层叠造型物的制造方法及制造装置、控制支援装置以及程序与流程
- 国知局
- 2024-09-11 14:37:03
本发明涉及层叠造型物的制造方法及制造装置、控制支援装置以及程序。
背景技术:
1、近年来,利用使用3d打印机的层叠造型进行的部件制造的需求提高,面向使用金属材料的造型的实用化正在推进研究开发。将金属材料层叠造型的3d打印机例如使用激光或电弧等热源,使金属粉末体或金属丝熔融以及凝固并层叠焊接金属(焊道),从而制作期望的形状的层叠造型物。然而,在使用金属材料的层叠造型中,金属组织、硬度等材料特性容易根据制造条件而变化,存在构成层叠造型物的金属材料的特性从预期的特性显著地变化的可能性。于是,已知有一种层叠造型装置,其为了监视层叠造型物的材料特性,而计测在工件上己形成的层叠造型物的计测位置处的高度,并根据该计测位置的高度,控制新层叠焊接金属的加工条件(专利文献1)。
2、现有技术文献
3、专利文献
4、专利文献1:日本国专利第6576593号公报
技术实现思路
1、发明要解决的课题
2、在使用焊炬层叠焊道的层叠造型的情况下,大多在造型中将焊炬设为各种姿势并从各种方向形成焊道,因此谋求焊道形状的高水准的管理。根据上述的专利文献1,通过根据计测出的高度控制加工条件,从而能够有助于焊道的形状精度的提高。
3、然而,在计测器搭载于焊炬的结构中,有时根据层叠造型时的焊炬的姿势、焊接方向等,存在于焊炬周围的障碍物成为计测的障碍,由计测器进行的计测无法实施、或者即使能够实施计测数据的可靠性也降低。
4、另外,在层叠造型中从造型物的品质维持、装置控制的观点出发,期望始终管理层叠高度等形状指标。在高度的管理中例如能够使用激光传感器,但在造型复杂形状的部件、由多个物体构成的部件的情况下,需要进行针对每个部位的高度管理,处理繁杂化。并且,在层叠造型中,有时在产生了某些干扰(例如装置异常的产生、断续的造型的情况等)的情况下,造型形状局部地从预想形状偏离。在该情况下,谋求对该形状的偏移进行补充。
5、于是,本发明的目的在于提供对从计测器得到的计测结果与从轨道计划提取的状态转移进行综合,求出精度更高的形状指标而更新轨道计划、或在始终管理形状指标的同时反复进行焊道的层叠,从而能够制造高精度的层叠造型物的层叠造型物的制造方法及制造装置、控制支援装置以及程序。
6、用于解决课题的方案
7、本发明由下述的结构构成。
8、(1)一种层叠造型物的制造方法,其利用造型装置基于预先设定的轨道计划反复层叠使填充材料熔融以及凝固而形成的焊道,其中,
9、所述层叠造型物的制造方法包括:
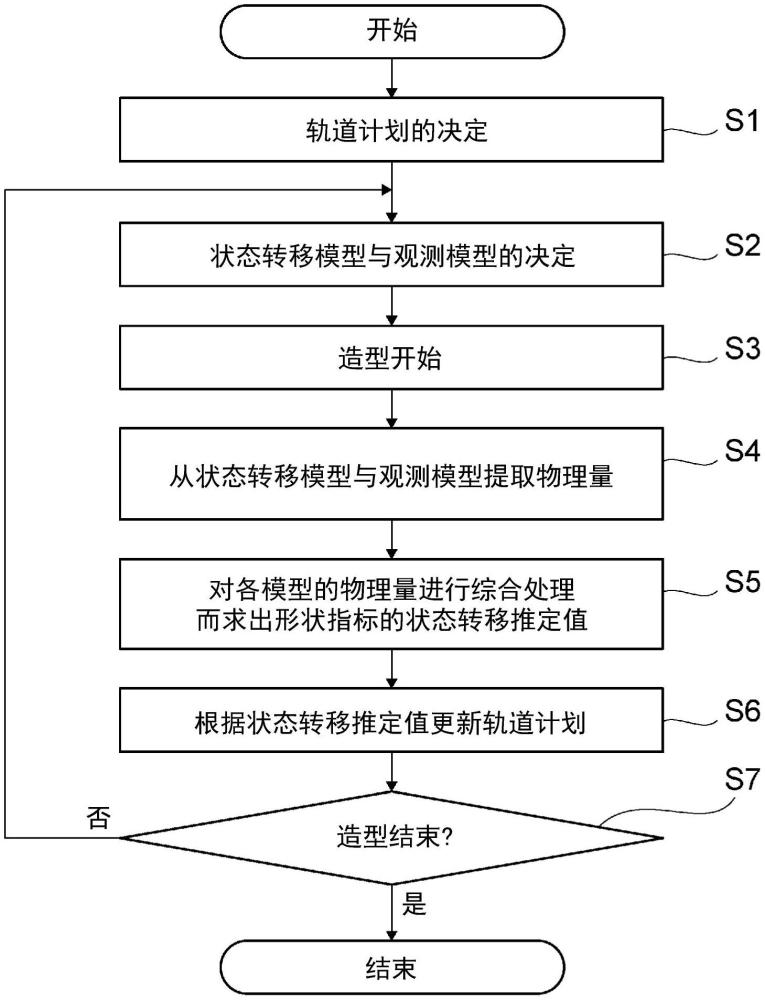
10、设定根据从所述造型装置所具有的至少一个以上的计测器收集到的计测信息得到的观测模型以及从所述轨道计划提取的表示所述层叠造型物的形状指标的状态转移的状态转移模型的工序;
11、从所述观测模型提取所述形状指标的观测物理量并从所述状态转移模型提取所述形状指标的状态物理量的工序;
12、对所述观测物理量与所述状态物理量进行综合处理而求出所述形状指标的状态转移推定值的工序;以及
13、根据所述状态转移推定值而更新所述轨道计划所确定的所述焊道的形成条件的工序。
14、(2)一种层叠造型物的制造装置,其基于预先设定的轨道计划反复层叠使填充材料熔融以及凝固而形成的焊道,其中,
15、所述层叠造型物的制造装置具备:
16、模型设定部,其设定根据从至少一个以上的计测器收集到的计测信息得到的观测模型以及从所述轨道计划提取的表示所述层叠造型物的形状指标的状态转移的状态转移模型;
17、物理量提取部,其从所述观测模型提取所述形状指标的观测物理量并从所述状态转移模型提取所述形状指标的状态物理量;
18、综合处理部,其对所述观测物理量与所述状态物理量进行综合处理而求出所述形状指标的状态转移推定值;以及
19、控制条件更新部,其根据所述状态转移推定值而更新所述轨道计划所确定的所述焊道的形成条件。
20、(3)一种控制支援装置,其支援(2)所述的层叠造型物的制造装置的控制,其中,
21、所述观测模型包括从对所述层叠造型物的形状指标进行计测的传感器收集、并表示所述层叠造型物的被计测出的所述形状指标的点群数据,
22、所述状态转移模型包括表示基于所述轨道计划的所述层叠造型物的形状指标的计划形状数据,
23、所述控制支援装置具备:
24、数据取得部,其从所述观测模型取得所述点群数据并从所述状态转移模型取得所述计划形状数据;
25、运算部,其将取得的所述点群数据分割为多个单位分区,将取得的所述计划形状数据分割为与所述单位分区对应的区域,并算出所述点群数据与所述计划形状数据的针对每个所述单位分区的差量值;
26、提取部,其提取多个所述单位分区中的所述差量值比预先设定的阈值大的单位分区;以及
27、信息输出部,其将提取出的所述单位分区以及与该单位分区对应的所述差量值的信息输出。
28、(4)一种程序,其使计算机执行利用造型装置基于预先设定的轨道计划反复层叠使填充材料熔融以及凝固而形成的焊道的层叠造型物的制造步骤,其中,
29、所述程序使所述计算机实现:
30、设定根据从所述造型装置所具有的至少一个以上的计测器收集到的计测信息得到的观测模型以及从所述轨道计划提取的表示所述层叠造型物的形状指标的状态转移的状态转移模型的功能;
31、从所述观测模型提取所述形状指标的观测物理量并从所述状态转移模型提取所述形状指标的状态物理量的功能;
32、对所述观测物理量与状态物理量进行综合处理而求出所述形状指标的状态转移推定值的功能;以及
33、根据所述状态转移推定值而更新所述轨道计划所确定的所述焊道的形成条件的功能。
34、(5)一种程序,其使计算机执行利用造型装置基于预先设定的轨道计划反复层叠使填充材料熔融以及凝固而形成的焊道的层叠造型物的制造步骤,其中,
35、所述程序使所述计算机实现:
36、设定包括从对所述层叠造型物的形状指标进行计测的传感器收集、并表示所述层叠造型物的被计测出的所述形状指标的点群数据的观测模型以及包括表示基于所述轨道计划的所述层叠造型物的所述形状指标的计划形状数据并表示所述形状指标的状态转移的状态转移模型的功能;
37、从所述观测模型取得所述点群数据并从所述状态转移模型取得所述计划形状数据的功能;
38、将取得的所述点群数据分割为多个单位分区,将所述计划形状数据分割为与所述单位分区对应的区域,并算出所述点群数据与所述计划形状数据的针对每个所述单位分区的差量值的功能;以及
39、将算出的所述单位分区以及与该单位分区对应的所述差量值的信息输出的功能。
40、发明效果
41、根据本发明,对从计测器得到的计测结果与从轨道计划提取的状态转移进行综合,求出精度更高的形状指标而更新轨道计划、或在始终管理形状指标的同时反复进行焊道的层叠,从而能够制造高精度的层叠造型物。
本文地址:https://www.jishuxx.com/zhuanli/20240911/291593.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表