一种磁浮轨道连接套筒的批量安装系统及方法与流程
- 国知局
- 2024-09-11 14:51:23
本发明涉及磁浮轨道,具体涉及一种磁浮轨道连接套筒的批量安装系统及方法。
背景技术:
1、轨道梁是磁浮轨道的重要组成部分,为具有轨道功能面、承受列车荷载并将其传递到支承结构的梁式或板式结构。也就是说,磁浮轨道梁具备传统铁路的梁、轨两部分的作用。与传统意义的轨道列车运行相比较,磁浮列车对轨道梁的精度要求极高。
2、在高速磁浮领域内,列车磁体与轨道梁上的磁体距离直接影响磁浮力的变化,为了保证车辆在起浮与降落时升力与阻力平稳发展,同时保证在线路中段车辆的行使舒适性,对磁浮轨道梁的施工精度提出非常严苛的要求。对于磁浮轨道的轨道梁而言,其一般在内部装配磁体模组,用于为上方的运载工具提供向前的驱动力和悬浮所需的升力。磁体模组与轨道梁之间通过带有内螺纹的连接套筒进行安装,具体的,通过提前将连接套筒预埋在轨道梁侧壁,在后期安装磁体模组时,通过与磁体模组相连的螺栓旋入对应的连接套筒内以实现安装。
3、随着对超高速磁悬浮轨道技术的不断深入研究,在某些非铁路运载领域内,也逐渐开始考虑超高速磁悬浮技术的运用,这就需要建设试验段轨道来进行大量的工程测试和验证。但是,传统磁悬浮轨道的磁体模组体积过大、制作与安装十分困难的,不适用于超高速磁悬浮的试验段轨道的使用。基于此,本案申请人研发了一种新型的磁浮轨道梁结构并与本技术同日提起专利申请;该磁浮轨道梁结构具有位于中间的推进槽和位于两侧的悬浮槽,通过在推进槽内安装用于为列车提供前进动力的磁浮模组、在悬浮槽内安装用于为列车提供悬浮升力的磁浮模组,以满足高速磁浮运载工具的稳定运行。
4、但是,随着研究的不断深入和相关实验的开展,申请人发现在采用现浇法制备该磁浮轨道梁结构时,由于磁体模组的数量变多、用于安装磁体模组的凹槽变多,因此需要在槽壁模板上一次性安装数量较多的连接套筒并进行定位,而为了提高工程效率,每次现浇的轨道梁长度又不宜过短,这就导致了单侧模板的轴向长度较长、自重较大、在单侧模板上需要安装和定位的连接套筒的数量更多。以上多种不利因素的叠加,导致在用于安装磁体模组的凹槽侧壁模板上,对连接套筒的批量安装作业较为困难和繁琐,需要耗费大量的人力和时间成本。
技术实现思路
1、本发明的目的在于提供一种磁浮轨道连接套筒的批量安装系统及方法,以解决现有技术中在大长度、大自重的轨道梁模板上批量安装连接套筒时效率低下、耗费人力和时间成本的问题,实现降低批量安装连接套筒的作业难度、提高作业效率、降低人力和时间成本的目的。
2、本发明通过下述技术方案实现:
3、一种磁浮轨道连接套筒的批量安装系统,包括就位组件、安装组件;
4、所述就位组件用于将待安装连接套筒的模板就位至安装组件上;
5、所述安装组件包括边框、用于驱动所述边框升降的升降装置;所述边框内部滑动配合若干承载杆,所述承载杆的顶面与所述边框的顶面共面。
6、针对现有技术中在大长度、大自重的轨道梁模板上批量安装连接套筒时效率低下、耗费人力和时间成本的问题,本发明首先提出一种磁浮轨道连接套筒的批量安装系统,本系统工作时,首先通过升降装置将安装组件的边框调整至与就位组件匹配的高度,再通过就位组件将待安装连接套筒的模板平铺至安装组件上;然后调整各承载杆的位置,使任一承载杆均不遮挡模板上需要安装连接套筒的位置,之后自上而下从模板上方向各套筒安装孔内插入连接套筒,再通过升降装置顶升安装组件至设定高度,最后自下而上从模板下方将各连接套筒定位至模板上。其中,升降装置可通过任意现有升降方式驱动边框升降。
7、本技术通过就位组件完成对模板的放倒平铺,可解决大长度、大自重的轨道梁模板的现场操作难题,使得模板上的所有连接套筒均完成定位和安装后,再拼接相应的模板,降低批量安装连接套筒的难度。本技术由安装组件上的边框和若干承载杆共同承载轨道梁模板,从而将需要竖直安装的模板放倒平铺后进行作业,便于工作人员在水平面上完成连接套筒的批量装入,可利用重力使得各连接套筒在定位之前保持与模板之间的相对稳定,进而实现连接套筒的批量装入和批量定位,避免传统工艺需要在模板上对连接套筒逐个装入后立即完成单个连接套筒定位的缺陷。此外,本技术中的承载杆横向位置可调,因此可避免对模板上安装连接套筒的区域的遮挡、进而避免干涉连接套筒的装入,使得本技术可适应不同尺寸、大小以及连接套筒排布情况的轨道板模板使用。
8、进一步的,若干承载杆的轴线相互平行;所述边框呈长方形,所述承载杆的轴线垂直于边框的长轴。
9、由于需要安装连接套筒的轨道板模板均为用于安装磁体模组的凹槽侧壁模板,其为长条形结构,因此本方案将边框限定为长方形,可保证与相关模板的有效匹配,使得大自重模板的重力能够更均匀的分布在下方边框和承载杆上。承载杆的轴线垂直于边框的长轴,即是承载杆的轴线平行于边框的短轴,使得承载杆能够沿边框的长轴方向滑动,此种设置方式可相对增大承载杆的横向滑动范围,更有利于避开对待装入的连接套筒的干涉。
10、进一步的,所述边框内部的相对两侧壁均开设滑槽,所述滑槽的上、下两侧均封闭;所述承载杆的两端均设置有与所述滑槽相匹配的滑动部;
11、当所述滑动部滑动配合在对应的滑槽内时,所述承载杆的端面与边框内侧壁抵接、承载杆的顶面与边框顶面齐平。
12、本方案中,承载杆通过两端的滑动部实现在两侧滑槽内的滑动。其中,滑槽的上、下两侧均封闭,即是使得滑槽内部顶面的高度低于框体上表面、滑槽内部底面的高度高于框体下表面,此种设置能够使得滑动部无法自上下方向脱落滑槽范围,进而确保承载杆无法自上下方向脱离框体内部的范围。并且,承载杆的两端端面分别与边框相对两侧的内侧壁抵接,以此保证承载杆无法在水平方向上发生偏转,进而使得承载杆无法自水平方向自动脱离在框体内部的滑动配合。此外,承载杆的顶面与边框顶面齐平,以此确保各承载杆能够充分起到对模板的承托功能,避免大长度模板仅依靠四周边框承载而导致中部塌陷、进而干扰后续现浇质量的问题。
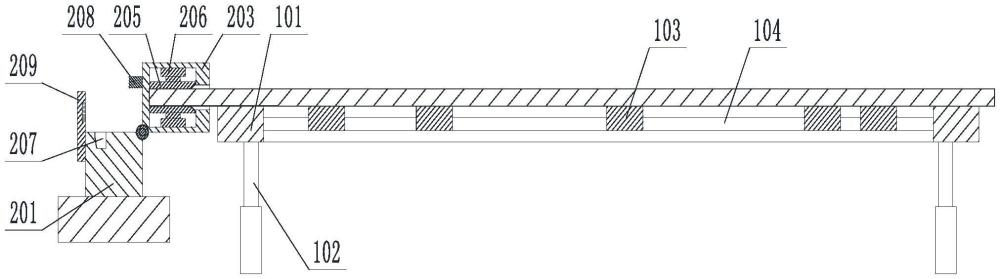
13、进一步的,所述就位组件包括基台、铰接在基台顶部的夹持机构、用于驱动所述夹持机构转动的动力装置。
14、对于长度与自重均较大的轨道梁模板而言,人力将其平铺至安装组件上难度较大,为此本方案将就位组件设置在安装组件旁,并在模版就位前通过安装组件内的升降装置调节边框高度,使框体顶面高度低于或等于夹持机构的铰接边的高度,然后通过夹持机构夹持模板底端,然后由动力装置驱动夹持机构整体翻转,带动被夹持的模板同步翻转,直至模板翻转至位于安装组件上;之后松开夹持机构对模板的夹持,将模板横向推动至脱离夹持机构的范围即可。
15、此外,本方案还可在模板上的连接套筒安装完成后,将模板端部横向推回至夹持机构内,再次由夹持机构夹持模板端部、由动力装置驱动夹持机构整体翻转,带动被夹持的模板同步翻转至竖直状态,便于吊运至组装区域进行后续的现浇作业。
16、本方案解决了长度与自重均较大的轨道梁模板需要耗费大量人力才能平铺至安装组件上的难题,同时可克服由于模板长度较大而存在的不便以横向状态吊装、导致平铺难度更大的缺陷。
17、进一步的,所述夹持机构包括与所述基台顶端等宽且铰接在基台顶部的翻转件、翻转件顶端开设夹持槽,所述夹持槽内的两侧槽壁均设置夹持板,还包括用于驱动所述夹持板向夹持槽内部方向运动的直线驱动装置。
18、本方案通过两侧的直线驱动装置,驱动两块夹持板相向运动,进而可对进入夹持槽的模板端部进行整体夹持。
19、进一步的,所述基台顶面开设第一定位槽,所述翻转件底端设置能够进入所述第一定位槽的定位凸起;所述第一定位槽远离夹持机构铰接边的一侧槽壁设置为弧面;
20、当翻转件坐落在所述基台顶端时,所述定位凸起抵接在第一定位槽靠近夹持机构铰接边的一侧槽壁。
21、由于翻转件是绕铰接边转动,因此定位凸起随翻转件同步转动,本方案通过第一定位槽槽壁的弧面以保证定位凸起能够顺利的进出第一定位槽。此外,翻转件坐落在基台顶端时,此时定位凸起抵接在第一定位槽靠近夹持机构铰接边的一侧槽壁,以此降低翻转件自动向外翻转的可能性,提高翻转件在未翻转时的横向稳定性,同时降低动力装置的锁定损耗。
22、进一步的,还包括固定在所述基台远离夹持机构铰接边的一侧侧壁的限位件,所述限位件的顶端高度高于基台高度;所述限位件朝向夹持机构所在方向的一侧表面设置用于感应所述翻转件的感应装置;所述感应装置与所述动力装置信号连接。
23、限位件首先可用于限制翻转件向远离铰接边的另一侧过度转动,同时可横向限制翻转件,起到提高翻转件在未翻转时的横向稳定性的目的。此外,还可通过限位件表面的感应装置感应翻转件,进而在动力装置驱动翻转件复位、带动已批量安装好连接套筒的模板回到竖直状态时,可通过感应装置的感应信号,为动力装置提供更为稳定的反馈或止停信号。
24、进一步的,所述连接套筒包括带有第一内螺纹盲孔的筒体,所述筒体外侧固定套设限位环,所述限位环朝向第一内螺纹盲孔开口方向的一侧表面嵌设密封垫;所述筒体外壁设置外螺纹,所述外螺纹位于筒体开设第一内螺纹盲孔的一端;还包括与所述筒体相匹配的筒帽,所述筒帽上设置第二内螺纹盲孔,所述第二内螺纹盲孔与所述外螺纹相匹配;
25、当所述筒体带有外螺纹的一端旋入至所述第二内螺纹盲孔内、并抵达行程终点时,所述筒帽的端面与模板抵接。
26、本方案提出一种便于与本技术的批量安装系统配套使用的连接套筒,其中筒体带有第一内螺纹盲孔,第一内螺纹盲孔孔底的一端位于模板的现浇侧方向、第一内螺纹盲孔开口端位于模板的外侧方向;限位环用于抵接在模板表面,使得自上而下从模板上方向各套筒安装孔内装入连接套筒时,连接套筒不会穿过套筒安装孔直接下坠,能够通过限位环挂设在模板表面。限位环与模板接触的一侧表面设置密封垫,该密封垫首先能够密封限位环与模板之间的间隙、降低现浇混凝土通过该间隙渗入至套筒安装孔内的风险;其次还可使得限位环与模板之间固结的混凝土局部位于具有弹性的密封垫上,更加有利于脱模时模板与限位环之间的分离。
27、此外,本方案通过筒帽来实现连接套筒与模板之间的定位,筒帽内部的第二内螺纹盲孔与筒体外部的外螺纹相匹配。当筒体穿过套筒安装孔,且限位环抵接在模板上时,外螺纹与限位环分别位于模板两侧,此时将筒帽套在筒体外并逐渐旋入,直至筒帽的端面与模板抵接,此时即完成了对连接套筒的定位,此状态下的连接套筒具有轴向两侧的稳定性,无法自动脱离与模板的连接,实现了良好的定位效果,能够有效保证后续现浇过程中的稳定。在脱模时,只需要先卸下各筒帽即可。
28、进一步的,所述筒体外壁还固定有定位条,所述定位条的一端固定在所述限位环朝向第一内螺纹盲孔开口方向的一侧表面,且所述定位条的轴线与所述筒体的轴线平行;
29、还包括位于模板上的套筒安装孔,套筒安装孔的直径小于限位环的直径,所述套筒安装孔的孔壁开设与所述定位条相匹配的第二定位槽,所述第二定位槽在模板朝向限位环所在方向的一侧表面敞口;所述第二定位槽的轴向长度,小于模板厚度;所述定位条的轴向长度,等于第二定位槽的轴向长度。
30、本方案即是在限位环上延伸出与筒体轴线平行的定位条,并且在套筒安装孔的孔壁开设第二定位槽;在安装连接套筒时,使定位条与第二定位槽对齐;当限位环抵接在模板上时,定位条进入对应的第二定位槽内,并且定位条的端部抵接在第二定位槽的槽底;通过若干定位条和第二定位槽的配合,使得筒体无法发生转动,显著提高连接套筒在后续现浇过程中的周向稳定性。
31、本发明还提出一种磁浮轨道连接套筒的批量安装方法,包括:
32、通过升降装置将安装组件的边框调整至与就位组件匹配的高度;
33、通过就位组件将待安装连接套筒的模板平铺至安装组件上;
34、调整各承载杆的位置,使任一承载杆均不遮挡模板上的套筒安装孔;
35、自上而下从模板上方向各套筒安装孔内装入连接套筒;
36、通过升降装置顶升安装组件至设定高度;
37、自下而上从模板下方将各连接套筒定位至模板上。
38、本发明与现有技术相比,具有如下的优点和有益效果:
39、1、本发明一种磁浮轨道连接套筒的批量安装系统及方法,通过就位组件完成对模板的放倒平铺,可解决大长度、大自重的轨道梁模板的现场操作难题,使得模板上的所有连接套筒均完成定位和安装后,再拼接相应的模板,降低批量安装连接套筒的难度。
40、2、本发明一种磁浮轨道连接套筒的批量安装系统及方法,在水平面上完成连接套筒的批量装入,可利用重力使得各连接套筒在定位之前保持与模板之间的相对稳定,进而实现连接套筒的批量装入和批量定位,避免传统工艺需要在模板上对连接套筒逐个装入后立即完成单个连接套筒定位的缺陷。
41、3、本发明一种磁浮轨道连接套筒的批量安装系统及方法,承载杆横向位置可调,因此可避免对模板上安装连接套筒的区域的遮挡、进而避免干涉连接套筒的装入,使得本技术可适应不同尺寸、大小以及连接套筒排布情况的轨道板模板使用。
42、4、本发明一种磁浮轨道连接套筒的批量安装系统及方法,解决了长度与自重均较大的轨道梁模板需要耗费大量人力才能平铺至安装组件上的难题,同时可克服由于模板长度较大而存在的不便以横向状态吊装的缺陷。
43、5、本发明一种磁浮轨道连接套筒的批量安装系统及方法,提出一种便于批量安装使用的连接套筒,具有安装过程简单方便、密封性好、便于脱模等优点,同时提高了轴向和周向稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20240911/292342.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表