一切割方向上进行了切割时,更有可能的是,机器仍处于类似的状态下,而在一分钟或更长的时间之前进行的切割则更有可能使机器不再处于同一状态下。因此,工艺窗口还可以是现有信息的时间曲线的函数。因此,在适配工艺窗口时可以考虑时间方面。
25、可以提出的是,在机器配置发生变化时适配工艺窗口。机器配置的变化尤其被理解为射束切割设施的部件(例如喷嘴或保护玻璃)的更换或清洁。因此,新的或受损的或被污染的部件对切割过程的不同影响可以被考虑在内。热效应(例如由温度引起的焦点位置变化)也可以被视为机器配置的变化。由此可以应对由于切割设施在操作中升温或在操作中断时降温而导致的反复性效果。
26、在发生预先限定的(与工艺或切割相关的)事件时,可以以预先限定的方式适配工艺窗口。预先限定的事件例如可以是切割断裂(尤其是喷嘴与工件或设施部件的碰撞)或手动进行的参数改变。通过应用对这样的事件适用的对工艺窗口的修正,可以实现,在对应的事件之后在非闭环控制的操作中仍可以实现可靠的ds16791-3423-cn
27、切割过程。在参数值未发生变化的情况下,这样的事件可能随后相应地造成切割错误。
28、为了适配工艺窗口,可以预先限定允许范围。由此可以实现,工艺窗口不会移动到远超过常见参数值的范围内。尤其可以防止在一个步骤中(在进行唯一的适配时)工艺窗口过度移动。由此可以避免,单独的事件使工艺窗口移动到不适合用于在非闭环控制的操作中进行随后切割的范围内。由此,附加地还可以防止使用例如错误的设置,例如设定错误的板材厚度、无意地装载了两个板材、或为正确的板材厚度选择错误的参数集等。
29、可以提出,当经适配的工艺窗口和/或在闭环控制的操作中所设定的过程参数到达允许范围的边界时,中断切割过程和/或输出消息。就此而言,在允许范围的边界处选择过程参数被理解为且被用作对严重干扰或功能失效的警示。
30、可以在预先限定的情况下应用非闭环控制的操作。由此考虑到:在闭环控制的操作中所设置的闭环控制策略中在某些状况下无法令人满意地处理切割过程中的特定情况。相对于此,(在必要时经适配的)工艺窗口内的过程参数的预设允许在预先限定的情况下安全地执行切割过程。在预先限定的情况过去之后,原则上切换到闭环控制的操作。在经适配的工艺窗口内执行非闭环控制的操作明显地提高了安全性,使得切割过程处于可以基于此进行闭环控制的稳定状态。
31、可以提出,在非闭环控制的操作中开始切割过程、尤其是每个切割过程。(在必要时经适配的)工艺窗口在此确保成功开始切割过程。切割过程的成功开始为在闭环控制的操作中对过程参数的随后适配提供基础。
32、可以提出,在非闭环控制的操作中进行对切割方向的方向变化,该方向变化超过预先限定的时间或空间梯度或预先给定的曲率。这种快速的方向变化可能使得激光切割设施暂时无法被测量并且因此无法被闭环控制,或者闭环控制由于其ds16791-3423-cn
33、惯性而无法使工艺在转弯时或在转弯后仍保持在品质窗口内。因此为了成功执行切割过程,在对应强烈的方向变化之前就切换成非闭环控制的操作;在方向变化结束之后,继续在闭环控制的操作中进行切割过程。
34、只要工艺窗口包括参数空间中的某个范围,就可以与工艺窗口的边界具有安全缓冲地选择非闭环控制的操作中的过程参数。这进一步提高了切割方法的可靠性。
35、安全缓冲可以取决于生产模式的类型。藉由生产模式可以设定方法实施的重点是使可靠性最大化还是提高生产率。生产模式例如可以是用于无人操作的安全模式或用于提高生产率的生产模式。在安全模式中,预先给定的安全缓冲比在生产模式中更大。
36、替代性地或附加地,安全缓冲可以取决于从上次适配工艺窗口的相应边界以来所过去的时间。由此考虑到:机器特性或工件特性可以随时间变化而变化。当工艺窗口的边界的上次适配过去很久时,这些变化可能仍未纳入对工艺窗口的确定中。
37、还落入本发明范围内的是,一种包含程序指令的计算机程序,当在射束切割设施、尤其是激光切割设施的开环控制装置上执行该计算机程序时,这些程序指令促使该射束切割设施执行根据本发明的上述方法。计算机程序允许简单地改装现有的射束切割设施以执行根据本发明的方法。
38、同样落入本发明的范围内的是,一种计算机可读的存储介质,在该存储介质上存储有根据本发明的计算机程序。
39、此外,还落入本发明范围内的是,一种具有开环控制装置的射束切割设施、尤其是激光切割设施,该射束切割设施被配置成用于执行根据本发明的上述方法。射束切割设施可以具有切割头,该切割头可以相对于用于固持工件的工件接ds16791-3423-cn
40、纳部运动。切割头可以具有用于光学器件的保护玻璃。切割头可以具有喷嘴,切割气体可以经该喷嘴指向工件。射束切割设施可以具有一个或多个传感器以用于检测至少一个品质参数。
41、本发明的其他特征和优点从权利要求、说明书和附图得出。根据本发明,上述以及还将进一步阐述的特征可以各自单独地或多个任意便利组合地使用。所示出的和所描述的实施方式不应理解为穷尽的列举,而是更确切地说对于解说本发明而言具有示例性特征。
42、具体实施方式和附图说明
43、在附图中展示了本发明并且借助实施例对本发明进行描述。在附图中:
44、图1以示意性侧视图示出根据本发明的射束切割设施;
45、图2以示意性俯视图示出图1的射束切割机;
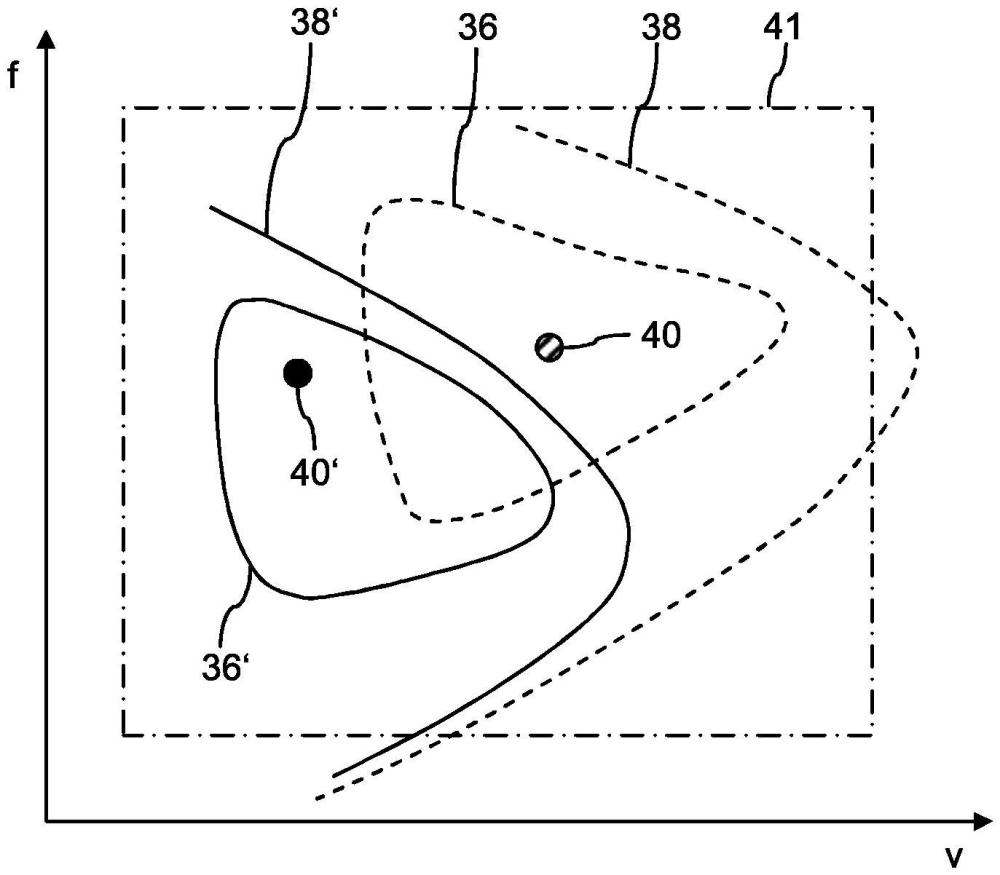
46、图3示出最初预先给定的工艺窗口以及在过程参数的参数空间中具有适配的边界的工艺窗口的示意图;
47、图4示出根据本发明的切割方法的示意性流程图。
48、图1示出射束切割设施,该射束切割设施在此是激光切割设施10。在激光切割设施10的工件接纳部12上固持有工件14,在此为板材,还参考图2。激光切割设施10具有切割头16。切割头16可以沿多个平移轴18、20、22相对于工件接纳部12行进。此外,切割头16可以以未详细展示的方式绕一个或多个转动轴线旋转。
49、为了切割工件14,切割头16发送激光束24。借助于激光束24,沿轨迹26切断工件14。切分将在穿刺点27处开始。轨迹26在此示例性地被展示为闭合的轮廓。替代性地,轨迹可能具有彼此分离的多个加工区段和位于其间的转换路线(未详细展示)。为了支持用激光束24加工工件14,切割头16可以具有喷嘴28。切割气体可以通过喷嘴28被吹向工件14。切割头16还可以具有用于未详细展示ds16791-3423-cn的光学器件的保护玻璃29。
50、激光切割设施10具有开环控制装置30。开环控制装置30使得通过预设和适配各种过程参数来执行切割过程。这些过程参数中的两个过程参数例如可以是进给速度v和焦点位置f(即激光束24的焦点相对于工件14的位置),参考图3。另外的过程参数可以是激光功率、焦点直径、切割气体从喷嘴28射出之前的气压、切割气体通过喷嘴28的质量流和/或喷嘴距工件14的距离34。过程参数总体上扩展成三维的参数空间,在图3中示例性地示出了该参数空间的二维投影。
51、此外,激光切割设施10具有传感器系统32。传感器系统32可以包括未详细展示的多个传感器以用于获取切割过程的品质参数。传感器例如可以布置在切割头16中或其上。这些传感器中的一些传感器还可以布置在激光切割设施10上的其他位置或布置在其周围环境中。传感器系统32尤其可以具有光学传感器、尤其是相机。传感器系统32优选地能够实现:获取切割边缘品质、切口的宽度、切割前沿倾斜度和/或是否存在切分或切割错误。
52、为了执行切割方法,在过程参数的参数空间中预先给定工艺窗口36(参见图3),参考图4中的步骤102。首先,针对与激光切割设施10和工件14的标称状态相对应的、未受干扰的状态来限定工艺窗口36。在此,可以考虑诸如切割头16的类型、激光束24的波长、切割气体的类型和/或喷嘴28的类型等机器特性。此外,可以考虑诸如工件14的材料、工件14的厚度和/或工件14的表面质地等工件特性。
53、在图3中还标示了切割过程从成功进程转换成失败进程的品质边界38。在此,在品质边界38的左侧实现具有足够品质的切分,而在品质边界38的右侧发生切割错误。工艺窗口36在多维的参数空间中处于可以成功执行具有足够品质的切分的那个范围内。尤其可以预先给定与品质边界38相距一定距离的工艺窗口36。由此可以实现品质高的切分。
54、ds16791-3423-cn
55、在工艺窗口36内,在步骤104中选择作业点40。作业点40可以被预先给定成与工艺窗口36的边界或边缘具有安全缓冲。该安全缓冲可以根据生产模式的生产性要求或可靠性要求来选择。
56、借助根据作业点40所选择的过程参数,切割过程在穿刺点27处开始,参考步骤106。因此,切割开始是在过程参数固定的、没有品质参数反馈的非闭环控制的操作中进行的。如有可能,还在非闭环控制的操作中由传感器系统32检测品质参数,参考图4中的整体步骤108。
57、在切割了具有预先给定的过程参数的轨迹26的一小段之后,切换至闭环控制的操作。在另外的进程中,通过反馈由传感器系统32检测到的品质参数并且随着与预先给定的闭环控制策略相对应的过程参数变化来以闭环控制的方式进行切割过程,参考步骤110。在此,过程参数可以离开最初预先给定的工艺窗口36。
58、在切割过程的进程中可能产生干扰。例如飞溅物可能污染保护玻璃29。开环控制装置30借助传感器系统32检测到的品质参数的劣化来识别这一点。由于干扰,品质边界38'在参数空间中的位置可能发生变化。
59、因此,开环控制装置在闭环控制的操作中跟适配过程参数发生反应。例如,可以减小进给速度v,将焦点位置f置于距离工件14更近的地方,并且增大激光功率。
60、借助这样改变的过程参数值,在步骤112中适配工艺窗口,从而使其获得在图3中被标记为36'的尺寸、形状和位置。在此,对工艺窗口36'的适配可以连续或重复地进行。尤其还可以考虑作业空间中和/或切割方向上的当前加工位置,使得与地点或方向相关和/或与时间相关地获得不同的工艺窗口(未详细展示)。对工艺窗口36'的适配可以被限制在允许范围41中。
61、ds16791-3423-cn
62、在另外的进程中,轨迹26可能具有急剧的方向变化42。在所选的闭环控制策略和如此剧烈的方向变化中可能存在产生切割断裂的危险,例如在与方向的相关性很大并且闭环控制太过迟钝时或者在激光切割设施在如此急剧变化的曲线中无法测量时。因此,在再次执行步骤104时,在经适配的工艺窗口36'中选择新的作业点40'。方向变化42的范围内的切割过程然后在非闭环控制的操作中进行,参考步骤114,其中,在经适配的作业点40'处选择过程参数。当激光切割设施10的动态特性在方向变化42的范围内无法实现与作业点40'相对应地选择进给速度时,在那里可以以更低的进给速度执行切割过程。于是,可以附加地适配另外的过程参数(例如激光功率),以便即使在进给更小的情况下也能实现好的品质。于是,作业点40'的进给速度用作极限值,在方向变化42的范围内不超过该极限值。只要动态特性允许,就在非闭环控制的操作中将进给速度设定成与作业点40'相对应的值。
63、在经过了剧烈的方向变化42之后,再次切换到根据步骤110的闭环控制的操作。在切换到闭环控制的操作之前,进给速度例如可以在工艺窗口36'的与方向相关的范围内达到在之前闭环控制的操作中在该方向上最后应用的值。替代性地,还可以选择更低的值,以实现更高的安全性,尤其是在最后的切割已在新的方向上过去了很长时间的情况下。
64、在切割过程的进一步进程中,可以在工件14上重复上述流程。对于在工件14或另一个工件上再次进行穿刺的进一步的切割过程,也以如上所述方式进行,其中,在步骤104中相应地在当前的工艺窗口36'内选择作业点。
65、在清洁或更换了被污染的保护玻璃29时,适配工艺窗口36'。尤其是,在此期间没有发生其他干扰时,其边界可以再次与工艺窗口36的边界相对应。
66、还可以提出,在发生特定事件时,例如在喷嘴28与工件14发生碰撞时或在ds16791-3423-cn
67、发生切割断裂时,对工艺窗口进行预先限定的适配。因此,例如对于切割断裂可以提出,将经适配的工艺窗口中的进给速度相比于发生切割断裂的进给速度降低特定的量或系数。在闭环控制的操作和非闭环控制的操作中均可能发生这样的切割断裂,例如由于料渣粘附在喷嘴28上,这会影响切割气体的流通。为了能够实现继续切割并避免在消除起因之前再次发生切割断裂,对应地修改工艺窗口。
68、总而言之,射束切割方法包括非闭环控制的操作模式(步骤104、106、114)和闭环控制的操作模式(步骤110)。在这两个操作模式中,检测用于切割过程的品质参数。在非闭环控制的操作中,将过程参数设定到自适应的工艺窗口内的作业点。在闭环控制的操作中,基于预先给定的闭环控制策略、通过观察品质参数来使过程参数发生变化,其中,这些过程参数可能超过至今为止的工艺窗口的边界。在闭环控制的操作中的过程参数的变化被用于在非闭环控制的操作中适配工艺窗口的边界。以经适配的工艺窗口内的作业点来进行非闭环控制的操作的下一阶段。因此,在非闭环控制的操作的不同阶段中的过程参数通常彼此不同。
69、附图标记清单
70、激光切割设施 10
71、工件接纳部 12
72、工件 14
73、切割头 16
74、平移轴18,20,22
75、激光束 24
76、轨迹 26
77、穿刺点 27
78、喷嘴 28
79、保护玻璃 29
80、开环控制装置 30
81、传感器系统 32
82、距离 34
83、工艺窗口36,36'
84、品质边界38,38'
85、作业点40,40'
86、允许范围 41
87、方向变化 42
88、进给速度v
89、焦点位置f
90、102:限定工艺窗口
91、104:在工艺窗口中选择作业点
92、106:非闭环控制地开始切割过程
93、108:检测品质参数
94、110:以闭环控制的方式进行切割
95、112:适配工艺窗口
96、114:以非闭环控制的方式进行切割
本文地址:https://www.jishuxx.com/zhuanli/20240911/291594.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。